



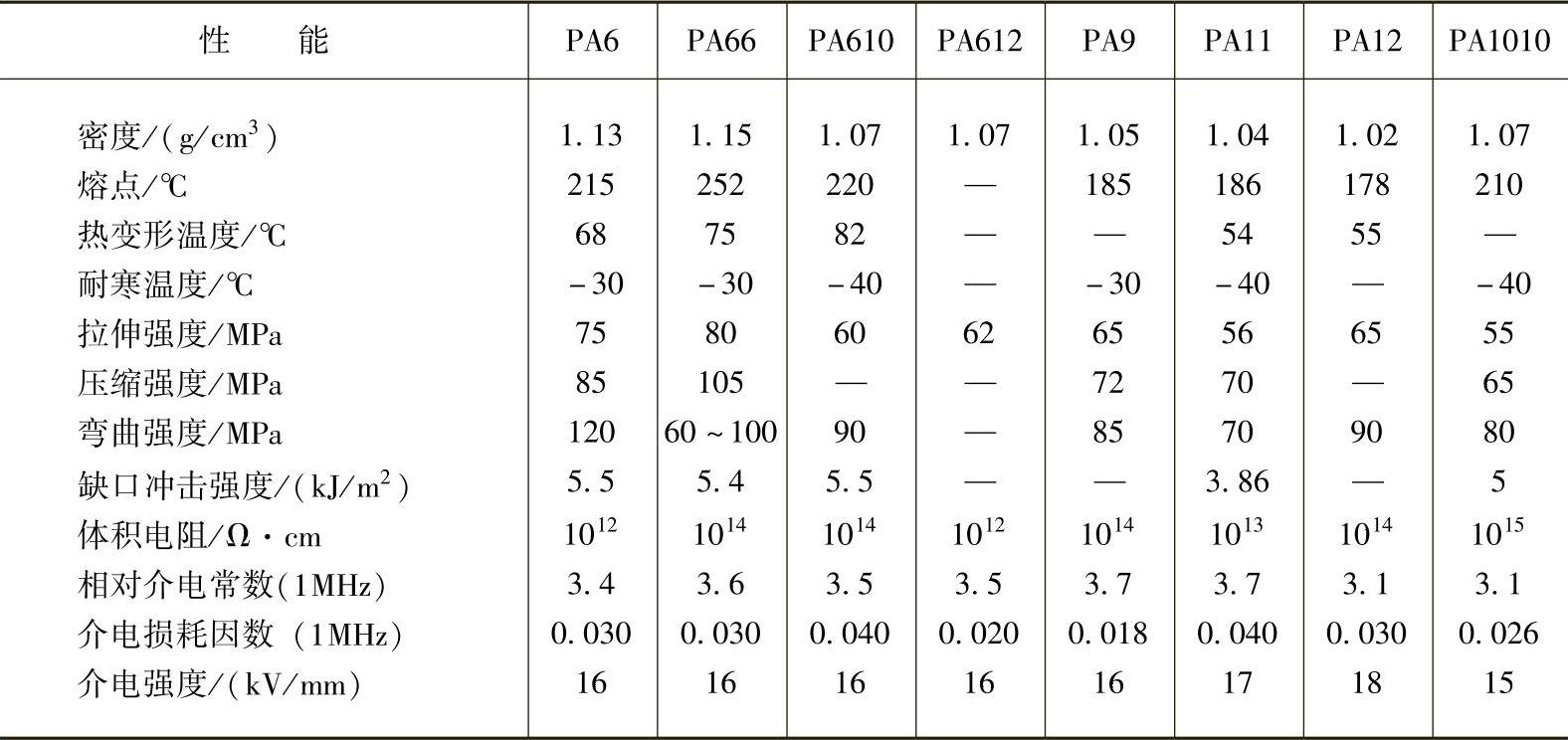
聚酰胺(PA)俗称尼龙,是主链上含有重复酰胺基团—[NHCO]—的热塑性树脂总称,包括脂肪族PA,脂肪-芳香族PA和芳香族PA。其中脂肪族PA品种多,产量大,应用广泛,其命名由合成单体具体的碳原子数而定。尼龙中的主要品种是尼龙6和尼龙66,占绝对主导地位;其次是尼龙1010,尼龙11,尼龙12,尼龙610,尼龙612;另外还有尼龙46,尼龙7,尼龙9,尼龙13;新品种有尼龙6I,尼龙9T、透明尼龙和特殊尼龙MXD6(阻隔性树脂)等。PA6弹性好,冲击强度高,吸水性最大;PA66性能优于PA6,强度高,耐磨性好,吸水性比PA6小;PA610与PA66相似,但吸水性小,为PA66的一半,刚度低;PA1010半透明,吸水性小,耐寒性较好。PA主要技术性能指标见表4-19。
表4-19 PA主要技术性能指标
尼龙是最重要的工程塑料,产量在五大通用工程塑料中居首位,它不仅具有优良的韧性,优异的耐磨性和自润滑性,良好的耐化学性和耐油性,而且成型加工容易,无毒,易着色,因此广泛用于机械、仪器仪表、化工、交通运输、电气设备、医疗器械和日用品等领域。
1.工艺特性
尽管尼龙品种很多,化学结构略有差异,性能不尽相同,但由于其分子结构中都含有酰胺基(—CONH—),因此它们的成型特点是相似的。
1)流动性。尼龙为结晶型塑料,有明显的熔点(见表4-19),而且熔点较高(160~290℃,视品种不同而异),熔融温度范围较窄(约10℃左右)。一旦加工温度超过熔点后,熔体粘度下降快、流动性好,因此在成型加工中,需要严格控制成型工艺,以防出现溢边等问题。同时由于熔体的冷凝速度较快,所以还需要防止物料阻塞喷嘴、流道、浇口等引起制品不足现象的发生。
2)热稳定性。处于熔融状态下的尼龙树脂热稳定性较差,特别是和空气接触时易氧化变色,因此在成型加工中应避免树脂在高温的机筒内停留时间过长(超过30min),以防树脂变色降解,从而影响制品性能。
3)结晶性。尼龙的结晶度一般在20%~30%,随着结晶度升高,拉伸强度、耐磨性、硬度和润滑性等性能有所提高,热胀系数和吸水性下降,但对透明性和冲击性能不利。
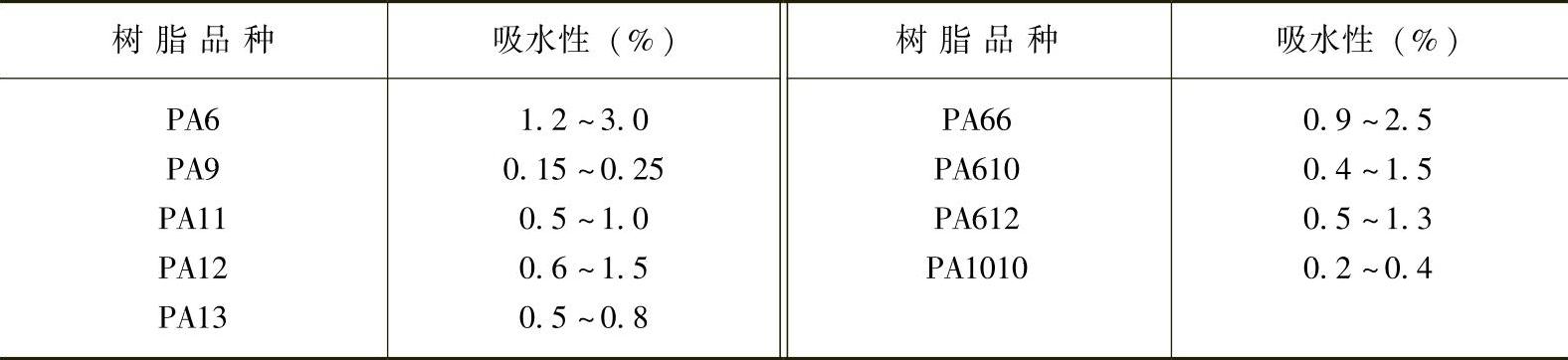
4)吸水性。聚酰胺类塑料的分子结构中含有亲水的酰胺基,易吸湿,吸水程度随分子结构中碳原子数的增加而变小,表4-20为部分尼龙树脂的吸水情况。吸湿后的树脂在加工过程中会使熔体粘度急剧下降,制品表面出现气泡、银纹等缺陷,而且所得制品的力学性能也明显下降。因此PA在加工前必须进行干燥,使水分降至0.3%(质量分数)以下。
