



8.5.1.1 西门子PLC和USS协议概况
1.西门子PLC简介 SIMATIC系列PLC适用于各行各业及各种场合中的检测、监测及控制的自动化。西门子最大的特点:无论在独立运行中或相连成网络皆能实现复杂的控制功能。
SIMATIC系列PLC的出色主要表现在以下几个方面:
①极高的可靠性;
②极丰富的指令集;
③易于掌握;
④便捷的操作;
⑤丰富的内置集成功能;
⑥强劲的通信能力;
⑦丰富的扩张模块。
在工业应用中,SIMATIC系列PLC使用范围可覆盖从替代继电器的简单控制到更复杂的自动化控制,应用领域极为广泛,覆盖所有与自动检测、自动化控制有关的工业及民用领域,包括各种机床、机械、电力设施、民用设施、环境保护设备等,如冲压机床、磨床、印刷机械、橡胶化工机械、中央空调器、电梯控制、运行系统。
2.USS协议 USS(Universal Serial Interface,即通用串行通信接口)是西门子专为驱动装置开发的通信协议,多年来也经历了一个不断发展、完善的过程。最初USS用于对驱动装置进行参数化操作,即更多的面向参数设置。在驱动装置和操作面板、调试软件(如DriveES/STARTER)的连接中得到广泛的应用。近来USS因其协议简单、硬件要求较低,也越来越多地用于和控制器(如PLC)的通信,实现一般水平的通信控制。
注意事项:
(1)USS提供了一种低成本的,比较简易的通信控制途径,由于其本身的设计,USS不能用在对通信速率和数据传输量有较高要求的场合。在这些对通信要求高的场合,应当选择实时性更好的通信方式,如Profibus-DP等。在进行系统设计时,必须考虑到USS的这一局限性。
(2)USS协议是使用PLC的0端口和变频器通信的,对于有两个端口的S7系列PLC要注意不要使用错误的端口号,而且当端口0用于USS协议通信时,就不能再用于其他的目的了,包括STEP7 Micro/Win的通信。
(3)在编程时,要注意使用的V存储器不要与给USS分配的存储器冲突。
(4)通信电缆的连线:PLC端“D”型头,1接屏蔽电缆的屏蔽层,3和8接变频器的两个通信端子,在干扰比较大的场合接偏置电阻,如图8-29所示。
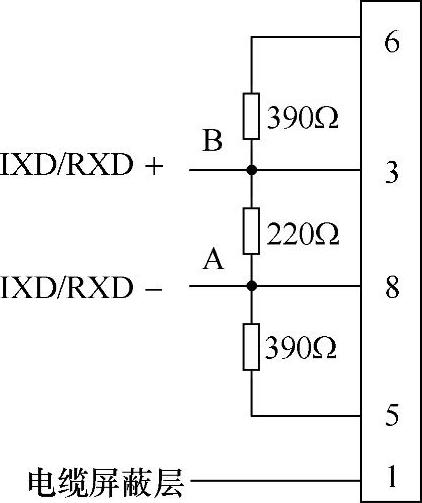
图8-29 USS协议硬件接线图
(5)USS的工作机制是:通信总是由主站发起,USS主站不断循环轮询各个从站,从站根据收到的指令,决定是否,以及如何响应。从站永远不会主动发送数据。从站只在接收到的主站报文没有错误,并且本从站在接收到主站报文中被寻址时才响应。对于主站来说,从站必须在接收到主站报文之后的一定时间内发回响应。否则主站将视为出错。
8.5.1.2 基于西门子PLC的变频器液位控制系统
1.系统介绍
