



由于各种塑料的性能和加工工艺的不同,所以对模具温度的要求也不同。对热固性塑料,需在模内受热交联固化,模温要求较高;而热塑性塑料,由于其性能的差异,故对模具温度的要求不同。对于流动性好的塑料,如PE、PS、PMMA、PP等模温要求较低,需用常温水进行冷却;对于流动性差的塑料,如PC、聚苯醚、POM等模温要求较高,需用热水、热油或电加热的方式对模具进行辅助加热。
1.模温的控制原则
为了保证在有效的时间内生产出高质量、尺寸稳定、变形小的塑料制品,设计时应清楚了解模具温度控制的基本原则。
1)不同表面质量、不同结构的模具要求不同的模具温度,这就要求在设计温控系统时具有针对性。
2)型腔的温度高于型芯的温度,一般情况下温度差为20~30℃。
3)有火花纹要求的凹模温度比一般光面要求的凹模温度高。当凹模须通热水或热油时,一般温度差为40℃左右。
4)当实际的模具温度不能达到所要求的模温时,应对模具进行升温。因此模具设计时,应充分考虑熔融塑料带入模具的热量能否满足模温要求。
5)模温应均衡,不能有局部过热、过冷现象。
2.冷却系统
塑料模冷却系统的结构形式取决于制品形状、尺寸、模具结构、浇口位置、型腔表面温度分布要求等。
(1)型腔的冷却 常见的型腔冷却方式如图2-97所示,其中图2-97a的冷却水流道较长,其出、入口温差较大;图2-97b的冷却水流道较短,其出、入口温差较小。为了减小出、入口温差,必要时,要在模具上设置多对冷却水流道的出口和入口。图2-97c为外连接直流循环式冷却结构,用塑料管从外部连接,易加工,且便于检查有无堵塞现象。当型腔深度大,且为整体组合式结构时,可采用图2-97d所示方式冷却。
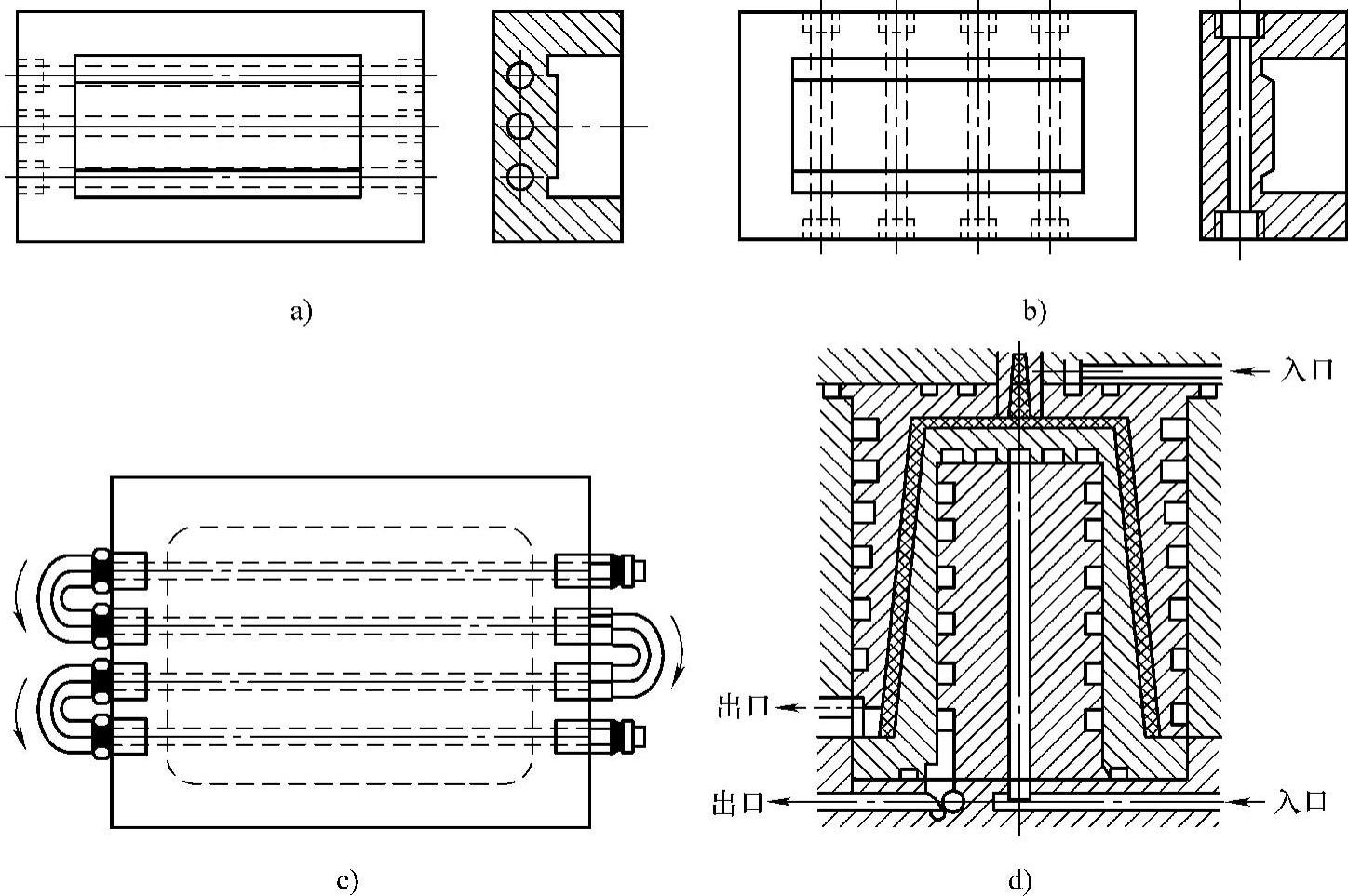
图2-97 型腔的冷却
(2)型芯的冷却 型芯的冷却方式与型芯的结构、高度、径向尺寸等因素有关。图2-98所示结构可用于高度尺寸不大的型芯的冷却,图2-99所示结构可用于高度尺寸和径向尺寸都较大的型芯的冷却。当型芯径向尺寸较小时,可采用图2-100所示结构冷却;当型芯径向尺寸小时,也可采用图2-101所示结构冷却(导热杆式冷却);当型芯直径很小时,可采用图2-102所示结构冷却。