表4-20 部分PA的吸水情况
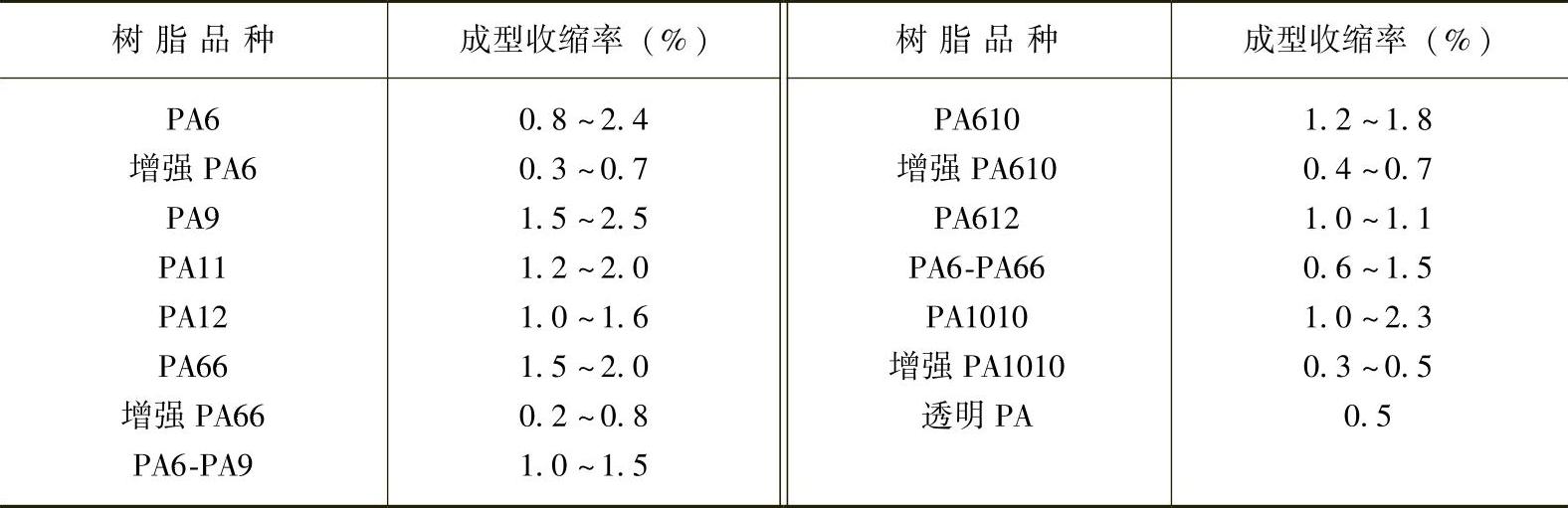
5)收缩率。尼龙类树脂的成型收缩率较大,其大小与树脂的品种、制品的壁厚、料流方向以及成型工艺等因素有关,因此在制品和模具设计及成型工艺条件的选择时应予高度重视。部分尼龙品种的成型收缩率见表4-21。
表4-21 部分尼龙品种的成型收缩率
2.对成型设备的要求
尼龙的注射成型可采用柱塞式或螺杆式注射机,但从塑化效果以及物料在机筒内所停留的时间来看,还是螺杆式注射机为佳,特别是尼龙66一类热稳定性稍差的品种和经着色、增强、改性的尼龙尤为重要。
由于尼龙的熔融温度范围较窄,熔融前后体积变化较大,选用注射机时,要注意以下几点:
1)所用的螺杆形式为单头、全螺纹、压缩突变形螺杆,其长径比L/D为(12~20)∶1,常用(18~20)∶1,压缩比为(2~3)∶1。螺杆头应装有止逆环,以免粘度较低的熔体发生漏流,同时也避免了注射压力的下降。
2)为防止喷嘴处熔体的流延现象,应采用自锁式喷嘴,特别是立式注射机和角式注射机更应选用自锁式喷嘴,喷嘴直径为3.0mm,一般以外弹簧针阀式喷嘴较好。
3)螺杆与机筒之间的配合间隙要小,精度要高,防止熔体在注射过程中产生逆流,配合间隙最好控制在0.05mm以下,但是机筒平均温度要提高10~20℃,防止未充分熔融的粒料堵塞螺杆与机筒的间隙。
3.制品特点
如前所述,尼龙类树脂的成型收缩率较大,收缩情况与制品壁厚有关,随着制品壁厚的增加,成型收缩率也相应地增加,因此在选择制品的壁厚时应充分考虑收缩率所带来的影响。表4-22列出了尼龙1010制品壁厚与收缩率之间的关系。当然,在选择制品的壁厚时还必须考虑熔体的充模性。尼龙类熔体流动长度与壁厚之比因品种的不同而有所差异,通常在150~200之间,故制品的壁厚一般不低于0.8mm,通常为1.0~3.2mm。
表4-22 尼龙1010制品壁厚与成型收缩率的关系

4.模具结构
1)脱模斜度。鉴于尼龙类树脂的收缩率较大,在成型时必须选择合适的脱模斜度,以利于制品的顺利脱模。按照制品的复杂程度其脱模斜度会有所不同,一般可在40′~1°30′之间进行选取。
2)流道与浇口。对流道和浇口无特殊要求,常用的流道和浇口形式均可用于尼龙类树脂的成型加工。除PA66等少数品种外,大部分还可用无流道(热浇道)模具,但在选择浇口时应考虑制品壁厚与收缩补料的关系。为防止可能出现的气泡或收缩凹痕,要求流道和浇口部分必须有足够的冷料井,以便及时捕集冷料。主流道的斜度为4°~6°;分流道的直径等于或稍大于制品的壁厚,梯形流道的截面高度为上底的2/3,下底宽为上底的3/4,浇口直径一般为制品壁厚的2/3~3/4,但最小不得小于0.8mm。
