



1.液压系统的作用与组成
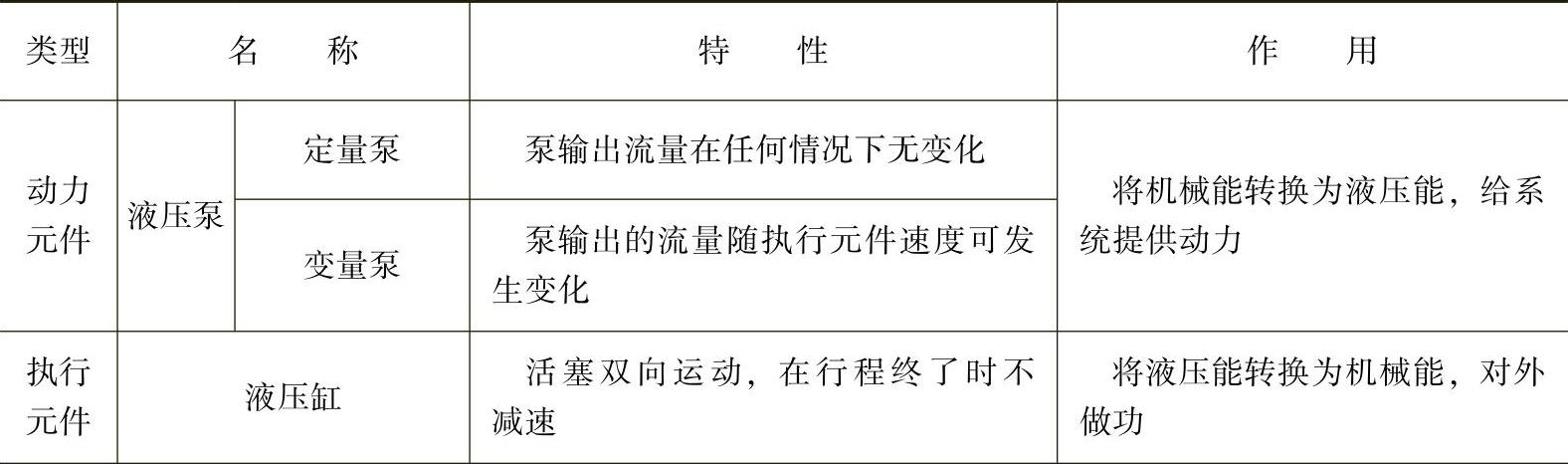
液压系统的作用是为注射机按工艺过程所要求的各种动作提供动力,并满足注射机各部分所需压力、速度、温度等的要求。它主要由各种液压元件和液压辅助元件所组成,其中液压泵和电动机是注射机的动力来源,各种阀(压力阀、流量阀、方向阀、调速阀、行程阀等)控制油液压力和流量,从而满足注射成型工艺各项要求。注射机常用液压元件见表1-5。
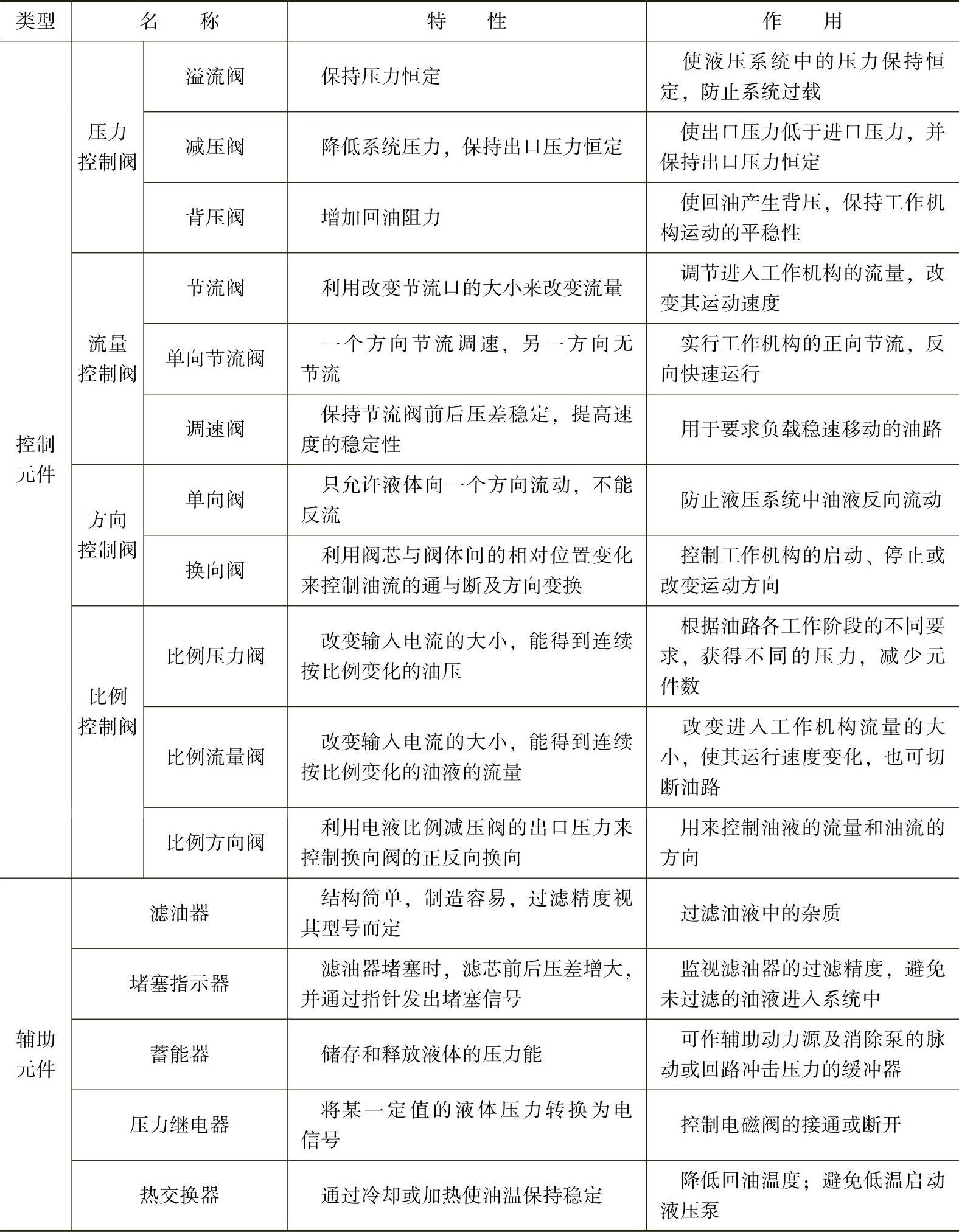
表1-5 注射机常用液压元件
(续)
2.注射机各装置对液压系统的要求(https://www.xing528.com)
(1)合模装置对液压系统的要求 在注射成型时,熔融塑料通常以40~130MPa的压力注射到模具型腔内,因此模具必须有足够的锁模力,以避免制品由于模具被胀开而产生飞边,为此合模液压缸的推力必须满足锁模力的要求。
另外,合模液压缸的工作推力,应能顺利启闭模具,并满足模具启闭时的速度要求。在合模时,合模液压缸工作速度应先快后慢;开模时应先慢后快再慢停。为了较好地满足模具启闭时的速度要求,一般用双泵并联或多泵分级控制及节流调速等方法来保证开模速度的调节。
(2)注射座移动对液压系统的要求 移动液压缸应有足够推力使注射座迅速前移和后退,并且移动液压缸的推力,应保证喷嘴与模具口紧密、牢靠贴合。另外还应满足预塑中的固定加料、前加料和后加料要求,以保证移动液压缸及时动作。
(3)注射装置对液压系统的要求 注射液压缸应能适应不同塑料及制品形状对注射压力和注射速度的要求。对于粘度较高、壁薄、面积大和形状较复杂的制品,应采用较高的注射压力,反之要低些。注射速度要选择适当,速度过慢,易形成冷接缝,制品外形不易保证;速度过快,物料易分解变黄,模具型腔内的空气不易排出,制品中易产生气泡。注射完成后,要有保压压力,保证熔体充满型腔并及时补充物料因冷却造成的收缩。另外注射液压缸还应能适应不同塑料在预塑时的螺杆转速及背压的调节。
(4)制品顶出装置对液压系统的要求 顶出装置应有足够的顶出力,使制品顺利脱模,在多支点顶出时,各顶出支点要顶出均匀。同时要求顶出杆的运行速度要平稳、可调。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。