为了实现能源的充分利用和生产的需要,需要对电动机进行转速调节,考虑到电动机的起动、运行、调速和制动的特性,采用ABB公司的ABB ACS800变频器。系统中,S7-200系列PLC完成数据的采集和对变频器、电动机等设备的控制任务。
(1)系统控制要求:
①系统要求用户能够直观地了解现场设备的工作状态及水位的变化。
②要求用户能够远程控制变频器的起动和停止。
③用户可以自行设置水位的高、低,以及控制变频器的起动、停止。
④变频器及其他设备的故障信息能够及时反映在远程PLC上。
⑤具有水位过高、过低报警和提示用户功能。
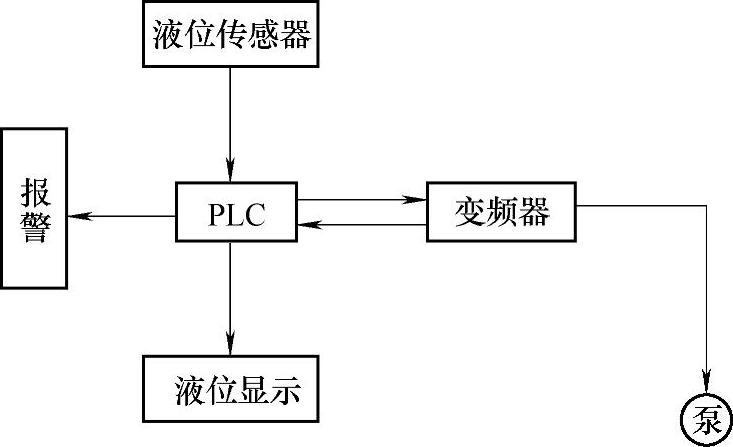
图8-30 系统控制结构
(2)系统的控制结构:由于现场有一台电动机作为被控对象,可以使用单台PLC进行单个对象的控制,只要适当地选用高性能的PLC,则完全能够胜任此功能。系统控制结构如图8-30所示。
PLC采集来自传感器、电动机及变频器等有关信息,采用一台变频器来对电动机进行频率的调节控制。采用PLC输出的模拟量信号作为变频器的控制端输入信号,从而控制电动机的转速大小,并且向PLC反馈自身的工作状态信号。
当发生故障时,能够向PLC发出报警信号。由于变频调速是通过改变电动机定子供电频率以改变同步转速来实现的,故在调速过程中,从高速到低速都可以保持有限的转差率,因此具有高效率、宽范围、高精度的调速性能。
(3)设备的选型:
①PLC及其扩展模块的选型:目前,存在着种类繁多的大、中、小型PLC,小到作为少量的继电器装置的替代品,大到作为分布式系统中的上位机,几乎可以满足各种工业控制的需要,另外,新的PLC产品还在不断地涌现,这就需要选择一个合适的PLC。
本系统包括一台电动机、一个液位传感器、一个变频器、5个继电器,共有18个I/O点,它们构成被控对象。综合分析各类PLC的特点,选择西门子公司的S7CPU226系列PLC。
由于CPU226集成24输入/16输出共40个数字量I/O点,完全能满足控制要求。另外加上一台模拟量扩展模块EM235,以连接液位传感器。
②变频器模块的选型:采用ABB公司的ABB ACS800变频器。ACS800系列传动产品最大的优点就是在全功率范围内统一使用相同的控制技术,如启动向导、自定义编程、DTC控制、通用备件、通用接口技术及用于选型、调试和维护的通用软件工具,内容启动引导程序,调试简单,自定义编程,内置滤波器、斩波器及电抗器。(https://www.xing528.com)
2.控制流程和软件设计
(1)系统的控制流程:
①程序设计前的准备工作:了解系统概况,形成整体概念,熟悉被控对象,编制出高质量的程序,充分利用手头的硬件和软件工具。
②程序框图设计:这步的主要工作是根据软件设计规格书的总体要求和控制系统的具体要求,确定应用程序的基本结构,按程序设计标准绘制出程序结构框图,然后再根据工艺要求,绘制出各功能单元的详细功能框图。