3)排气。由于尼龙类树脂的熔体粘度较低,流动性较好,在成型过程中易出现排气不良现象,因此需开设一定的排气孔(槽)。在开设排气槽时还需注意防止溢边,尼龙类树脂的溢边值在0.030mm左右,所以排气槽的最大厚度应控制在0.025mm以下。
5.原材料处理
尼龙的吸水性较大,在成型加工之前必须对尼龙类颗粒进行干燥处理。在干燥过程中,由于酰胺基团对氧比较敏感,在高温下易发生氧化变色,因此干燥时最好采用真空干燥,因为它的脱水率高,干燥时间短,干燥后的粒料质量好。如果采用普通烘箱干燥,应将干燥温度降至100℃以下,并延长干燥时间。不同干燥方法的工艺参数见表4-23。
表4-23 尼龙干燥工艺参数

干燥后的树脂含水量应达到成型加工中所允许的范围(见表4-24)。有关含水量的测定可用快速水分测定仪或压片法进行测定了解,在成型加工中,也可用对空注射法,通过熔融物料的光亮度、气泡、银丝等现象进行分析判断。
表4-24 部分PA成型加工时允许的含水量

干燥后的物料最好能立即使用,否则应注意保存,以防再吸湿。在空气中暴露时间为阴雨天不超过1h,晴天不超过3h。对于正在加工中的颗粒应注意采取保温措施,如料斗保温层或加红外灯等。
6.注射成型工艺条件
(1)尼龙6注射成型 尼龙6化学名称聚己内酰胺,英文名称Polycaprolactam(Nylon6),简称PA6,结构式—[NH(CH2)5CO]n—。
PA6为半透明或不透明的乳白色结晶型聚合物颗粒,熔点220℃,热分解温度大于310℃,密度1.14g/cm3,吸水率(23℃水中24h)1.8%,具有优良的耐磨性和自润滑性,力学强度高,耐热性、电绝缘性能好,低温性能优良,能自熄,耐化学药品性好,特别是耐油性优良。加工成型比PA66容易,制品表面光泽性好,使用温度范围宽。但吸水率较高,尺寸稳定性较差。与尼龙66相比,刚性小,熔点低,在恶劣环境下能长期使用,在较宽的温度范围内仍能保持足够应力,连续使用温度105℃,阻燃等级V-2,耐寒温度-30℃。
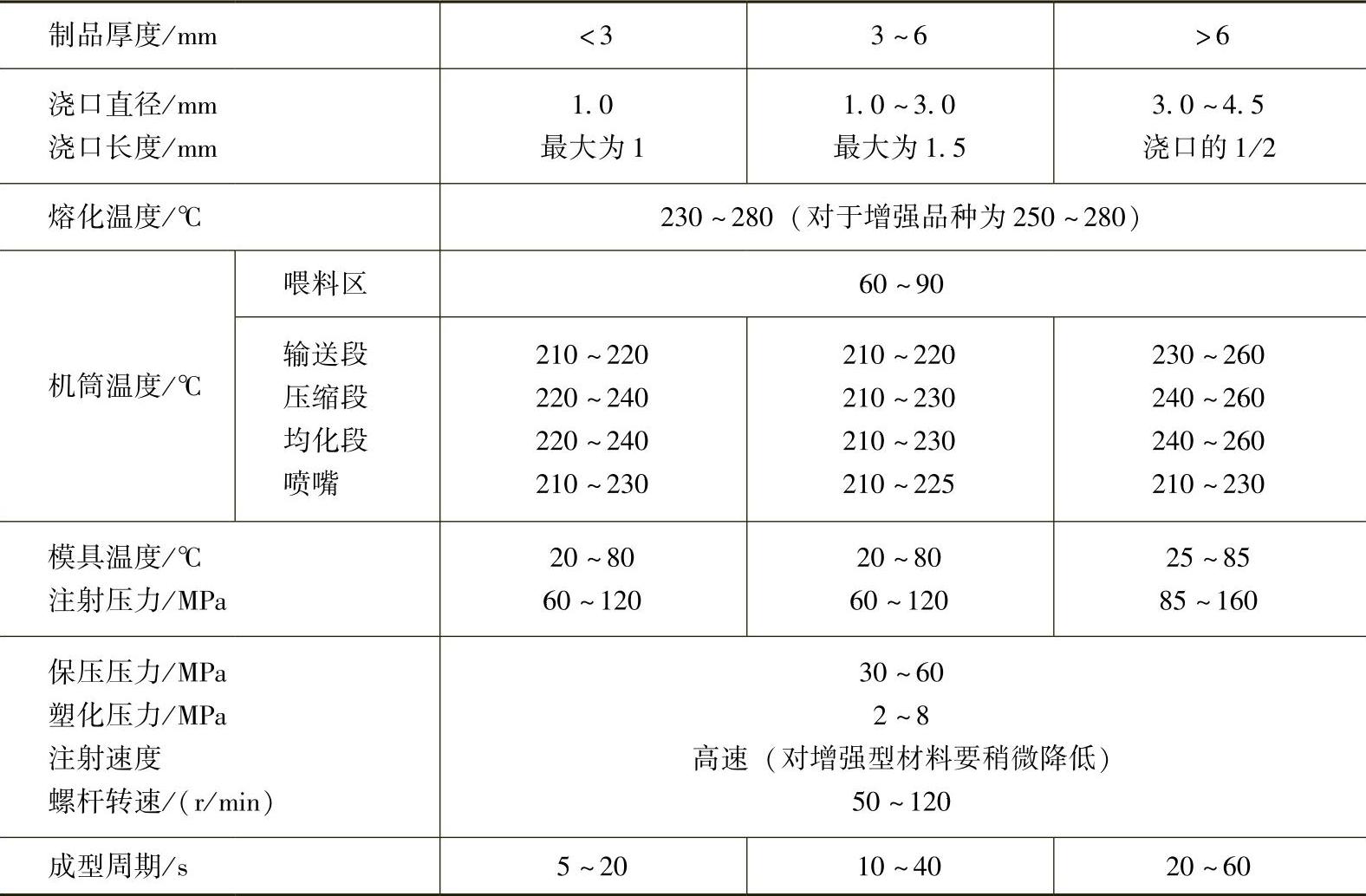
注射成型采用粘度200~2000(Pa·s)的粒料,选用螺杆式注射机,螺杆压缩比取(2~3)∶1,L/D取(12~20)∶1,带止逆环,喷嘴选用直通式;对加入了玻璃纤维的增强塑料,需要高耐磨的双金属机筒。纯PA6的注射成型工艺见表4-25。
表4-25 纯PA6注射成型工艺
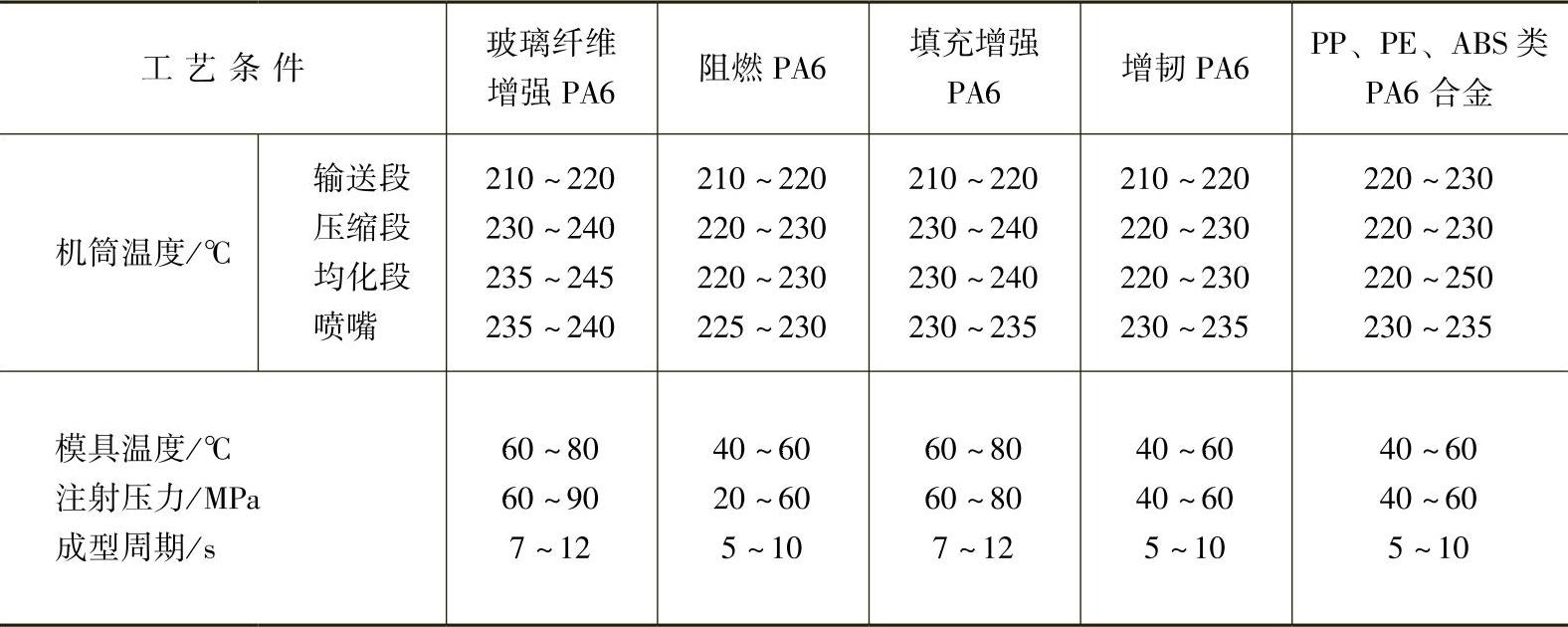
