



注射模塑过程中的压力包括塑化压力、注射压力和保压压力。
1.塑化压力和螺杆转速
(1)塑化压力 采用螺杆式注射机时,在塑料熔融、塑化过程中,熔体不断移向机筒前端(计量室内),且越来越多,逐渐形成一个压力,推动螺杆向后退。为了阻止螺杆后退过快,确保熔体均匀压实,需要给螺杆提供一个反方向的压力,这个反方向阻止螺杆后退的压力称为塑化压力(也称背压)。塑化压力的大小由液压系统中的溢流阀来调整。
塑化压力对注射成型的影响主要体现在物料塑化效果和塑化能力两个方面。增大塑化压力可提高熔体的温度和密实程度,同时剪切作用增强,可改善原料的混炼、塑化质量,有利于原料中挥发物的排出,使注射制品的质量得到保证,但是较高的塑化压力,增加了塑化时间,降低了熔体的输送能力,减少了塑化量,而且增加了功率消耗,同时较长的塑化时间和过高的塑化压力又增加了原料分解的可能性。
注射成型时,塑化压力的大小随螺杆的设计、制品质量的要求以及塑料的种类等的不同而异。通常情况下,在保证制品质量优良的前提下塑化压力越低越好,其具体数值随所用塑料的品种而异,一般为6MPa左右,通常很少超过20MPa。
注射热敏性塑料,如PVC、POM、聚三氟氯乙烯等,塑化压力提高,熔体温度升高,制品表面质量较好,但降低了塑化速率和流动性,并且有可能使制品变色。为防止塑料熔体在机筒内停留时间过长而分解,塑化压力应尽量取小值。
对于热稳定性比较好、熔体粘度适中的塑料,如PE、PP、PS等,塑化压力可选择高些,这有利于提高原料的塑化、混炼质量,但会降低塑化速率。通常情况下塑化压力不超过20MPa。
对于那些熔体粘度较低的塑料,如PET、PA等,塑化压力要尽可能低,否则会因螺杆中逆流和漏流的增加而使塑化速率很快降低。若需增加料温,要采用提高机筒温度的方法,而不采用增加塑化压力的办法。
