



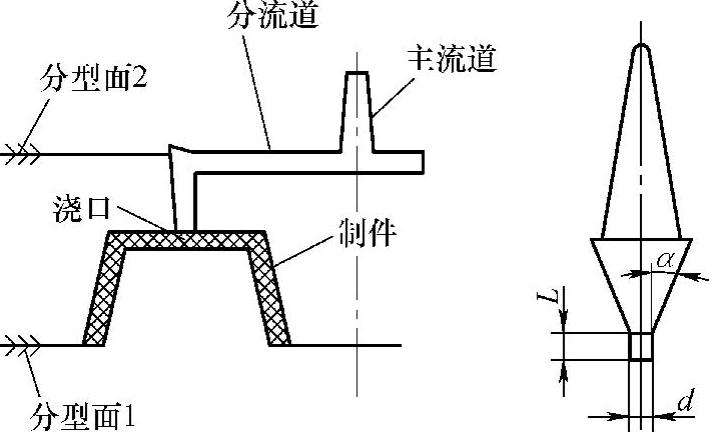
浇注系统是指从注射机喷嘴起到模具型腔入口为止的塑料熔体的流动通道,一般由主流道、衬套口、分流道、浇口和冷料井等部分组成,如图2-48所示。
1.主流道设计
(1)主流道形状与尺寸 主流道是指从注射机喷嘴与模具接触处起到分流道为止的一段料流通道,负责将塑料熔体从喷嘴引入模具。为便于将凝料从主流道中拉出,主流道通常设计成圆锥形(如图2-49所示),其锥角α=2°~4°,对于熔体流动性差的塑料可取6°~10°,内壁表面粗糙度一般为Ra0.8μm。通常主流道进口端直径为4~8mm,若熔体流动性好,且制品较小时,可取小值,反之取大值。表2-10列出了主流道截面直径的推荐值。
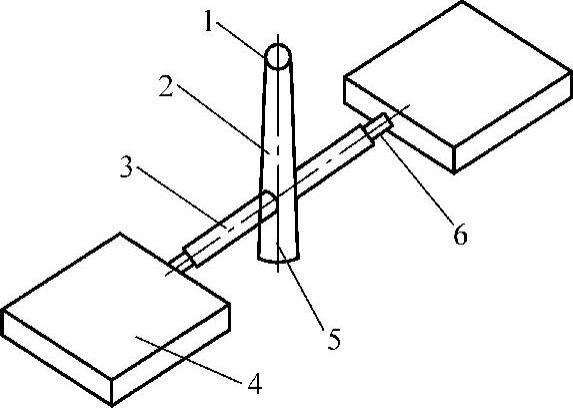
图2-48 浇注系统的组成示意图
1—衬套口 2—主流道 3—分流道 4—制品 5—冷料井 6—浇口
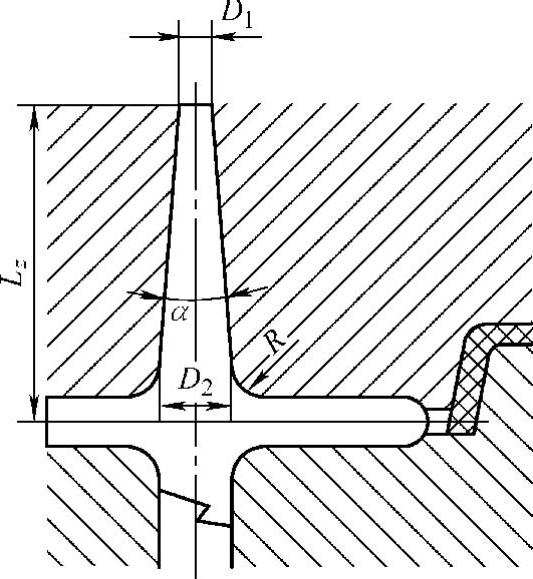
图2-49 主流道的形状和尺寸
表2-10 主流道截面直径的推荐值(单位:mm)
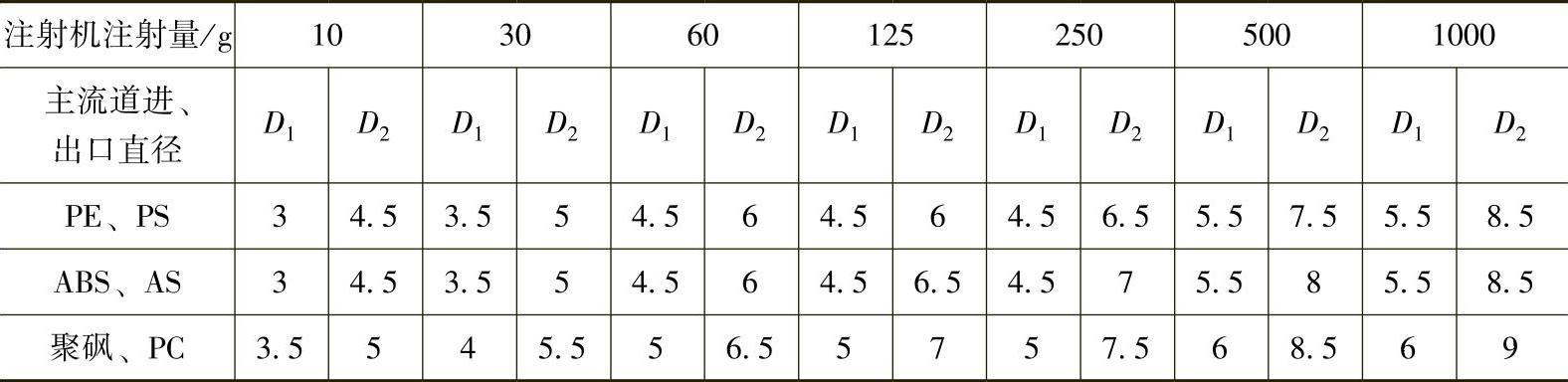
注:D1为进口端直径;D2为出口端直径。
