



制品的注射成型过程主要包括加料塑化、注射充模、保压固化、脱模4个阶段(如图3-1所示)。这4个阶段直接决定着制品的成型质量,而且这4个阶段是一个完整的连续过程。
1.加料塑化
注射成型是一个间歇过程,因此加料必须定量或定容以保证操作稳定。加料过多、受热时间过长,容易引起塑料的热降解,同时注射机的功率损耗增加;加料过少,机筒内缺少传压介质,型腔内塑料熔体压力降低,难于补压,容易使制品出现收缩、凹陷、空洞甚至缺料等缺陷。注射机一般都采用容积计量加料,对柱塞式注射机,可通过调节料斗下面定量装置的调节螺帽来控制加料量。移动螺杆式注射机通过调节行程开关与加料计量柱的距离来控制加料量。
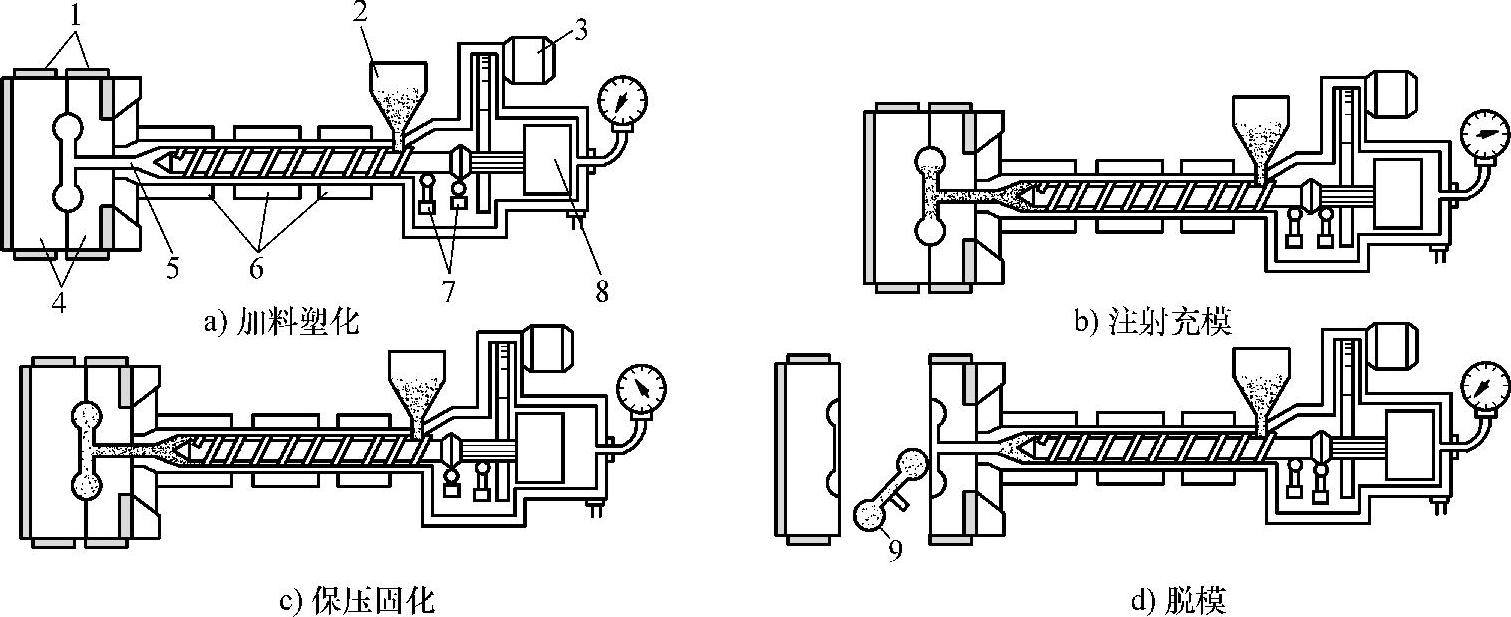
图3-1 注射成型过程
1—加热装置 2—料斗 3—电动机 4—模具 5—喷嘴 6—加热冷却装置 7—行程开关 8—液压缸 9—制品
塑化是指塑料在机筒内经加热达到流动状态并具有良好的可塑性的过程。因此可以说塑化是注射成型的准备过程。塑化进行得好坏直接关系到制品的产量和质量。对塑化的要求是:塑料熔体在进入模具型腔之前应达到规定的成型温度并能在规定时间内提供足够数量的熔融塑料,而且熔体温度应均匀一致。决定塑料塑化质量的主要因素是塑料的性能、工艺条件的控制以及注射机的塑化结构。对于柱塞式注射机,塑化主要依靠机筒外加热来实现,塑料的移动只能靠柱塞的推挤,几乎没有混合作用,以致靠近机筒的塑料温度偏高,而机筒中心的料温则偏低,形成温度分布不均匀。以这种热均匀性较差的熔融塑料成型的制品,其外观质量和物理力学性能均不可能优异。通常柱塞式塑化难以成型热敏性塑料且易造成制品的内应力较大。螺杆式注射机塑化物料时,一方面靠机筒外加热,另一方面靠螺杆旋转对物料产生的剪切摩擦热而塑化。螺杆的旋转还使物料受到搅拌、混合及剪切作用,使物料的塑化质量大为增强。
对于柱塞式注射机,塑料粒子加入到机筒中,经机筒的外加热逐渐变为熔体,加料和塑化两个过程是分开的;而移动螺杆式注射机,螺杆在旋转的同时往后退,在这种加料过程中,物料经机筒的外加热及螺杆转动时对塑料产生的摩擦热而逐渐塑化,即加料和塑化同时进行。
2.注射充模
注射充模是指塑化好的熔体在螺杆(或柱塞)推挤下以高压高速注入模具型腔的过程。时间是从模具闭合开始注射算起,到型腔填充到大约95%为止。这一过程历时较短,但熔体在充模中发生的变化却很多,且这种变化对制品的质量有重要的影响。熔融塑料自机筒注入模具型腔需要克服一系列的流动阻力,包括熔体与机筒、喷嘴、浇注系统、模具型腔壁的外摩擦和熔体的内摩擦;同时还要对熔融胶料进行压实,因此所用的注射压力较高。(https://www.xing528.com)