注射熔体粘度较高的塑料,如PC、PSF、PPO等,塑化压力不宜过高,以防止设备过载。
注射泡沫塑料时,塑化压力应比气体形成的压力高,否则螺杆会被推出机筒。
此外,塑化压力高低还与喷嘴种类、加料方式有关。采用直通式(即敞开式)喷嘴或后加料方式时,应采用较低的塑化压力,否则易发生流延现象;采用自锁式(阀式)喷嘴或前加料、固定加料方式,塑化压力可取得大一些。
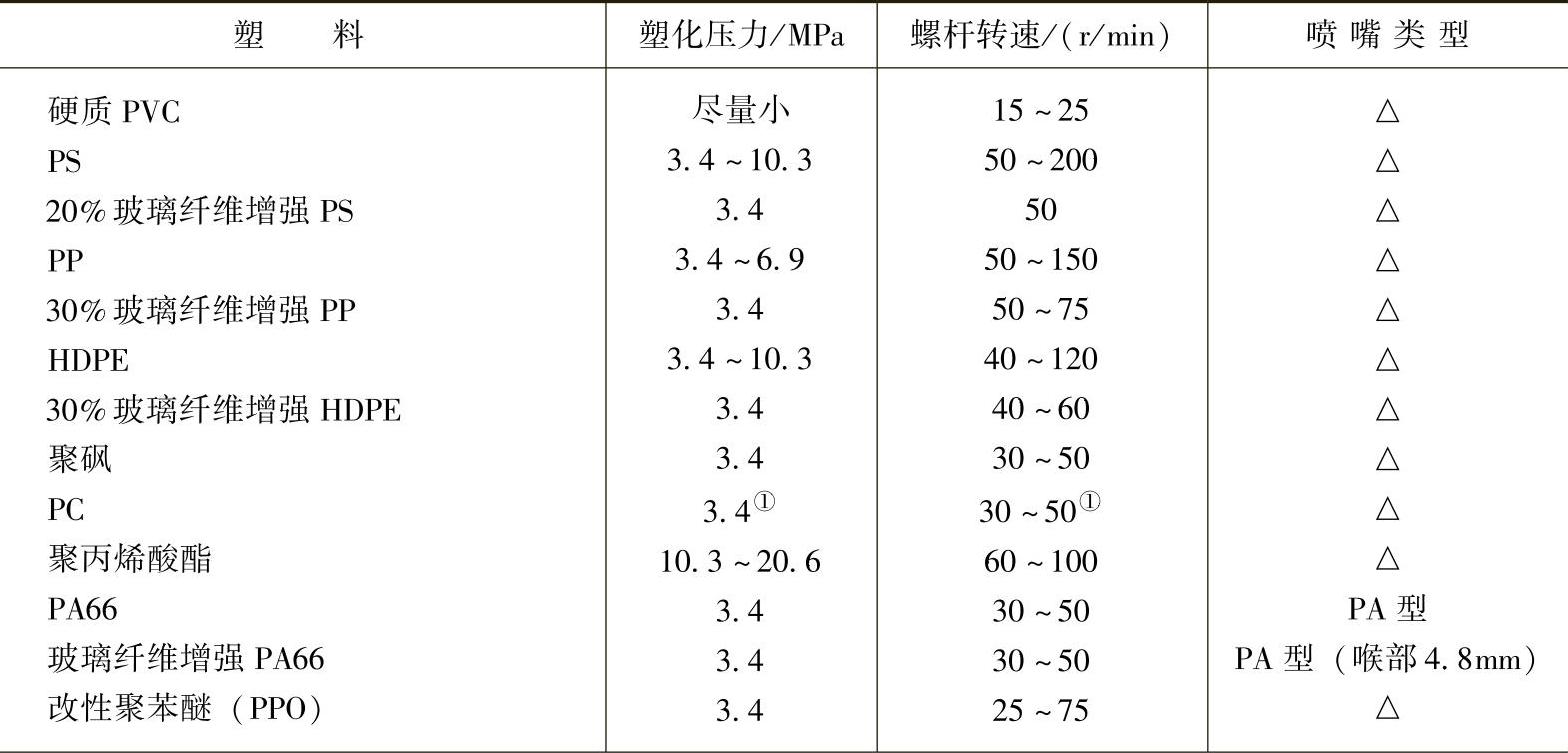
(2)螺杆转速 螺杆转速也是影响塑化能力和塑化效果的重要参数。增大塑化压力使塑化能力降低时,可采用提高螺杆转速的方法来补偿。随螺杆转速的提高,塑化能力提高,熔体温度及熔体温度的均匀性提高,但螺杆转速超过一定数值后,由于物料在机筒内受热时间太短,反而使塑化质量变差。对热敏性塑料(如PVC、POM等),应采用低螺杆转速,以防物料分解;对熔体粘度较高的塑料,也应采用低螺杆转速,以防动力过载。每种物料都有一个合适的转速范围,需根据实际情况而定。表3-8列出了部分塑料的塑化压力和螺杆转速的关系,可供参考选择。
表3-8 部分塑料的塑化压力和螺杆转速
(续)
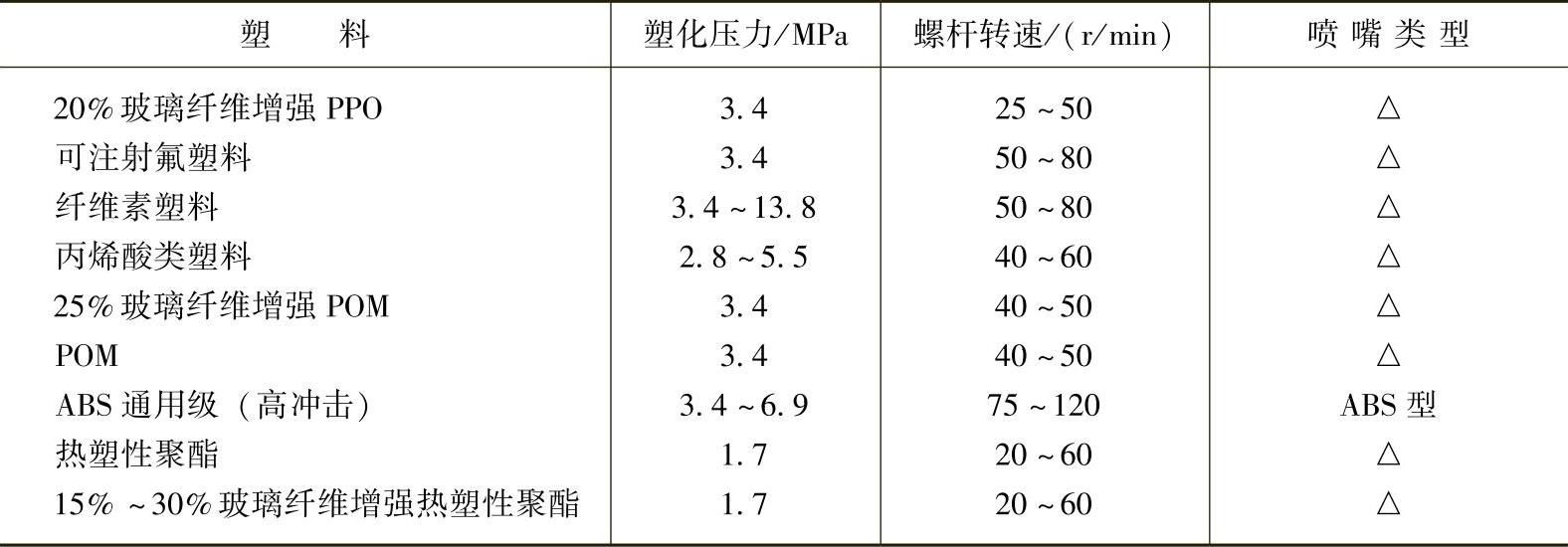
注:△表示通用喷嘴。
①数值随塑料等级发生变化。
2.注射压力
注射压力是指柱塞或螺杆顶部对塑料熔体所施加的压力。其作用是克服塑料熔体从机筒流向模具型腔的流动阻力,给予熔体一定的充模速率并对熔体进行压实、补缩。在注射过程中,注射机喷嘴处的压力最高,以克服熔体全程中的流动阻力。其后,压力沿着流动长度至熔体最前端波前处逐步降低,如果型腔内部排气良好,则熔体前端最后的压力就是大气压。在注射机上常用表压指示注射压力的大小,一般在40~130MPa之间。(https://www.xing528.com)