(2)主流道衬套 因主流道与塑料熔体反复接触,进口处与喷嘴反复碰撞,所以常将主流道设计成可拆卸的主流道衬套,用较好的钢材制造并进行热处理,一般选用T8、T10制造,热处理硬度为52~56HRC。衬套口应制成球面凹坑,其球面半径应比喷嘴头的球面半径大1~2mm,凹入深度3~5mm,进口处直径应比喷嘴孔径大0.5~1mm。衬套口要有锥度,一般取锥度为4°~7°,出口处也应倒圆弧,使料流通畅。主流道衬套与模板之间的配合可采用H7/k6。小型模具可将主流道衬套与定位圈设计成一体。主流道衬套和定位圈的结构如图2-50所示。
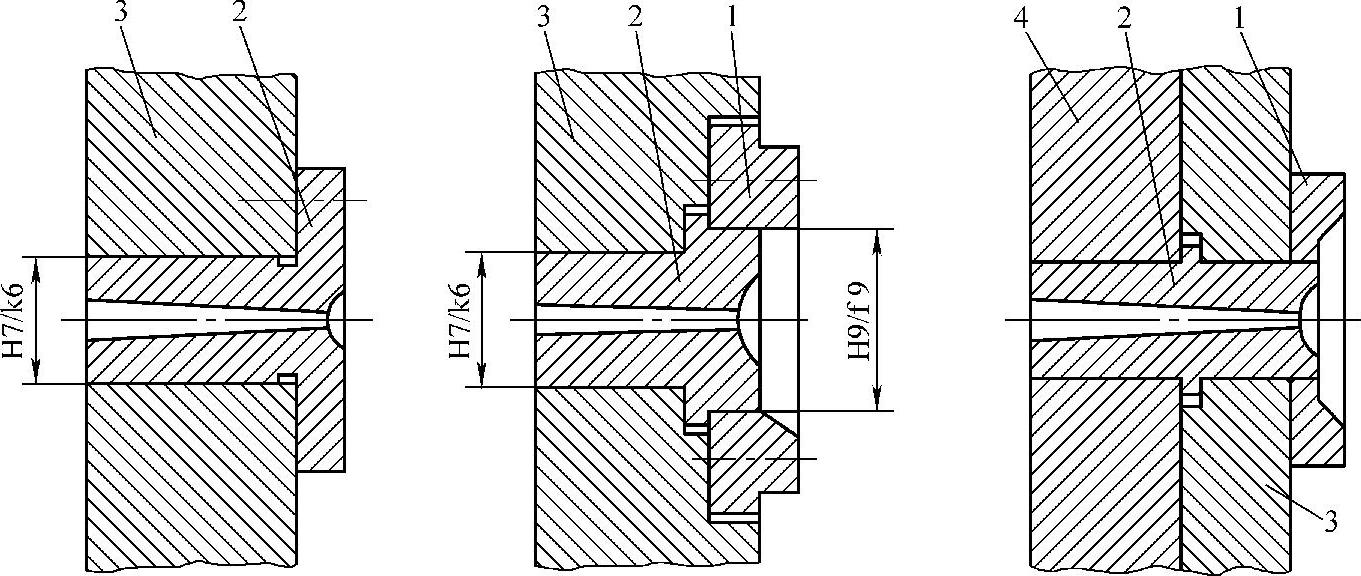
图2-50 主流道衬套与定位圈
1—定位圈 2—主流道衬套 3—定模座板 4—定模板
2.分流道设计
分流道是主流道与浇口之间的料流通道,是塑料熔体由主流道流入型腔的过渡段,负责将熔体的流向进行平稳转换。在多型腔模具中起着将熔体向各个型腔分配的作用。在单型腔模中一般不设置分流道。
(1)设计准则
1)以最短的路程、最小的热量压力损失,将熔体快速顺利地输入型腔。
2)熔体必须能在相同的温度、压力条件下,从各个浇口同时向型腔进料。
3)尽管较大的流道横截面有利于充模,并保证足够的保压压力,但从节省塑料材料的角度考虑,横截面积应尽可能小,较大的横截面积还会增加冷却时间。
4)为了节省材料和有利于冷却,分流道的表面积与体积比应尽可能小。
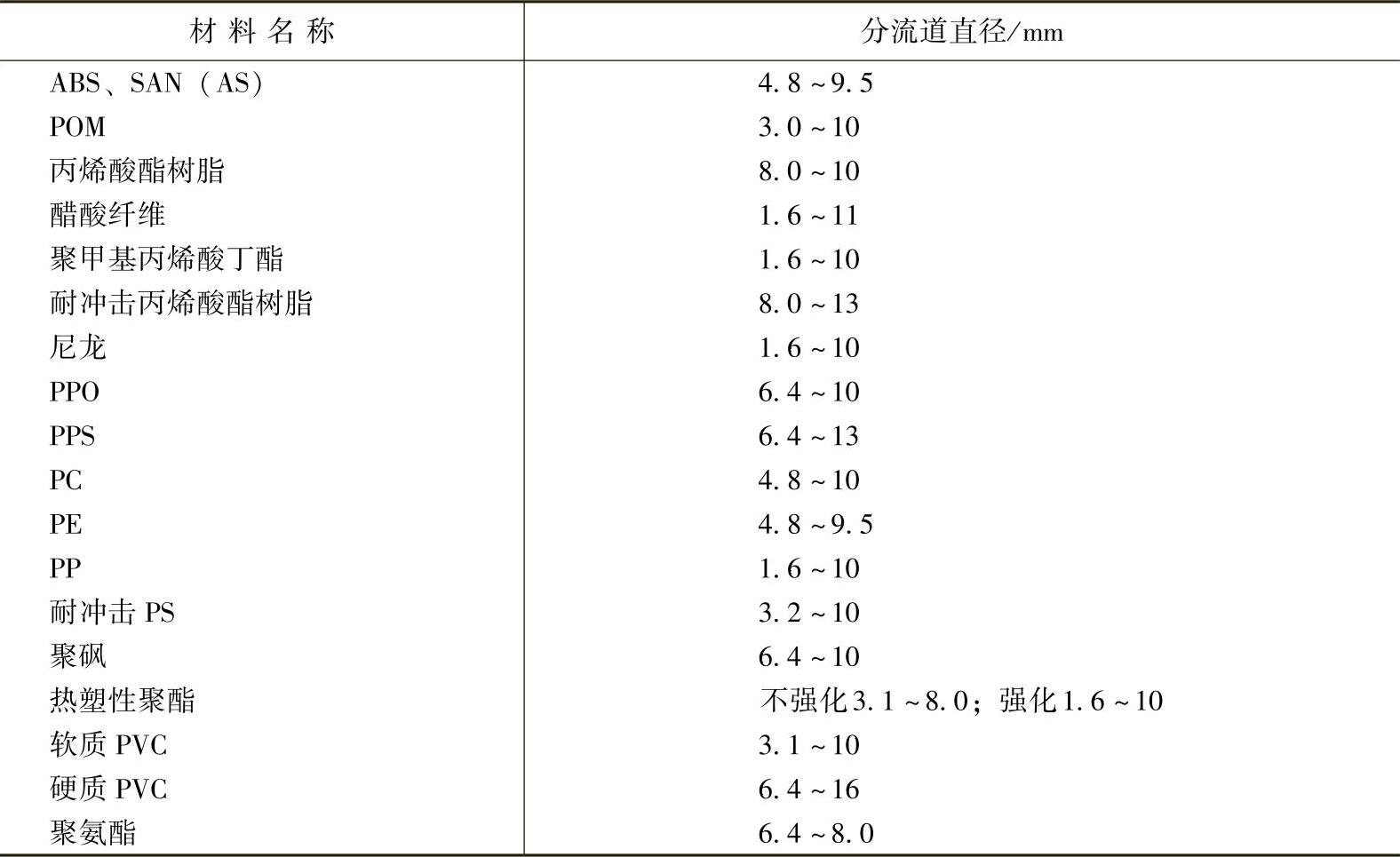
(2)分流道截面形状及尺寸 分流道的形状和尺寸主要取决于制品的大小,模具结构以及所加工的塑料种类。一般来讲,随着制品尺寸及壁厚的增加,由于熔体在大截面流道内比在小流道内流动时产生的阻力小,因此大截面流道更能促进模具的填充过程。若分流道长,则流程长,塑料的粘度应更小一些。分流道的截面形状如图2-51所示,表2-11为常用塑料分流道直径推荐值。