改性PA6注射时,工艺的设定应根据改性组分特性及加入量,在试验基础上来决定,一般来讲,玻璃纤维增强及填充增强PA6的成型温度应比纯PA6高5~10℃;阻燃PA6的加工温度略低于PA6的加工温度;聚烯烃、ABS与PA6的共混物的加工温度略低于纯PA6,应根据改性组分含量来确定具体条件,加工温度太高,会引起改性组分的热降解;加工温度太低,共混物中的PA6塑化不好,会影响制品性能。改性PA6注射成型工艺见表4-26。
表4-26 改性PA6注射成型工艺
(2)尼龙66注射成型 尼龙66化学名称聚己二酰己二胺,英文名称Polyhexa-methyleneadipamide(Nylon66),简称PA66,结构式—[NH(CH2)6NHCO(CH2)4 CO]n—。
PA66为半透明或不透明的乳白色、结晶型、热塑性树脂,熔点255℃,热分解温度大于370℃,玻璃化转变温度(干态)为50℃,密度1.13~1.16g/cm3。具有较高的韧性、刚性和优良的耐磨性、自润滑性,耐油和耐化学性好,有自熄性,加工流动性好,力学强度较高,刚性和抗冲击性好。使用温度范围广,连续使用温度105℃;耐热性优良,热变形温度235℃;耐寒性好;能耐稀无机酸、碱及醇、酮、芳烃等溶剂,特别是耐油性突出,但吸水性较大,制品尺寸稳定性较差。
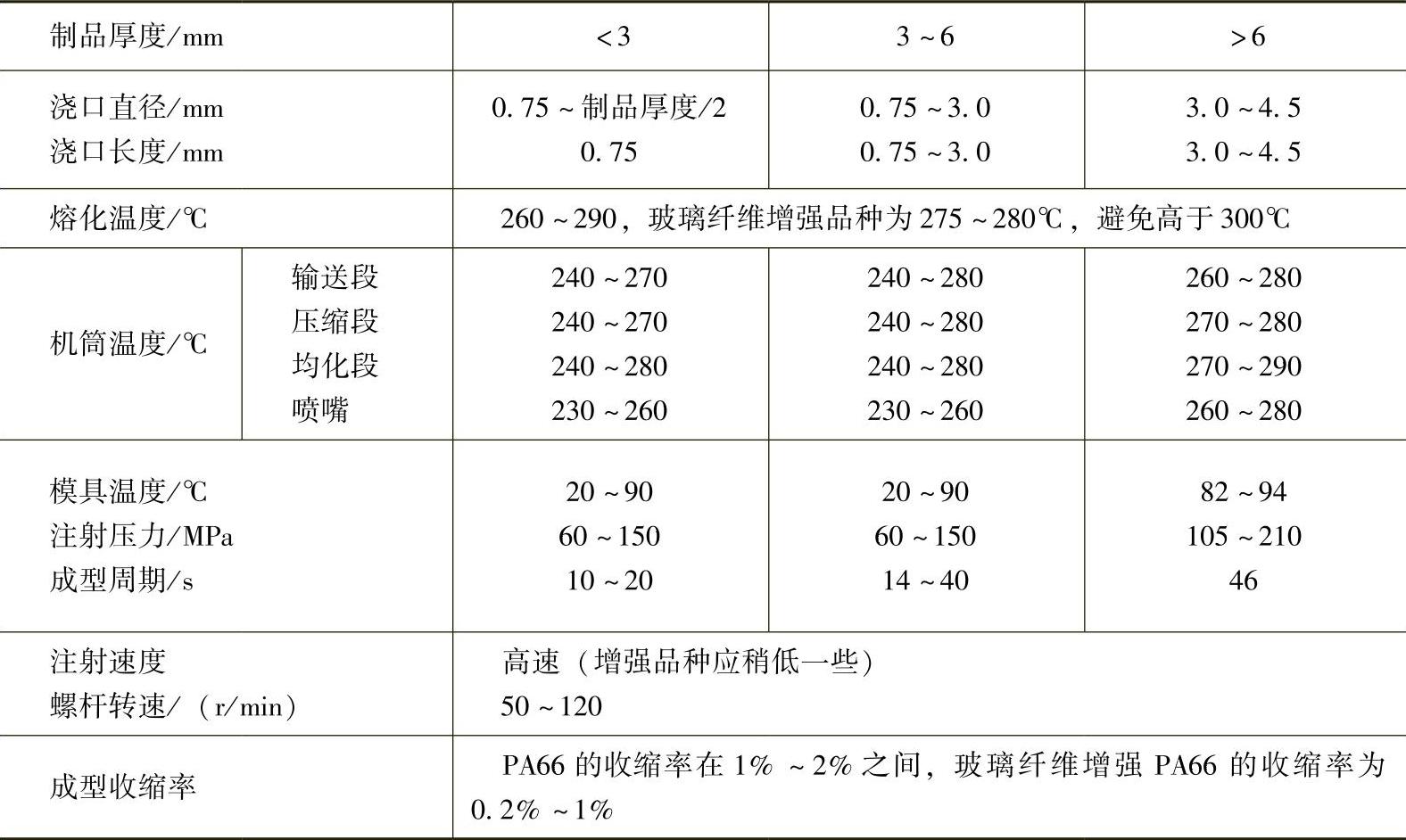
PA66在注射过程中,注射机的温度控制、模具温度的设置对制品性能影响较大。注射机加热温度的设定原则是高于熔点10~20℃,应根据制品结构与大小、厚度以及原料性能来决定。纯PA66的注射成型工艺见表4-27。
表4-27 纯PA66注射成型工艺
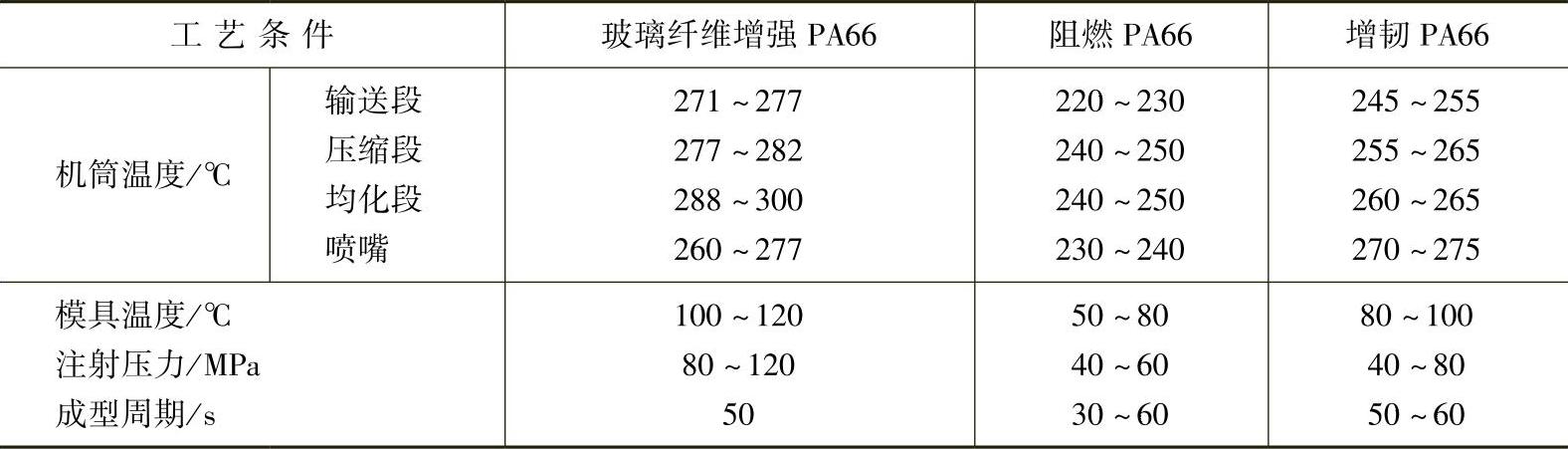
改性PA66,特别是增强PA66的加工温度应比纯PA66高10℃左右,但加工温度最好不超过280~290℃,否则引起PA66的热降解。对于阻燃PA66,应在熔点附近寻找一个适宜的加工温度,加工温度太高,易引起阻燃剂分解,大量的低分子存在于制品中,严重影响其力学性能,使制品易脆或引起表面起霜、花纹等缺陷。加工温度太低,PA66未能充分塑化,使制品存在局部应力。改性PA66的注射成型工艺条件见表4-28。
表4-28 改性PA66注射成型工艺(https://www.xing528.com)
(3)尼龙11注射成型 尼龙11化学名称聚十一内酰胺,英文名称Polyunde-canoylamide(Nylon11),简称PA11,结构式—[NH(CH2)10CO]n—。
