



不同注射机的动作程序可以不完全相同,但从所需要完成的工艺内容来看,其基本程序还是相同的。现以螺杆式注射机为例予以说明。
1.闭模与锁紧
注射机的成型周期一般从模具开始闭合时起。在合模装置的作用下,模具首先以低压、快速闭合,当动模与定模快要接触时,通过调速控制自动切换成低压、低速,在确认模内无异物时,再切换成高压而将模具锁紧。
2.注射装置前移
在确认模具达到所要求的合紧程度后,注射座整体移动液压缸工作,使注射装置前移,保证喷嘴与模具浇口贴合,为注射阶段做好准备。
3.注射与保压
完成上述两个工作过程后,注射装置的注射液压缸工作,推动注射机螺杆前移,使机筒前部的熔体以高压、高速注入模具型腔内,充模时间一般3~5s。此时螺杆头部作用于熔体上的压力被称为注射压力,又称一次压力。熔体注入型腔后,由于模具的热传导作用,使型腔内的物料产生体积收缩。为了保证塑料制品的致密性、尺寸精度、强度和刚度,必须使注射系统对模具施加一定的压力进行补料,直到浇注系统(关键是浇口处)的熔体冻结为止。此时,螺杆作用于熔体上的压力称之为保压压力,又称二次压力。在注射保压时间内,保压所占比例很大,一般为20~120s,特厚制品可达5~10min。
4.制品冷却定型与预塑化
当模具浇口处的熔体冷却硬化后,保压即可停止,制品在型腔内进行冷却定型。冷却时间应保证制品脱模时不易引起变形挠曲。实际生产中为了缩短成型周期,一般在制品冷却定型的同时,塑化螺杆重新启动,开始下一个注射周期的加料预塑化过程。由于制品冷却和预塑化同时进行,一般要求预塑化时间不超过制品冷却时间,以免影响成型周期。(https://www.xing528.com)
5.注射装置后退
螺杆塑化计量完毕后,为了使喷嘴不致因长时间和温度较低的模具接触而形成冷料,经常需要将喷嘴撤离模具,即注射装置后退。此动作是否进行及其先后次序依所加工的塑料工艺特性而定。如热流道模具,注射装置一般不退回。
6.开模顶出制品
模具内的制品冷却定型后,合模机构就开启模具。在注射机的顶出系统和模具的顶出机构联合作用下,将制品自动顶落,为下次成型过程做好准备。至此完成了整个注射成型过程。
根据上述动作,按时间先后可将注射机工作循环过程绘成图3-2所示框图。
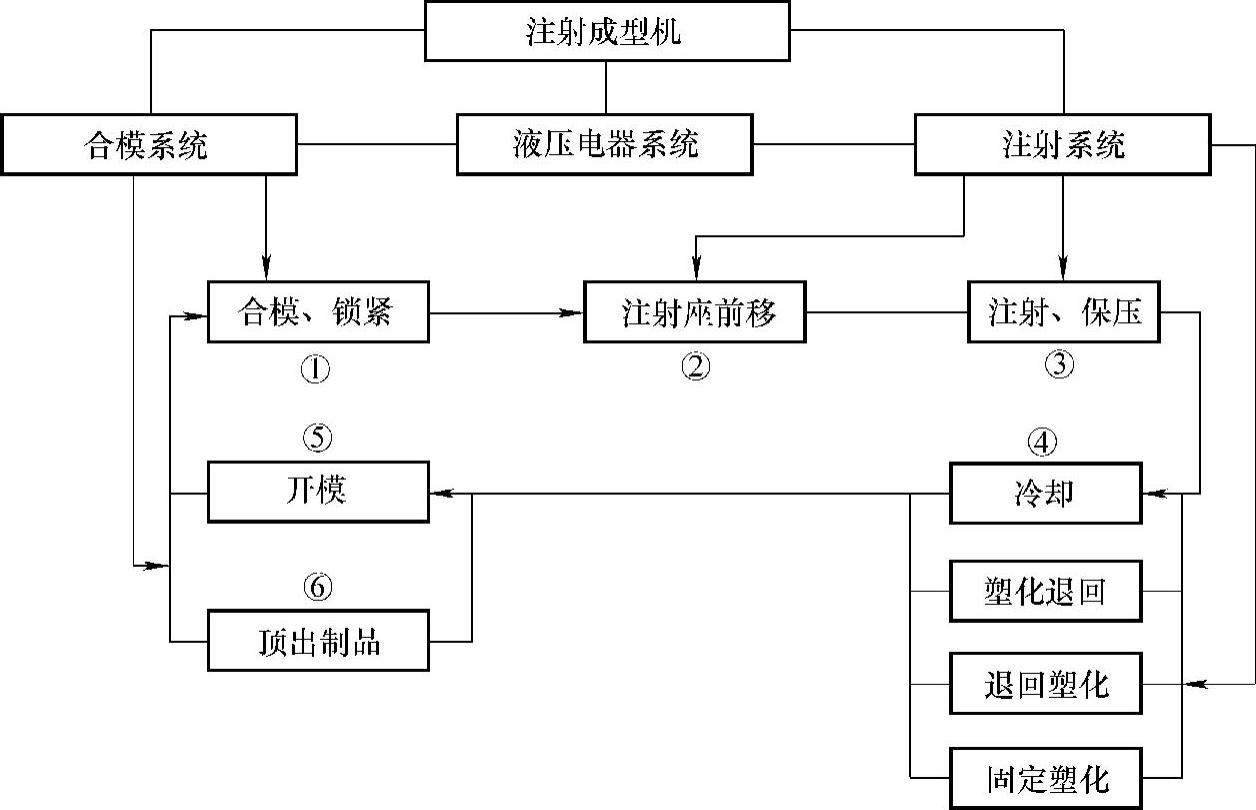
图3-2 注射机工作循环过程框图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。