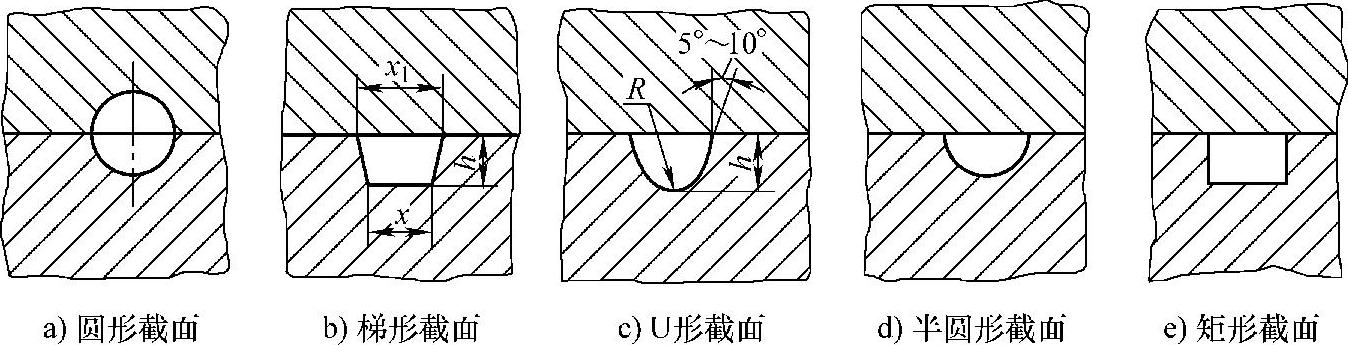
图2-51 分流道的截面形状
表2-11 常用塑料分流道直径推荐值
(3)分流道的布置 分流道的布置有平衡式和非平衡式两类。平衡式布置要求从主流道至各个型腔的分流道,其长度、形状、断面尺寸等都必须对应相等,达到各个型腔的热平衡和塑料流动平衡,如图2-52所示。采用非平衡式布置,塑料进入各型腔有先有后,各型腔充满的时间也不相同,各型腔成型生产的制品差异较大,但可使型腔排列较为紧凑,模板尺寸减小,流道总长度缩短,如图2-53所示。采用非平衡式布置时,为了达到同时充满各型腔的目的,可将浇口设计成不同的尺寸。
(4)分流道的表面粗糙度 分流道的表面粗糙度值不宜太低,以防将冷料带入型腔,一般要求Ra值为1.6μm即可。
(5)分流道与浇口的连接形式 分流道与浇口通常采用斜面和圆弧连接,这样有利于塑料熔体的流动和填充,减小流动阻力。
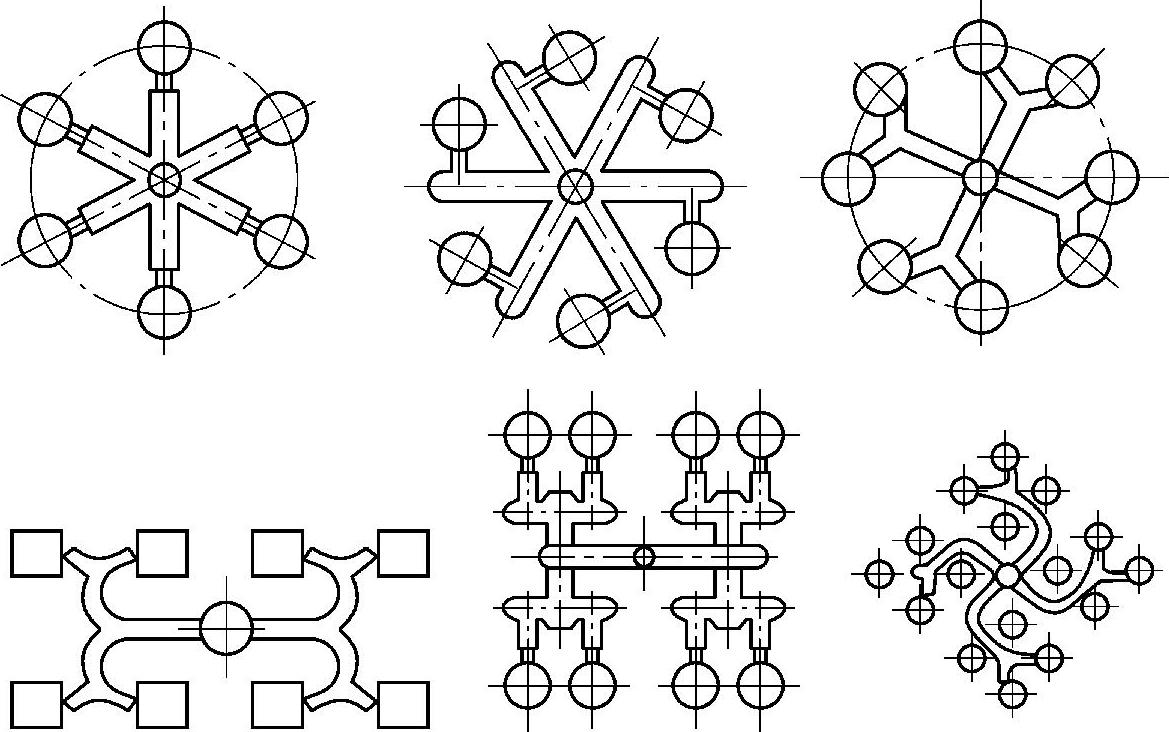
图2-52 分流道的平衡式布置
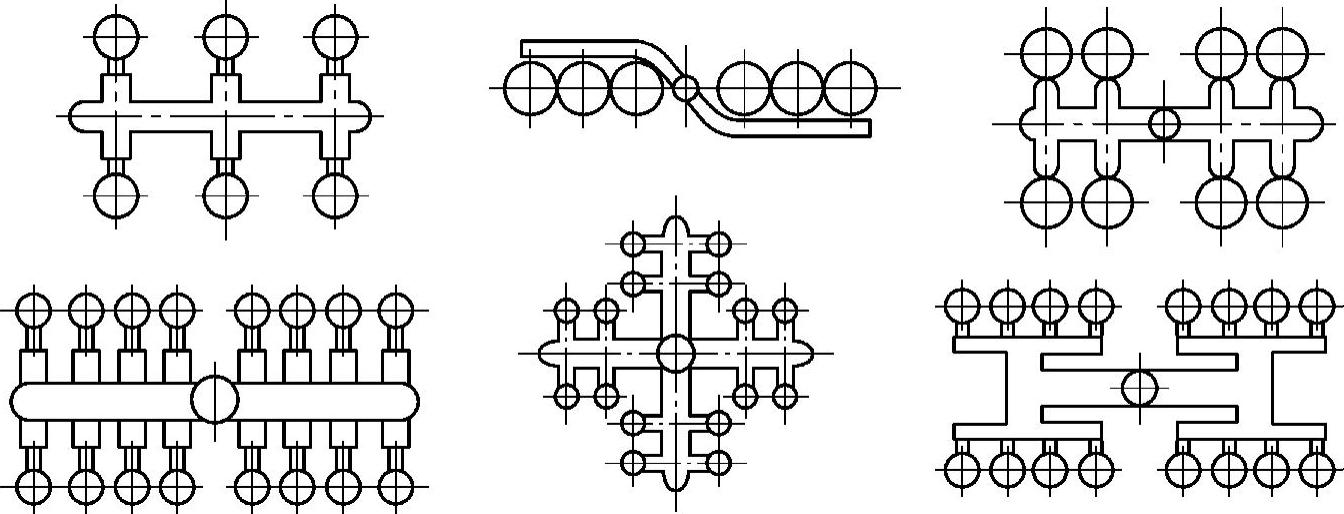
图2-53 分流道的非平衡式布置
3.浇口的设计