塑料在柱塞式注射机中注射时,首先是对加入机筒加料室内的塑料进行预压缩,然后才将压力传递到塑化室内的熔体上,将头部的熔体注入型腔。因此注射柱塞即使等速移动,熔体的注射速度也是先慢后快,这将直接影响到熔体在模内的流动状况,而且柱塞式注射机注射时压力损失很大,可高达机筒压力总损失的80%,所以注射速率也较低。
在螺杆式注射机中,预塑好的熔体集中在螺杆头前端的机筒内,注射时,由于螺杆前端止逆环的作用使熔体不能倒流入螺槽,而被快速地推动通过喷嘴及模具流道进入型腔。其注射压力损失小,注射速率大充模流程也较柱塞式注射机大得多。
3.保压固化
保压的作用是持续施加压力,压实熔体,增加熔体密度(增密),以补偿塑料的收缩行为。在保压过程中,塑料熔体受模具冷却固化加快,熔体粘度增加也很快,因此模具型腔内的阻力很大。在保压的后期,材料密度持续增大,制品也逐渐成型,保压阶段要一直持续到浇口固化封口为止,此时型腔内的压力达到最大值。在保压压实过程中,注射机螺杆仅能慢慢地向前作微小移动,塑料熔体的流动速度也较为缓慢,流动不再起主导作用,压力为影响保压过程的主要因素。
保压过程中塑料熔体已经充满型腔,此时逐渐固化的熔体作为传递压力的介质,型腔中的压力借助塑料熔体传递至模具表面,有撑开模具的趋势,因此需要适当的锁模力进行锁模。胀模力在正常情形下会微微将模具撑开,对于模具的排气具有帮助作用;但若胀模力过大,易造成成型品毛边、溢料,甚至撑开模具。因此在选择注射机时,应选择具有足够大锁模力的注射机,以防止胀模现象并能进行有效保压。
当浇注系统的熔体冻结后,已不再需要继续保压,此时可退回柱塞或螺杆,卸除对机筒内熔体的压力,并加入新料,同时模具通入冷却水、油或空气等冷却介质,进一步冷却,这一阶段称为浇口冻结后的冷却。实际上冷却过程从熔体注入型腔起就开始了,它包括从充模完成、保压到脱模前的这一段时间。
4.脱模
脱模是注射成型循环中的最后一个环节。虽然制品已经冷固成型,但脱模还是会对制品质量有很重要的影响,脱模方式不当,可能会导致产品在脱模时受力不均,顶出时引起产品变形等缺陷。脱模方式主要有两种:顶杆脱模和顶板脱模。设计模具时要根据产品的结构特点选择合适的脱模方式,以保证产品质量。对于选用顶杆脱模的模具,顶杆的设置应尽量均匀,并且位置应选在脱模阻力最大以及制品强度和刚度最大的地方,以免制品变形损坏。而顶板脱模方式一般用于深腔薄壁容器以及不允许有推杆痕迹的透明制品的脱模,这种机构的特点是脱模力大且均匀,运动平稳,无明显的遗留痕迹。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。