



【摘要】:退火时间决定于塑料品种、加热介质的温度、制品的形状和厚度、制品精度要求等因素,以达到能消除制品内应力为宜。退火处理后的制品,应缓慢冷却到室温,冷却太快,有可能重新产生内应力。表3-13 不同塑料制品的退火处理条件并非所有的塑料制品都要退火处理,通常凡是所用塑料的分子链刚性较大,制品壁厚度较大,带金属嵌件,使用温度范围较宽,尺寸精度要求较高,内应力较大且不易自消的制品都需要进行退火处理。
由于塑料在机筒内塑化不均匀或在型腔内冷却速率不一致,常常会产生不均匀的结晶、取向和收缩,使制品存在内应力,尤其是在生产厚壁及带有嵌件的制品时更为突出。内应力的存在,使制品在贮存和使用过程中,力学性能下降,制品表面出现银纹,甚至变形开裂。在实际生产中,解决这个问题的最有效方法就是对制品进行退火处理。
退火处理的方法是将制品放置在恒温的加热液体介质(比如热的水、矿物油、甘油、乙二醇、液体石蜡等)或者热空气循环箱中一段时间,然后缓慢冷却至室温。利用退火时的热量,加速塑料中大分子的松弛,从而消除或降低制品成型后的残余应力。
退火温度一般控制在制品使用温度以上10~20℃,或低于该塑料热变形温度10~20℃,温度过高会使制品产生翘曲变形,温度太低则达不到退火效果。
退火时间决定于塑料品种、加热介质的温度、制品的形状和厚度、制品精度要求等因素,以达到能消除制品内应力为宜。退火处理后的制品,应缓慢冷却到室温,冷却太快,有可能重新产生内应力。对于薄壁制品,冷却速率为50~60℃/h;厚壁制品,冷却速率约为10℃/h以下。
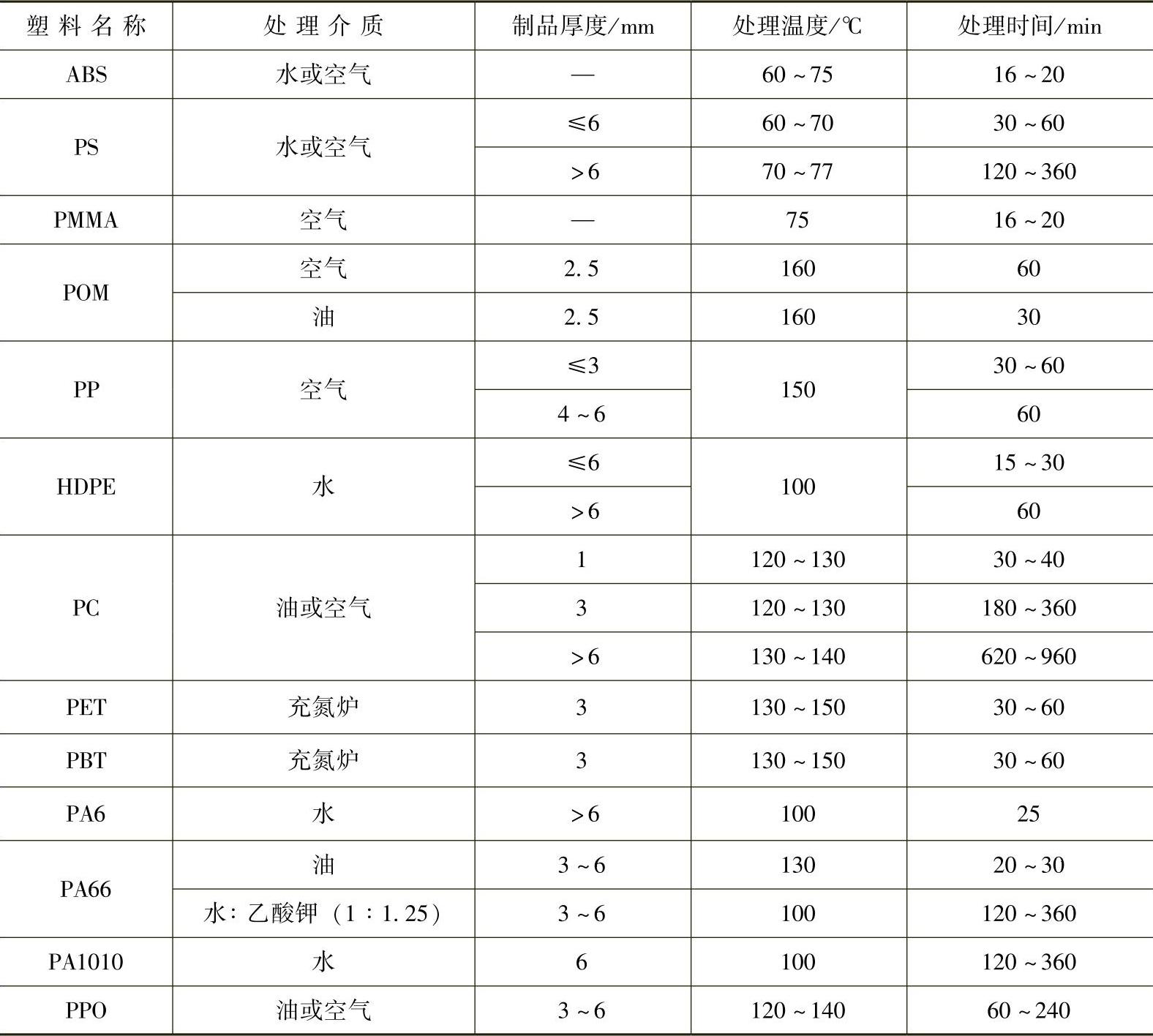
不同塑料制品的退火处理条件见表3-13。(https://www.xing528.com)
表3-13 不同塑料制品的退火处理条件
并非所有的塑料制品都要退火处理,通常凡是所用塑料的分子链刚性较大,制品壁厚度较大,带金属嵌件,使用温度范围较宽,尺寸精度要求较高,内应力较大且不易自消的制品都需要进行退火处理。而对于分子链本身柔性较大和玻璃化温度较低的制品(如聚甲醛和氯化聚醚塑料),虽然有内应力,但由于内应力能缓慢自消,如果制品使用温度要求不高,可不进行热处理。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。