浇口是分流道与型腔之间长度非常短、截面又很狭窄的一段料流通道。浇口的截面形状和尺寸对熔体的流动、充模、制品的密实性以及制品的尺寸精度等有较大影响。截面过小,熔体流动阻力大,使物料升温分解、发黄,熔体充模也困难;如果浇口截面过大,充模好,但排气难,熔体冷却慢,成型周期受影响。浇口的形状有多种类型,可根据制品的形状、大小来选择。
(1)常用浇口的形式
1)直接浇口。又叫中心浇口、主流道型浇口,如图2-54所示。其特点是流道短、料流分布对称、阻力小,压力损失也小,充模容易。多用在单型腔模具结构中,比较适合粘度较高、大而深的圆形制品。
2)侧浇口。如图2-55所示,侧浇口一般开设在分型面上,从制品边缘进料,可以一点进料,也可多点同时进料。其断面一般为矩形或近似矩形,长c为0.5~3mm,宽b为1.5~5mm,浇口深a为0.5~2mm。
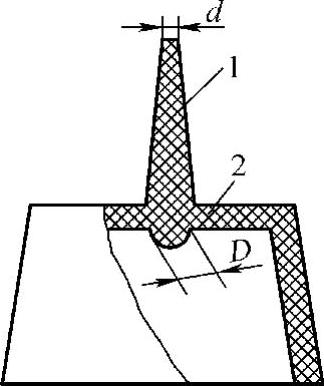
图2-54 直接浇口
1—主流道 2—冷料井
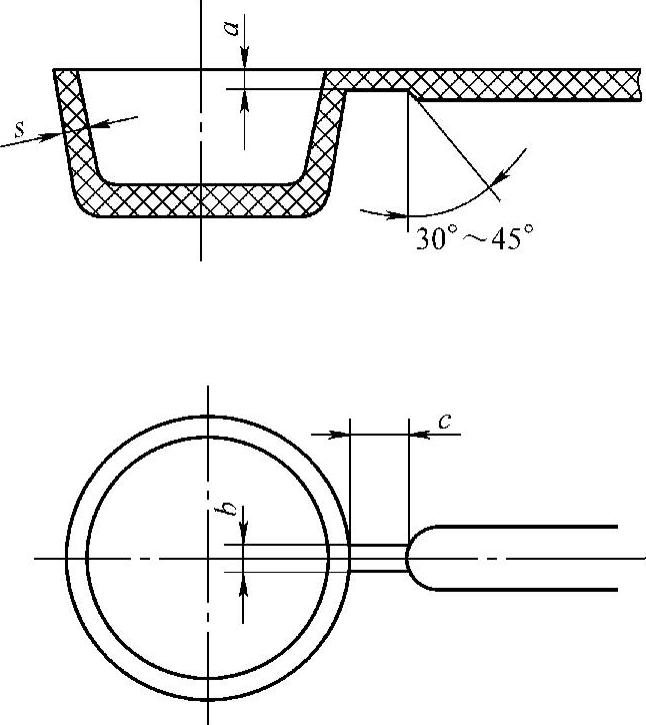
图2-55 侧浇口
3)扇形浇口。如图2-56所示,扇形浇口也属于侧浇口的一种,常用来成型宽度(横向尺寸)较大的薄片状制品。浇口沿进料方向逐渐变宽,深度逐渐减小,塑料熔体通过长约1mm的浇口台阶进入型腔。熔体通过扇形浇口时,在横向得到更均匀的分配,可降低制品的内应力和带入空气的可能性。扇形浇口的截面尺寸:长L为1.3~2mm,宽B为5~38mm,深h为0.25~1.6mm。