PA11为白色半透明固体,分子中亚甲基数目与酰胺基数目之比较高,故其密度低(1.03~1.05g/cm3),吸水性小,熔点低,加工温度范围宽,尺寸稳定性好,电气性能稳定可靠;低温性能优良,可在-40~120℃保持良好的柔性;耐磨性和耐油性优异,耐碱、醇、酮、芳烃、润滑油、汽油、柴油、去污剂等性能优良;耐稀无机酸和氯代烃的性能中等;不耐浓无机酸;50%盐酸和苯酚对它有很大的腐蚀作用;耐候性中等,加入紫外线吸收剂,可大大提高耐候性。
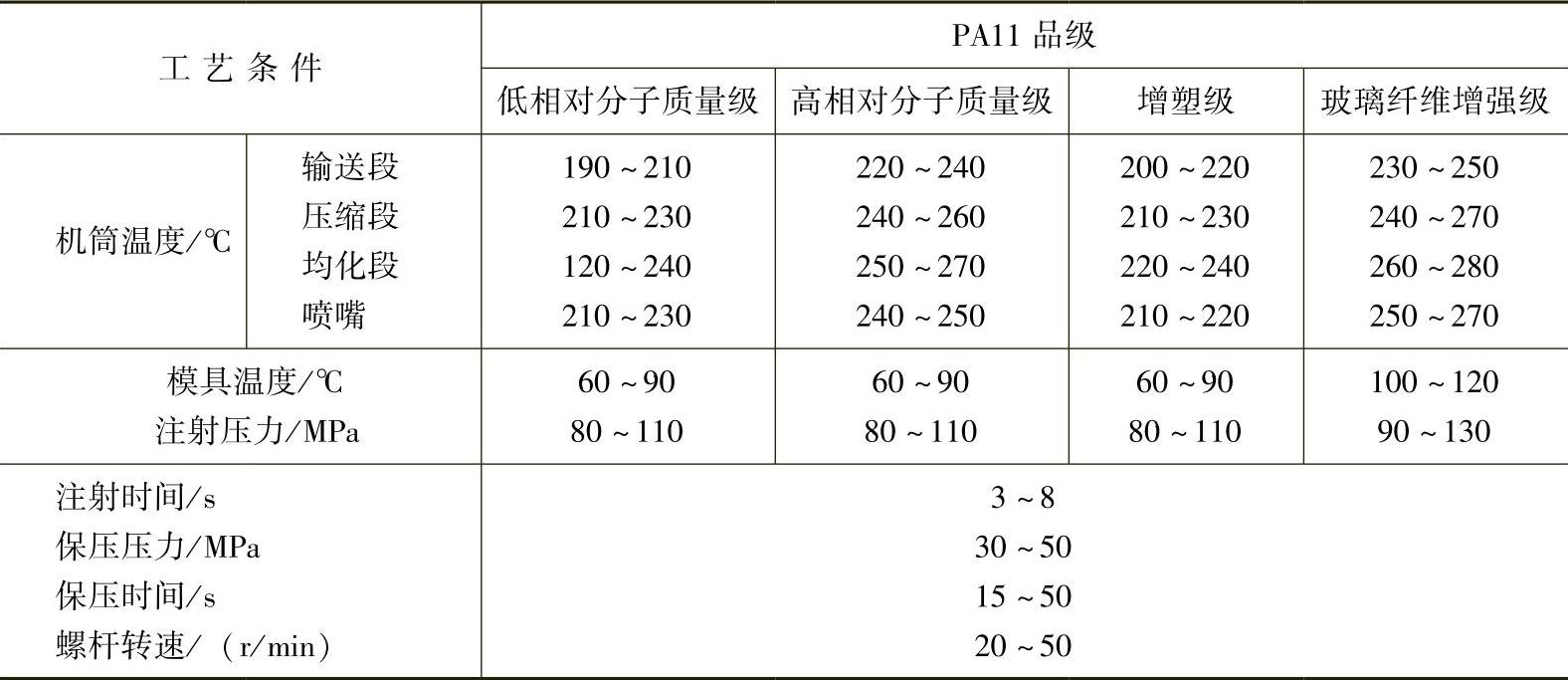
PA11熔体流动性好,采用螺杆式注射机成型加工时,选用突变型螺杆,长径比(L/D)为20∶1,压缩比为(3.5~4)∶1,螺杆转速为20~50r/min。制品体积为注射机最大注射量的50%~70%,一般牌号的PA11宜选用自动启闭式喷嘴,可避免流延现象,但玻璃纤维增强级应选用延伸式通用闭口喷嘴,以免被玻璃纤维堵塞。喷嘴直径为3~5mm,并有单独的控温和保温装置。PA11的注射工艺条件随注射机结构与功能、模具设计、原料牌号规格、制品设计等不同而有相当大的变化。不同牌号PA11注射成型工艺条件见表4-29。
表4-29 PA11注射成型工艺
为提高制品尺寸稳定性和消除内应力,成型后最好将制品放在120~150℃的液体石蜡或其他矿物油中进行10~30min的退火处理,取出后再浸入100℃的盐水溶液中让其吸湿进行调湿处理。一般调湿时间为2~4h,具体调湿时间视制品厚度而定。
(4)尼龙12注射成型 尼龙12化学名称聚十二内酰胺,英文名称Polylaury-lactam(Nylon12),简称PA12,结构式—[NH(CH2)11CO]n—。
PA12的性能类似尼龙11,比PA11有更低的密度、熔点和吸水性。PA12密度在尼龙树脂中最小,吸水性小,故制品尺寸变化小,易成型加工,特别容易注射和挤出。PA12是很好的电气绝缘体并且和其他聚酰胺一样不会因潮湿影响绝缘性能。它具有优异的耐低温冲击性能,耐屈服疲劳性,耐磨性,耐水解性,耐碱,耐去污剂、油品和油脂性能优良,耐醇、无机稀酸,耐芳烃中等,不耐浓无机酸、氯代烃,可溶于苯酚。
对于未加添加剂的PA12,由于材料粘度较低,流道直径应在3mm左右;对于增强型PA12要求5~8mm的大流道直径。流道形状为圆形,注入口应尽可能短。可以使用多种形式的浇口,大型制品不要使用小浇口,这是为了避免采用过高的注射压力。浇口厚度最好和制品厚度相等。如果使用潜伏式浇口,建议最小直径为0.8mm;如果使用热流道,浇口尺寸要比冷流道小一些。
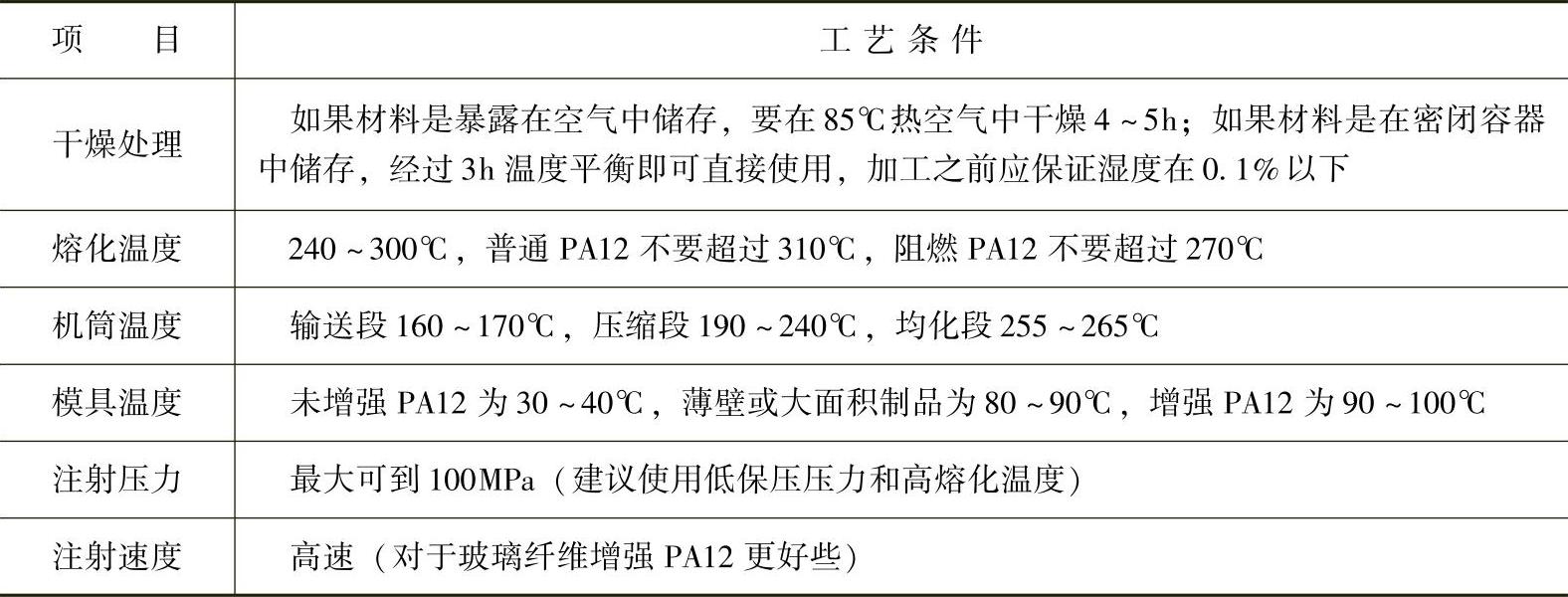
PA12的注射成型工艺见表4-30。
表4-30 PA12的注射成型工艺