注射压力的大小取决于注射机类型,塑料品种,熔体温度,制品形状,模具结构,模具温度,浇注系统的结构、尺寸及流程大小等。
(1)注射机类型 选择注射压力时,首先要考虑注射机所允许的注射压力,只有在注射机额定的注射压力范围内,才能调整出具体制品所需求的注射压力。在其他条件相同的情况下,柱塞式注射机所用的注射压力应比螺杆式的大。这是因为柱塞式注射机在注射时需要克服较大的摩擦阻力,从而造成较大的压力损耗。
(2)塑料品种 不同的塑料,熔体粘度受注射压力的影响不同,如ABS,其熔体粘度对温度不敏感,应采用较高的注射压力;而PE、PP等,熔体粘度对温度比较敏感,可采用较低的注射压力。用流动性好的塑料成型形状简单的厚壁制品时,注射压力可较低,一般不超过70MPa。如果塑料的熔体粘度不太高,制品形状不太复杂且精度要求一般时,注射压力也不宜过高,可在70~100MPa范围内选取。如果塑料属中、高粘度,且对制品精度有一定要求,但制品形状不太复杂时,注射压力应略高,可取范围为100~140MPa。如果塑料粘度高(如PPO、PSU)且制品壁薄、形状复杂、要求精度高,则注射压力应较高,一般为140~180MPa。对于优质、精密、微型制品,注射压力可取180~250MPa或更高。
随着注射压力的增大,塑料的充模速度加快,制品中熔接强度提高,制品的密度增大。但是制品的内应力也随注射压力的增加而增大,成型后容易变形,所以采用高压注射的制品应进行退火处理。
(3)熔体温度 注射过程中,注射压力与塑料熔体温度实际上是相互制约的。熔体温度高时,应适当降低注射压力;反之则要适当提高注射压力。在生产条件和制品质量标准许可的情况下,采用高温低压的工艺条件,对保护模具,延长模具使用寿命,减少机台液压系统的磨耗很有好处。