4)点浇口。如图2-57所示,点浇口是一种尺寸很小的浇口。适用于粘度低及粘度对剪切速率敏感的塑料,其直径d为0.3~2mm(常见为0.5~1.8mm),视塑料性质和制品质量大小而定,浇口长度L为0.5~2mm(常见为0.8~1.2mm)。
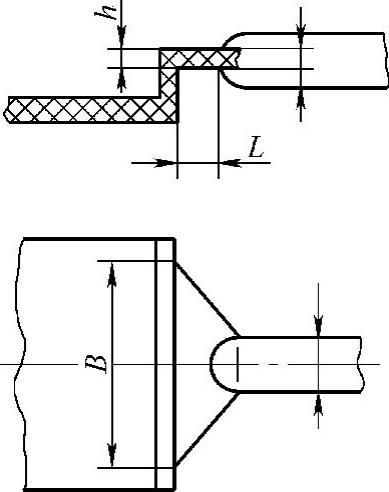
图2-56 扇形浇口
 (https://www.xing528.com)
(https://www.xing528.com)
图2-57 点浇口
5)潜伏浇口。又叫隧道式浇口,如图2-58所示,潜伏浇口是点浇口的一种变异形式,具有点浇口的优点。主要用于多型腔小型零件的模具及成型弹性体材料。
6)盘形浇口。如图2-59所示,盘形浇口主要用于中间带孔的圆筒形制品,沿制品内侧四周扩展进料。这类浇口可均匀进料,物料在整个圆周上流速大致相等,空气易顺序排出,没有熔接缝。此类浇口仍可被当做矩形浇口看待,其典型尺寸为深0.25~1.6mm,台阶长约1mm。
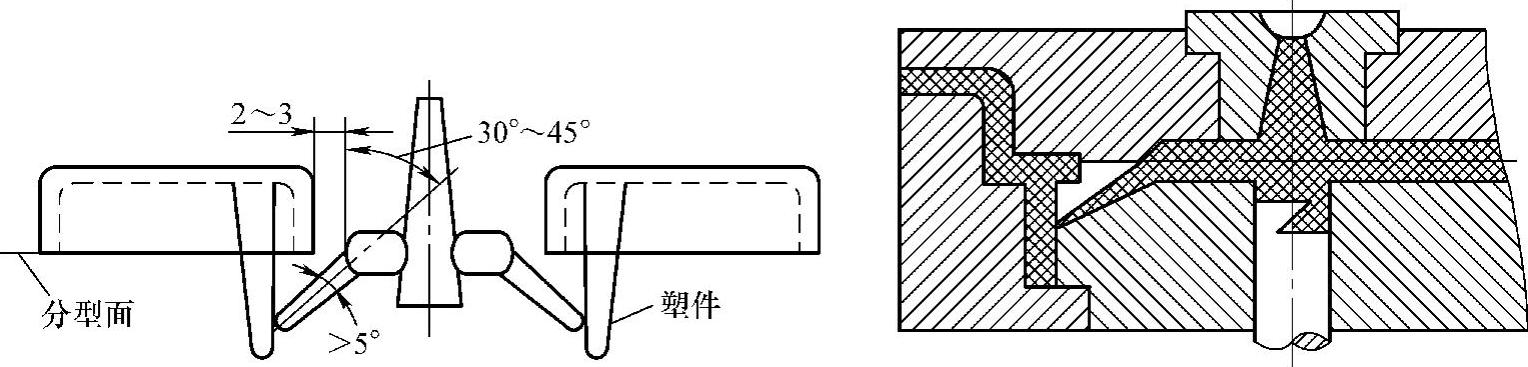
图2-58 潜伏浇口
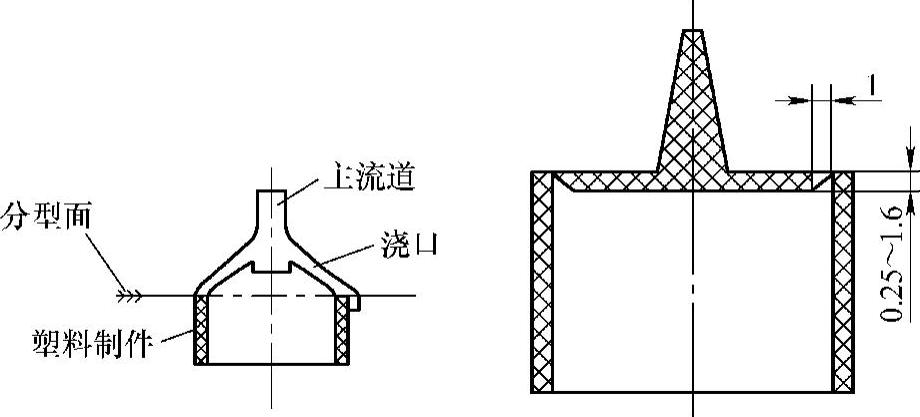
图2-59 盘形浇口
7)环形浇口。如图2-60所示,环形浇口也是沿制品的整个圆周而扩展进料的浇口,用于型芯装在两侧的管状塑料制品。
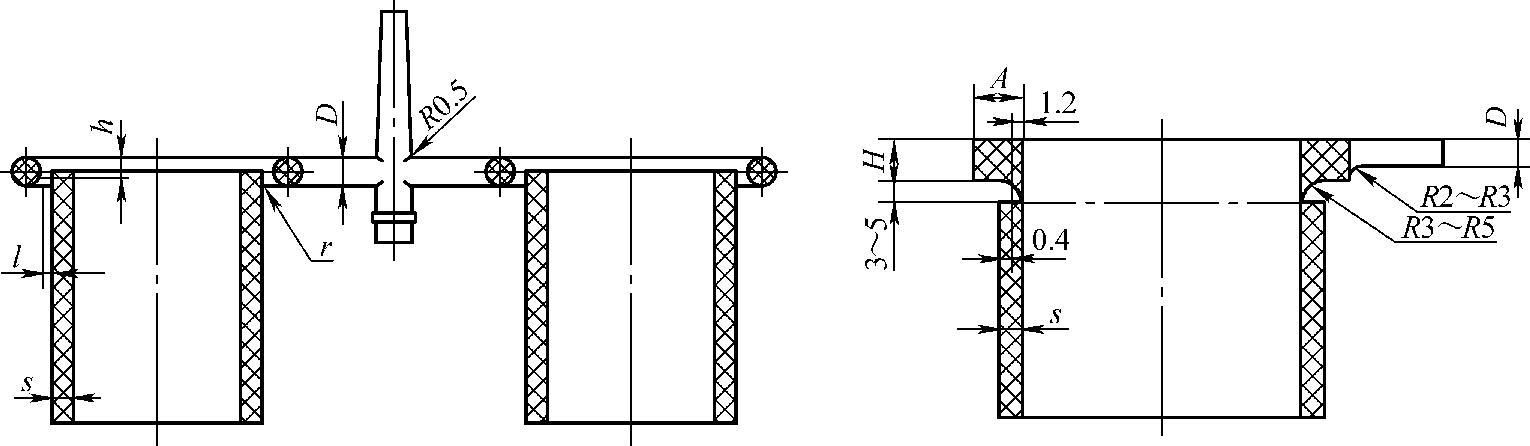
图2-60 环形浇口
8)平缝浇口。如图2-61所示,成型大面积的扁平制品(如片状物)时,可采用平缝浇口。平缝式浇口深度为0.25~0.65mm,宽度为浇口侧型腔宽的1/4至此边的全宽,浇口台阶长约0.65mm。