(5)尼龙1010注射成型 尼龙1010化学名称为聚亚癸基癸二酰胺或聚癸二酰癸二胺,英文名称Poly(decamethylen seba camide)(Nylon1010),简称PA1010,结构式—[NH(CH2)10NHCO(CH2)8CO]n—。
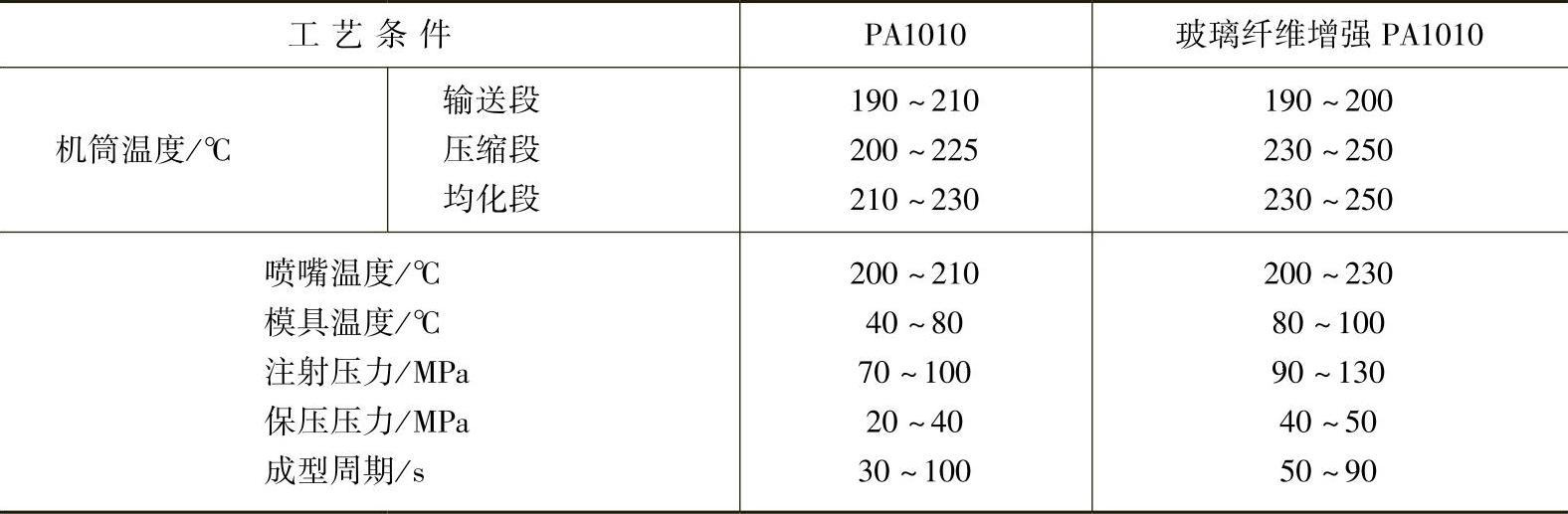
PA1010是一种半透明结晶型聚酰胺,具有一般尼龙的共性。密度在1.04~1.05g/cm3之间,吸水率为1.5%,比PA6、PA66低,脆化温度为-60℃,热分解温度大于350℃。对霉菌的作用非常稳定,无毒,对光的作用也很稳定。其最大特点是具有高度延展性,不可逆拉伸能力高,在拉力的作用下,可伸至原长的3~4倍,同时,还具有优良的冲击性能和很高的拉伸强度,-60℃下不脆。自润滑性和耐磨性优良,抗磨性是铜的8倍,优于尼龙6、尼龙66。耐化学腐蚀性能非常好,对大多数非极性溶剂稳定,如烃、脂、低级醇类等。但易溶于苯酚、甲酚、浓硫酸等强极性溶剂。在高于100℃时,长期与氧接触逐渐变黄,力学性能下降,特别是在熔融状态下,极易热氧化降解。PA1010注射成型工艺条件见表4-31。
表4-31 PA1010注射成型工艺条件
(6)尼龙610注射成型 尼龙610化学名称聚癸二酸己二胺,英文名称Poly-hexamethyensebacamide(Nylon610),简称PA610,结构式—[NH(CH2)6NHCO(CH2)8CO]n—。
PA610很多性能类似PA66,力学性能介于PA6和PA66之间,吸水率优于PA6和PA66;耐候性较好;熔点215~222℃,耐低温性能、拉伸强度、冲击强度等优于PA1010,具有较小的密度。PA610耐碱和稀无机酸,不耐浓无机酸、去污剂和油脂类;稍耐醇类、酮类、芳烃、氯代烃,并能吸收醇、酮、芳烃、氯代烃等起增塑作用。PA610注射成型工艺条件见表4-32。
表4-32 PA610注射成型工艺条件

(7)尼龙612注射成型 尼龙612化学名称聚十二酰己二胺,英文名称Poly-hexamethylene dodecanamide(Nylon612),简称PA612,结构式为—[NH(CH2)6NH-CO(CH2)10CO]n—。
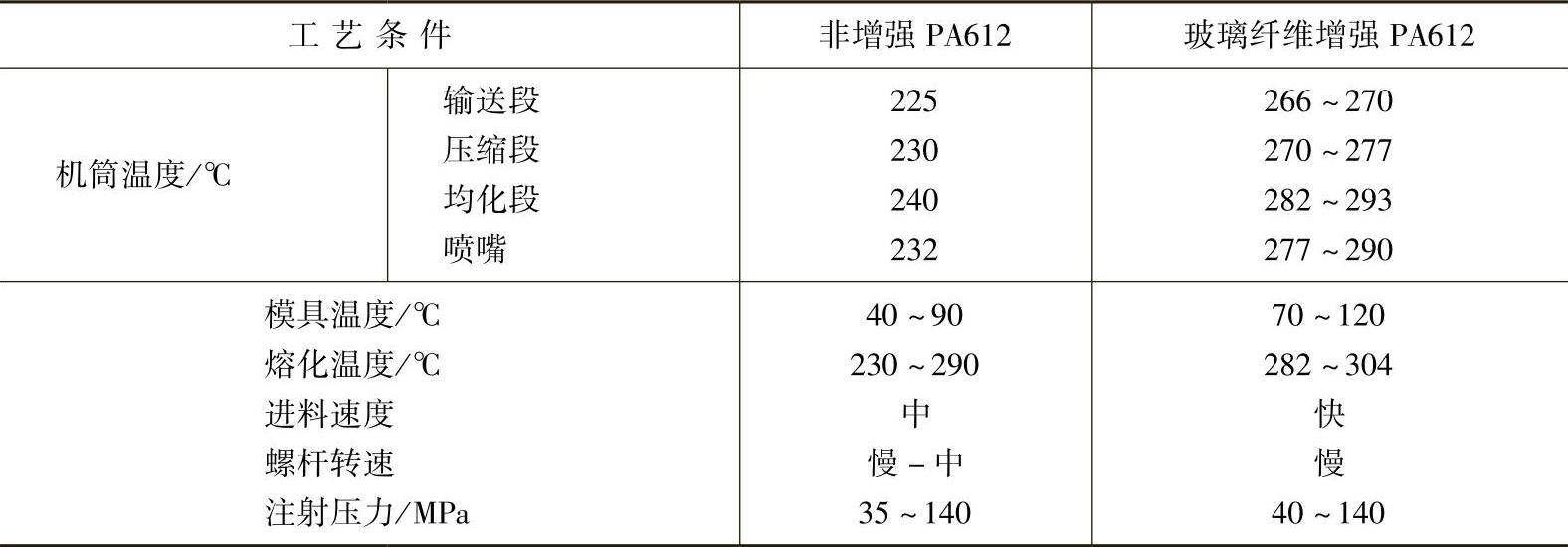
PA612为半透明乳白色颗粒,相对分子质量1200~4000,性能与PA6和PA610接近,吸水性、尺寸稳定性及刚性等优于PA610,冲击强度比PA6高得多,低温性能和拉伸强度、冲击强度等都超过PA1010,能耐酸、碱、溶剂。非增强PA612和玻璃纤维增强PA612注射成型工艺条件见表4-33。