(4)制品形状和模具结构 制品结构复杂、壁薄、面积大、流程长,宜用较高的注射压力。模具结构简单,浇口尺寸较大,机筒温度、模具温度高,宜用较低的注射压力。
另外,在选择和控制注射压力时应注意以下问题:
1)注射成型塑料制品时,如果出现制品的外形尺寸误差大,表面有凹陷等质量问题时,则说明注射压力不足,应适当增加注射压力。
2)注射成型制品时,如果脱模比较困难,而且制品出现溢料飞边,说明注射压力偏高,应适当降低注射压力。
3)同其他注射工艺条件一样,注射压力的选择和控制并不是孤立的。它与其他工艺条件是相互影响、相互作用的,这一点在选择任何工艺条件时都不应忽视。
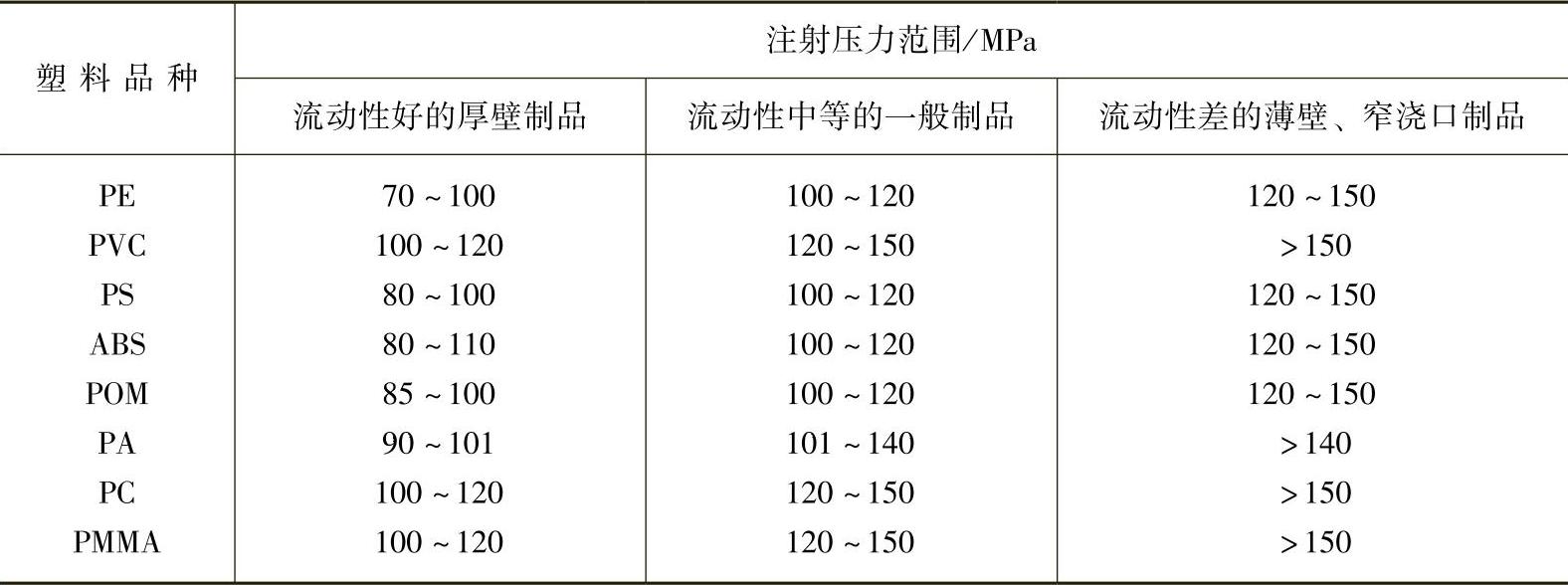
总之,注射压力是注射工艺条件参数中一个非常重要的因素,影响因素很多,关系较复杂,正式生产之前,应从较低注射压力开始注射试成型,再根据制品的质量决定增减,最后确定合理的注射压力。表3-9列出了部分塑料可选用的注射压力范围,供选择时参考。
表3-9 部分塑料可选用的注射压力范围
3.保压压力
保压压力是指在注射压力完成熔体充模后的一段时间(熔体充模后的降温、冷凝时间)内,继续对模内熔体施加的压力。
保压的作用是使塑料在压力下固化,并在熔体冷凝收缩时提供足够的熔体补充,以保证注射制品成型后的形体密度和外形尺寸精度。
保压过程中需控制的两个主要参数是保压压力和保压时间。随着保压压力和保压时间的增大和延长,型腔压力增大,制品密度也增大,制品收缩率降低。
保压压力的选择受制品结构特点的影响,在生产中,保压压力一般等于或小于注射压力。保压压力大,可得到密度较高、收缩率小、外形尺寸精度高、力学性能较好的制品,但脱模后制品内残余应力较大,易产生溢料和飞边。保压压力太小则成型不足。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。