图2-98 高度尺寸不大的型芯的冷却
1—水道 2—密封圈 3—型芯 4—水嘴

图2-99 高度尺寸和径向尺寸都较大的型芯的立管喷淋式冷却(https://www.xing528.com)
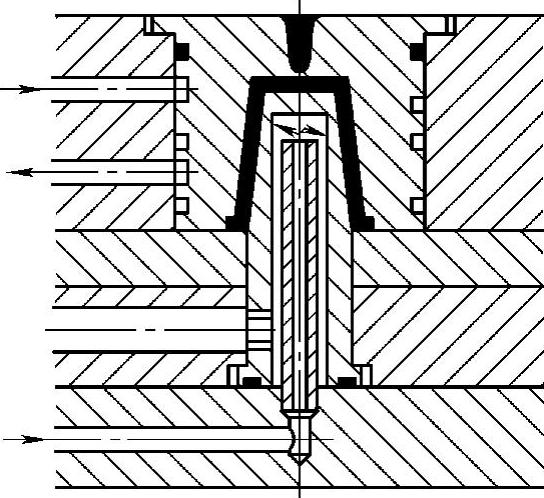
图2-100 径向尺寸较小的型芯的立管喷淋式冷却

图2-101 径向尺寸较小的型芯的导热杆式冷却
1—铍铜合金导热杆 2—冷却水道 3—冷却水出口 4—冷却水进口

图2-102 直径很小的型芯的冷却(型芯底部冷却)
1—铍铜合金型芯 2—冷却水进口 3—冷却水出口
3.加热系统
当注射成型工艺要求模具在80℃以上温度工作时,模具中必须设置加热装置。模具的加热方法很多,可以用热水、热油、蒸汽及电加热等方法。如果介质是各种流体,其设计方法类似于冷却水道的设计。
(1)热水、热油、蒸汽等介质加热 该方法适用于注射成型前需要加热,一段时间后又需要冷却的大型注射模具,加热介质可以通过在模具上的管道输入,其结构和设计原则与冷却水管道设计相似,完全可以借用冷却水道来实现对模具的加热。该方法具有强制流动的过程,使整个模具温度分布均匀,有利于提高塑料制品质量,但模具温度调节的周期较长,不易实现自动控制。
(2)电加热装置 该装置结构简单,使用方便,温度调节范围较大,热损失少,加热清洁无污染,适用于对模具温度要求较高的大型注射模具。缺点是易产生局部过热现象,在设计加热装置时应注意。
电加热装置的主要类型有电热板加热、电热套加热、电热圈加热、电热棒加热等,如图2-103所示。将电热元件插(套)在模具的适当部位,并装上热电偶,可以方便地与温度调节器相连,对模具温度进行自动控制,也可以与调压变压器相连,进行人工温度调节。

图2-103 电加热装置
(3)注意事项 为使模具加热均匀,保证符合成型温度条件,在设计模具电热装置时,必须综合考虑以下两点:
1)采取有效的保温措施,减少模具的热量传导和辐射损失。通常在模具与设备的固定板之间以及模具四周设置石棉隔热板,其厚度约为4~5mm。
2)正确合理地分布加热元件,大型模具可考虑安装两套控温仪表来分别调节中央和边缘部位的温度。通常中央部位的电热元件功率稍小,边缘部位的电热元件功率稍大。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。