表4-33 PA612注射成型工艺
(8)尼龙46注射成型 尼龙46化学名称聚己二酰丁二胺,英文名称Polytetra-methylene adipamide(Nylon46),简称PA46,结构式为—[NH(CH2)4NHCO(CH2)4 CO]n—。
PA46是荷兰DSM公司出品的一种耐热聚酰胺,商品牌号为Stanyl PA46,它是由二氨基丁烷和己二醇缩聚而成的脂肪族聚酰胺。Stanyl PA46的主要特征如下:
1)极佳的短期和长期耐热性。非增强型Stanyl PA46的热变形温度为160℃,增强型Stanyl PA46的热变形温度为290℃,长期使用温度为163℃。
2)高温下能保持高刚度。由于结晶度高(约70%),Stanyl PA46在接近熔点(295℃)时仍能保持高刚度,这样在要求较高的场合,与其他材料如PA6、PA66和PCT相比,安全系数更高。
3)高的抗蠕变力。Stanyl PA46的高结晶度使其在高温下(100℃以上)能极好地保持其刚度,因此也使得其抗蠕变力增加(即在负荷下塑料变形低),比多数工程塑料和耐热材料的抗蠕变力更强。
4)优异的韧性。Stanyl PA46结晶率高,形成许多小型晶体球粒,即使在0℃以下,缺口冲击强度值仍保持高水平。
5)极佳的抗疲劳强度和耐磨性。Stanyl的高结晶度和良好的晶状结构使其比大多数工程塑料和耐热塑料具有更佳的抗疲劳强度,优于PPA、PPS和PA66。Sta-nyl PA46还有极好的耐磨性,改性Stanyl PA46有更好的耐磨性;Stanyl PA46表面光滑坚固,加之在高温下的刚性使其成为滑动部件的理想材料。
6)良好的耐化学性。即使在较高温度下,Stanyl PA46对油和油脂的耐蚀性也极佳。因而是汽车工业中发动机部件、齿轮和轴承的理想材料。但是Stanyl PA46和其他聚酰胺一样会被强酸腐蚀,而且还易吸收极性溶剂。
7)电气特性和阻燃性好。Stanyl PA46具有很高的表面和体积电阻率、绝缘强度和相当好的抗刻划能力,加上Stanyl PA46的耐高峰值温度性能和高韧性,使其成为焊接印刷电路板(PCB)上元件的最佳原料。
8)加工性能好。Stanyl PA46的结晶速率很快,可以显著地缩短成型周期;St-anyl PA46熔化时的流动性极佳,没有任何溢料,再加之在高温时的高硬度,这些都简化了薄壁制品的设计和生产。另外由于Stanyl的结晶温度低,因此加工时不需要高模温(80℃即可)。
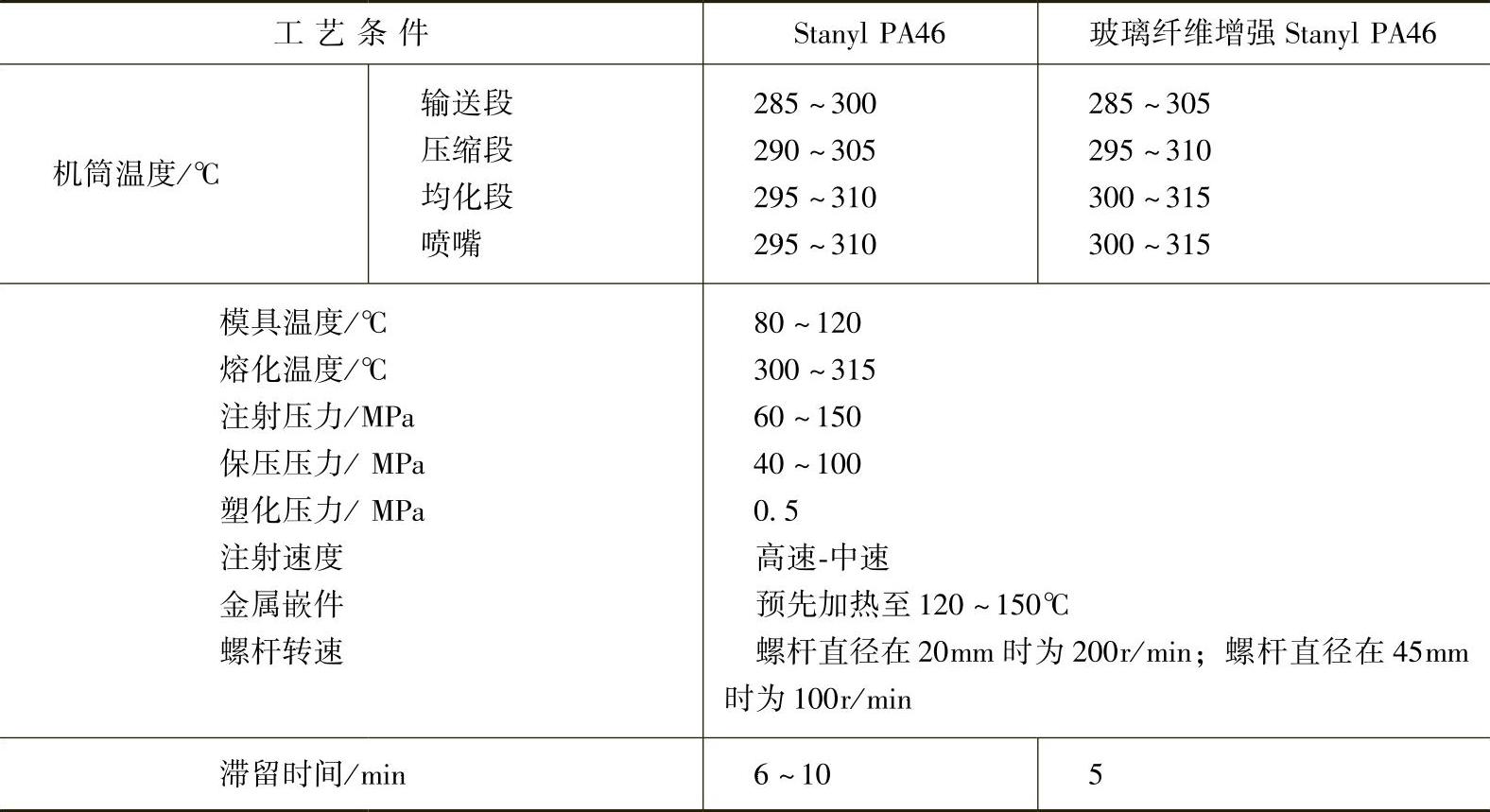
Stanyl PA46和玻璃纤维增强Stanyl PA46注射成型工艺条件见表4-34。