9)轮辐式浇口。轮辐式浇口是盘形浇口的一种变形,如图2-62所示。这种结构形式,减少了冷料,浇口的切除也容易,但是增加了制品的熔接线。轮辐式浇口的截面尺寸参照扇形浇口截面尺寸选择。
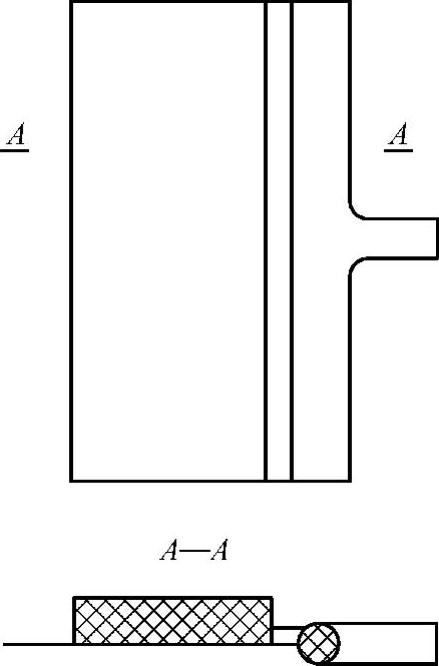
图2-61 平缝浇口
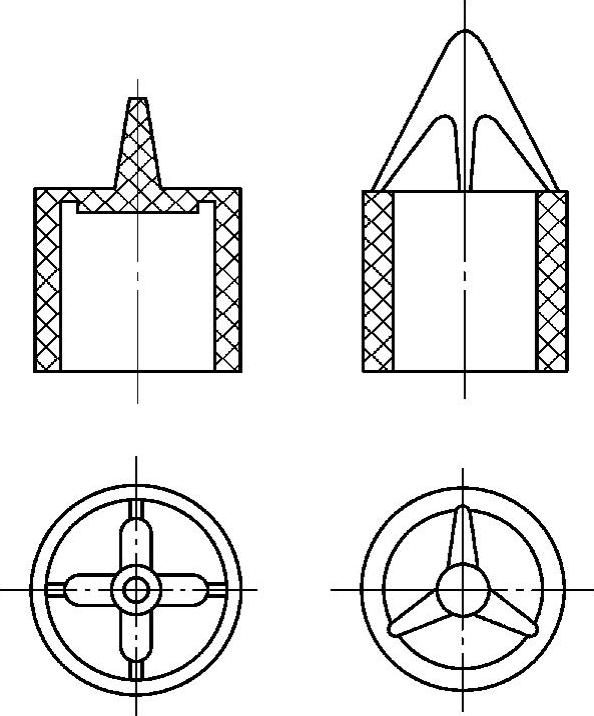
图2-62 轮辐式浇口
10)护耳浇口。又叫调整片式浇口或分接式浇口,如图2-63所示。它是专用于透明度高和要求无内应力的制品。护耳的宽度b通常等于分流道的直径,长度L为宽度b的1.5倍,厚度约为进口处制品厚度的90%。浇口厚度与护耳的厚度相同,宽为1.5~3.5mm,浇口长度在1.5mm以下(一般取1mm)。当制品宽度大于300mm时可采用多个浇口和多个护耳。
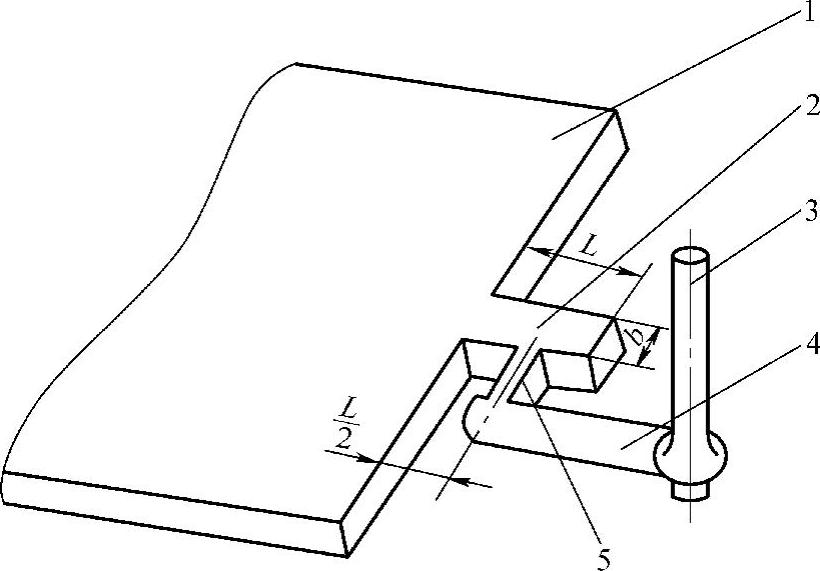
图2-63 护耳浇口
1—制品 2—护耳 3—主流道 4—分流道 5—浇口
(2)部分塑料适应的浇口形式(见表2-12)
表2-12 部分塑料适应的浇口形式

(续)
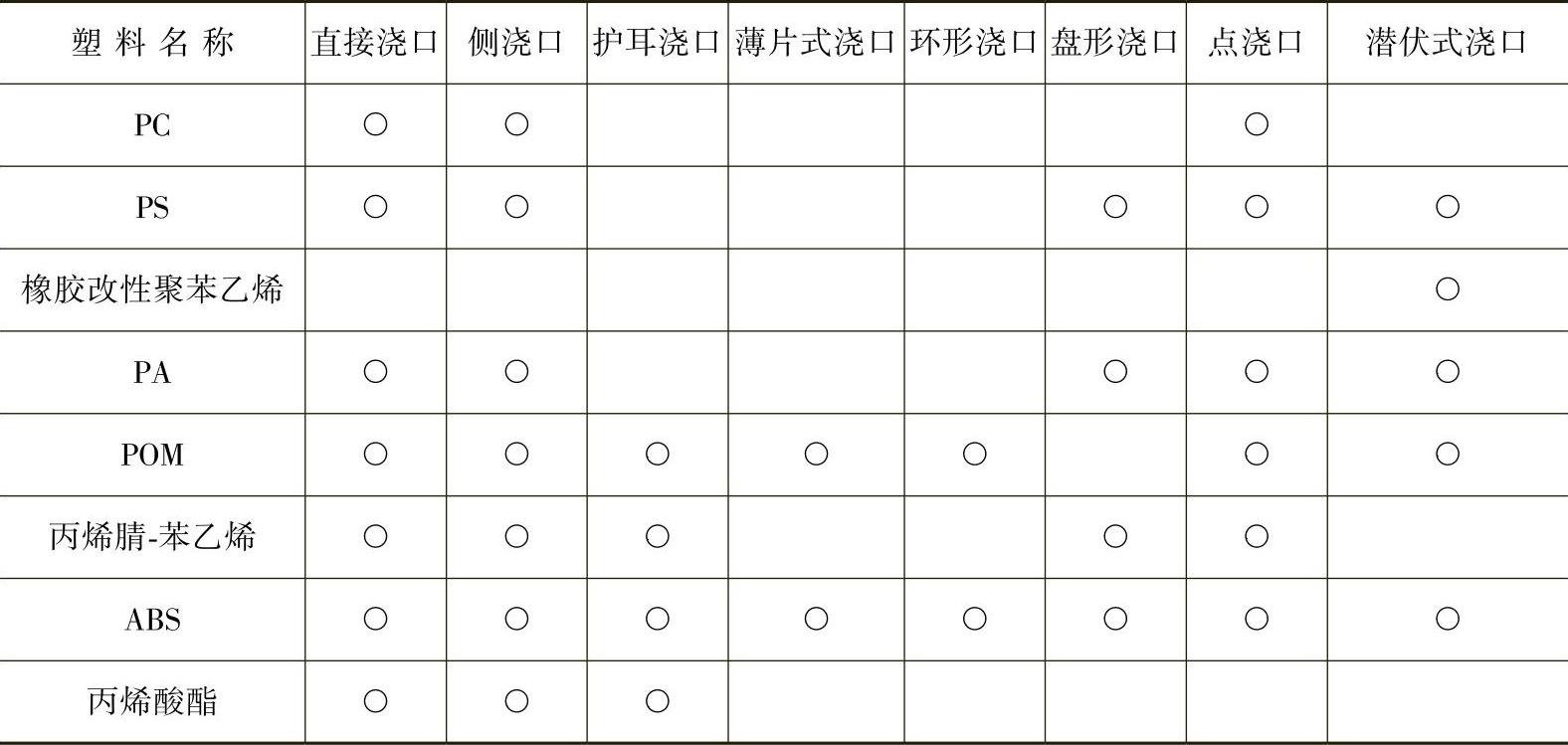
注:○表示塑料与浇口适应。
(3)浇口选择注意事项 浇口开设位置对塑料制品质量影响很大,确定浇口位置时,应对物料的流动情况、充模顺序和冷却、补料等因素进行全面考虑。在选择浇口开设位置时,应注意以下几方面问题:
1)浇口位置的选择应有利于熔体流动和补缩。
2)应有利于型腔内气体的排出。
3)在满足熔体充满型腔的条件下应尽量减少浇口。
4)应避免塑料制品产生熔接痕。
5)制品的壁厚尺寸不同时,浇口应设在壁厚位置,以减少气泡的产生。
6)浇口位置应避开型芯和嵌件,否则较大压力的料流会使它们移动位置或变形。
7)浇口位置应考虑高分子取向对塑料制品性能的影响。
4.冷料井的设计
主流道末端一般设有冷料井。冷料井中常设有拉料机构,以便开模时将主流道凝料拉出,冷料井的拉料杆形式如图2-64所示。
其中图2-64a为常用形式,也适用于热固性塑料;图2-64b应用于软质塑料,对硬质或热固性塑料也适用,但锥度要很小;图2-64c为一般应用形式;图2-64d应用在脱模板脱模无冷料井时;图2-64e应用在脱模板脱模有冷料井时;图2-64f应用在脱模板脱模无冷料井时;图2-64g应用在热固性塑料脱模板脱模时;图2-64h应用于有垂直分型的热固性塑料。
5.排气槽设计
排气是注射模不可忽视的问题,特别是快速注射工艺的发展对注射模的排气要求更为严格。排气槽的作用主要有两点:一是在注射熔融物料时,排除型腔内的空气;二是排除物料在加热过程中产生的各种气体。越是薄壁制品,越是远离浇口的部位,排气槽的作用就显得越重要。另外对于小型件或精密零件也要重视排气槽的开设,因为它除了能避免制品表面灼伤和注射量不足外,还可以消除制品的各种缺陷,减少模具污染等。
(1)排气方式 模具的排气方式很多,如图2-65所示。图2-65a所示为利用分型面的间隙排气,图2-65b、c、d、e为利用活动零件间的间隙排气,图2-65f是在分型面上开设排气槽排气。