表4-34 Stanyl PA46注射成型工艺
7.注意事项
(1)开机与停机 开机时应首先加热喷嘴,然后再加热机筒。当喷嘴发生堵塞时,切忌面对喷孔,以防机筒内的熔体因聚集的压力释放而突然喷出熔体酿成事故。
在长时间中断注射过程之前,应当用无色的PE或专门用于PA树脂的清洗料清洗和填充机筒。如果工作区域中有洒落的颗粒,应当及时清除和丢弃,以免滑倒。
(2)再生料的使用 干净整洁、无污染变色的再生料,可以与新料共混后使用,但再生次数不宜过多,最好不要超过三次,以免引起制品色泽变深或物理力学性能下降;使用量应控制在新料的25%(质量分数)以下,过多会引起工艺条件的波动;再生料与新料混合后必须按工艺要求进行干燥处理。
(3)脱模剂的使用 使用少量的脱模剂可以改善或消除气泡等缺陷。尼龙制品的脱模剂可选用硬脂酸锌、白油(液体石蜡)等,也可以混合成糊状使用。使用时必须量少而均匀,以免造成糊斑、裂纹或熔接痕明显等问题。
(4)制品的后处理 尼龙制品的后处理是为了防止、消除制品中残留的应力或因吸湿作用所引起的尺寸变化。后处理的方式有热处理和调湿处理两种方法。
1)热处理。尼龙制品虽然可用红外线、热风循环等方法进行处理,但最好是在无氧情况下进行,以免氧化变色。常用的方法是将制品放入热油(矿物油、甘油)、液体石蜡或充氮炉中,在温度100~120℃下处理一定时间,然后缓慢冷却至室温。处理的时间视制品的壁厚而异,厚度在3mm以下为10~15min,厚度为3~6mm的时间为15~30min。
2)调湿处理。尼龙本身收缩率较高,为了保持尺寸相对稳定,可对制品进行调湿处理。其方法是将制品放置在相对湿度为65%的环境中一段时间,使其达到所要求的平衡吸湿量(约4%)。由于这一过程进行缓慢,厚制品往往需要较长时间,为了加速吸湿,一般将制品放进沸水或醋酸钾水溶液中(醋酸钾与水的比例为1.25∶1,沸点121℃),并控制温度为80~100℃,处理时间主要取决于制品的厚度,当壁厚为1.5mm时约2h,3mm为8h,6mm为16~18h。调湿处理对改善制品内的晶体结构,提高制品韧性,改善内应力分布状况也有好处,且效果比退火处理更佳。
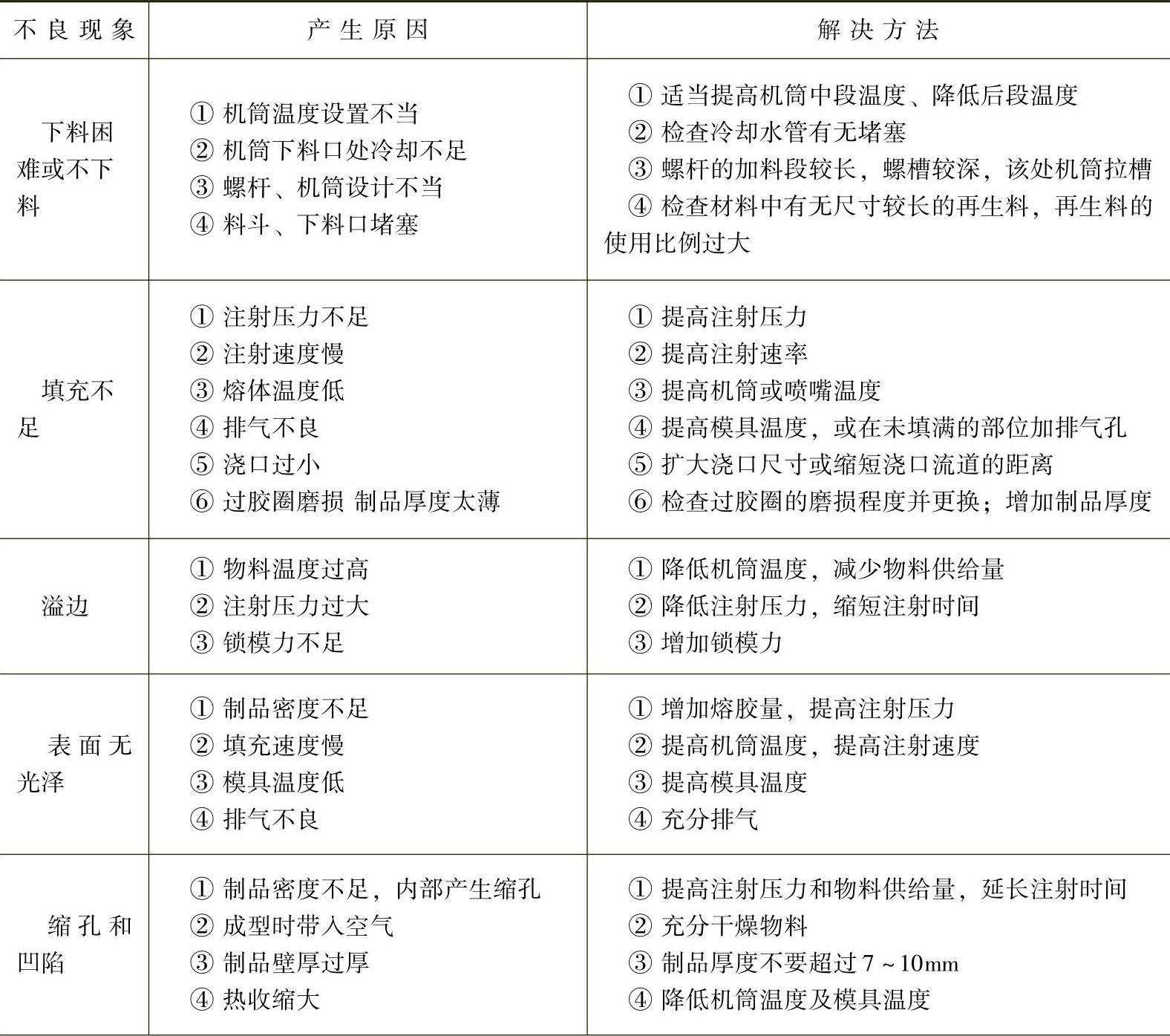
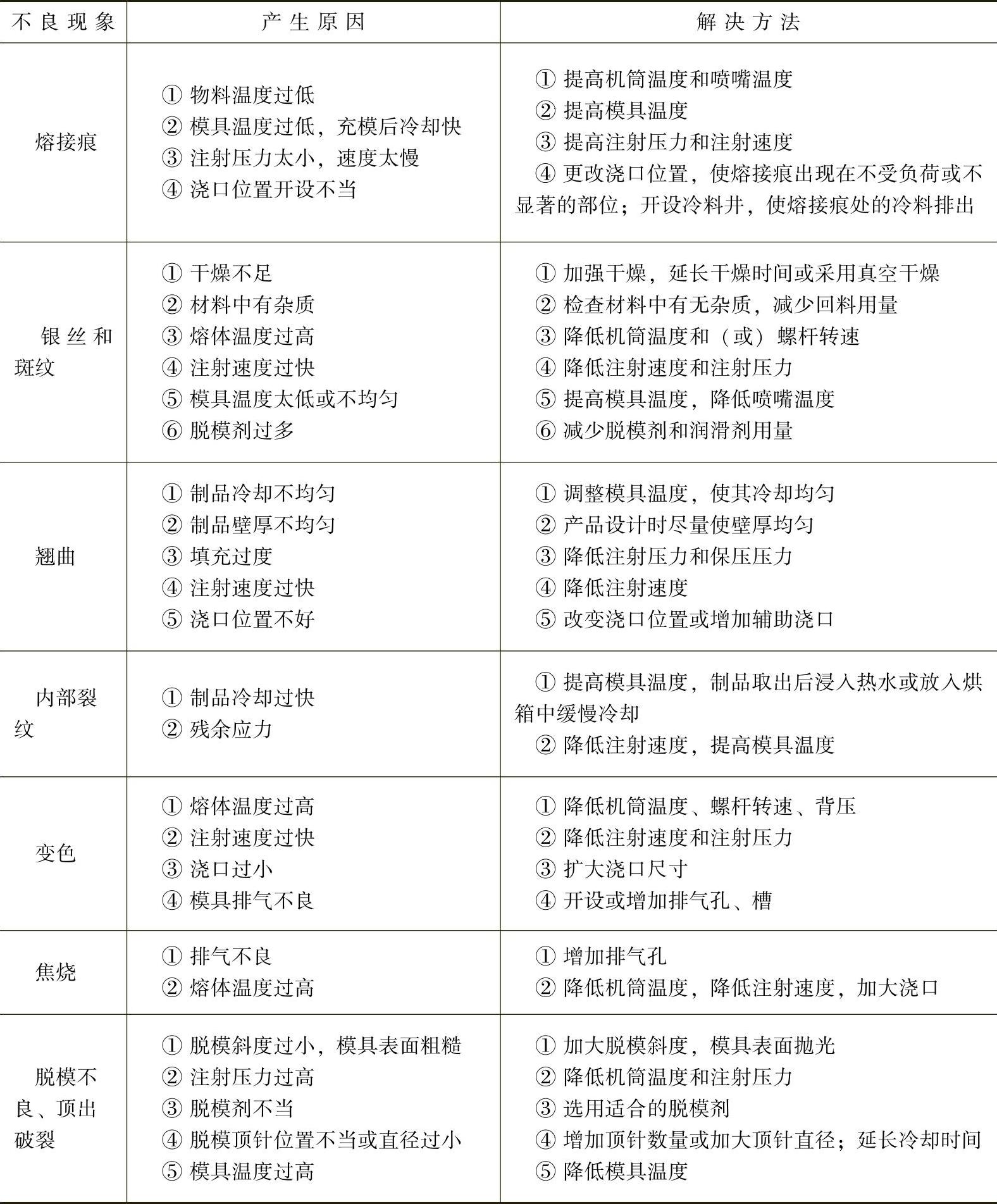
8.尼龙注射成型中常见的不良现象、产生原因及解决方法(见表4-35)。
表4-35 尼龙注射成型中常见的不良现象、产生原因及解决方法
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。