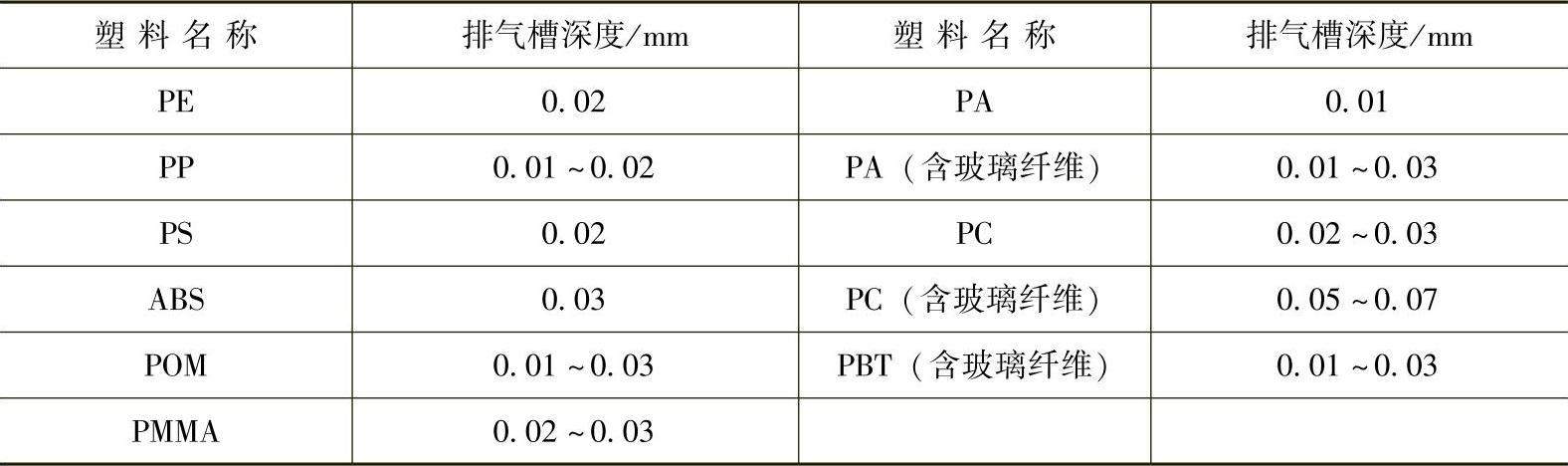
(2)排气槽的尺寸 排气槽的尺寸设计,应能防止在排气的同时物料溢进槽内,其次还要防止堵塞。因此从模具型腔内表面向型腔体外缘方向测量,排气槽尺寸一般为长1.5~6mm,深0.02~0.05mm,长6~12mm以上的排气槽部分,深度要放大约0.25~0.4mm。不同塑料的排气槽深度见表2-13。
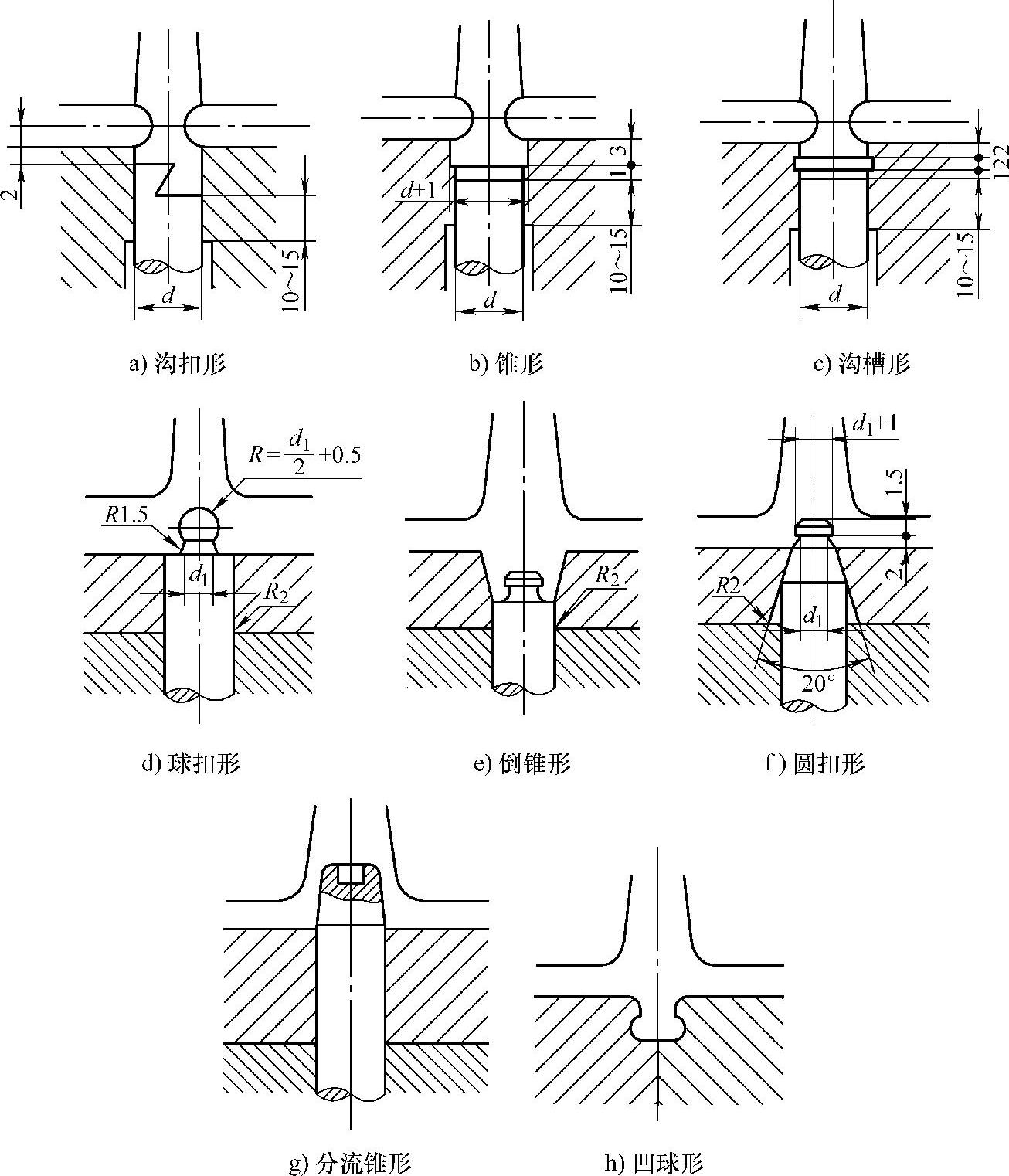
图2-64 冷料井的拉料杆形式
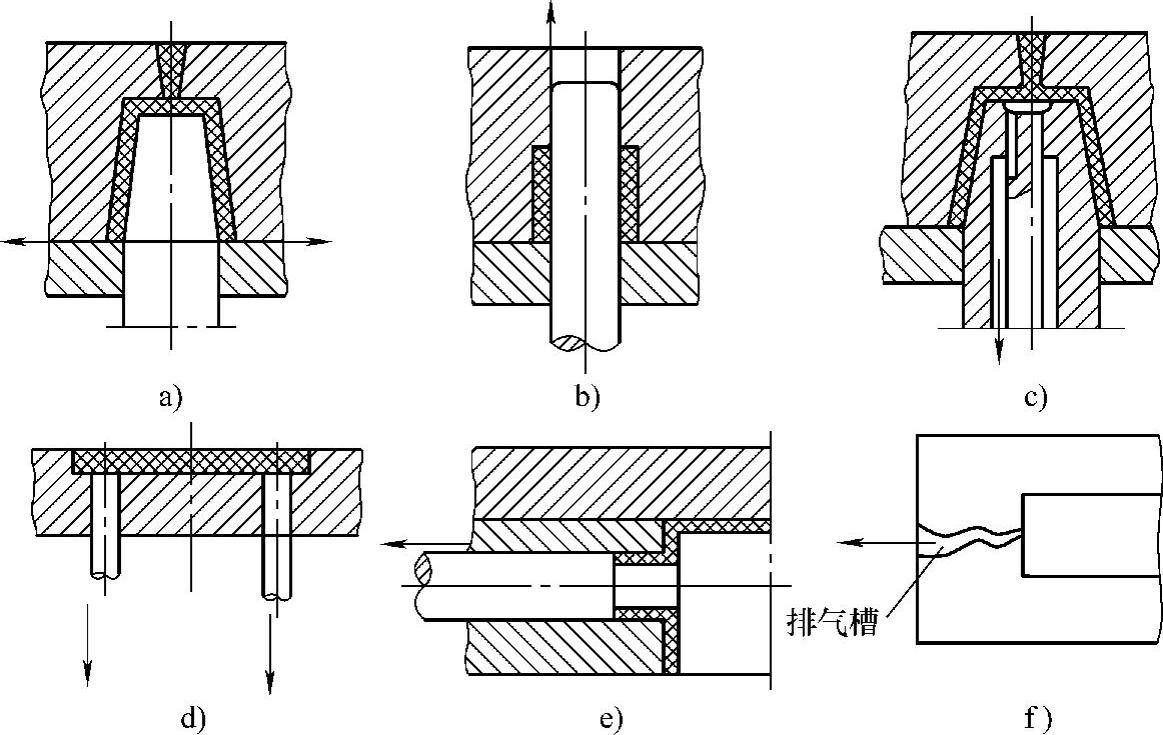
图2-65 几种常见的排气方式
表2-13 不同塑料的排气槽深度
(3)热固性塑料成型时的排气槽设计 热固性塑料成型时的排气比热塑性塑料更为重要。在浇口前面的分流道中,排气槽的宽度应等于分流道宽度,深为0.12mm。模具型腔的四周,各排气槽应相隔25mm,宽度为6.5mm,深为0.075~0.16mm,视物料流动性而定,较软的材料应取较低的值。顶出杆应尽量放大,而且在大多数场合,顶出杆圆柱面上应磨出3~4个高0.05mm的平面,磨痕方向应沿顶出杆长度方向。磨削使用粒度较细的砂轮进行。顶出杆端面应当磨出0.12mm的倒角,这样若有飞边形成时,就会粘附在制品上。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。