③编写程序:根据设计出的框图逐条地编写控制程序,这是整个程序设计工作的核心部分。
④程序测试和调试:程序测试与调试不同,软件测试的目的是尽可能多地发现软件中的错误,软件调试的任务是进一步诊断和改正软件中的错误。
⑤编写程序说明书:程序说明书是对程序的综合说明,是整个程序设计工作的总结。
图8-31是PLC水位控制流程图。
(2)程序结构:本程序分为三部分:主程序、各个子程序和中断程序。逻辑运算及报警处理等放在主程序中。系统初始化的一些工作及液位显示放在子程序中完成,用以节省时间。利用定时中断功能实现PID控制的定时采样及输出控制。
(3)PLC编程软件:使用的软件是STEP7-Micro/WIN。该软件主要可协助用户开发应用程序,除了具有创建程序的相关功能外,还有一些文档管理等工具性功能,可直接通过软件设置PLC的工作方式、参数和运行监控等。
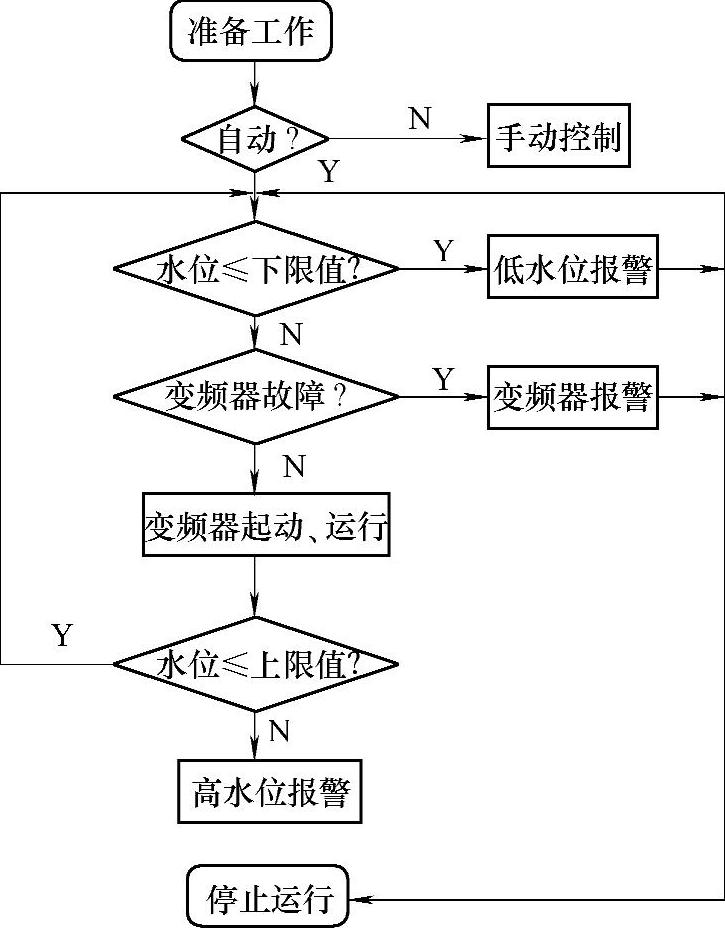
图8-31 PLC水位控制流程图
该软件可以工作于联机和离线两种工作方式。所谓联机,是指直接与PLC连接,允许两者之间进行通信,如上传或下载用户程序和组态数据等。离线则是指不直接与PLC联系,所有程序及参数暂时存磁盘,联机后再下载至PLC。
8.5.1.3 基于西门子PLC的牵伸卷绕机系统
1.系统介绍 牵伸卷绕机主要用于涤纶二步法生产工艺中的牵伸卷绕工序。它集机、电、气、仪于一身,具有高纺速、大卷装、屏幕设定工艺参数、纺丝工艺弹性化等特点,是一种自动化程度很高的新机型。
大型牵伸卷绕机标准机型为双面机型,由24节144锭组成。要求罗拉、热盘、冷盘、摩擦辊等传动部件按左、右侧分别由8台同步电动机传动,左、右槽筒各由一台异步电动机传动;要求电气控制系统既要满足全机程序动作要求,又要具备人机对话、满管自停、无级调速、丝饼成型防叠等功能。
根据设计要求,综合机器的先进性和成本因素,采用了如下配置:
①人机对话界面采用带RS-485通信口的西门子TP27触摸显示屏。
②调速装置选用分辨率为0.01Hz的MMV型西门子变频器,可使电动机的转速精确达到0.3r/min,牵伸倍数和卷绕张力的误差控制在0.02%以内。
③控制核心选用西门子S7-216CPU型PLC及EM232模拟输出模块,由于CPU216具有2组通信口,因此PLC与触摸屏、变频器三者之间采用网络通信可简化硬件结构,节约成本。
2.软件编程
系统采用网络通信模式,故选用CPU216作上位机,10台变频器作下位机,将10台变频器分别设置为站址3~13(PLC站址为2,TP27站址为1),使PLC和变频器之间建立上、下位机关系。CPU216的一组通信口以USS协议与变频器进行点对点通信,另一通信口与触摸显示屏进行点对点通信。在实际操作时,由触摸屏键入的工艺参数进入PLC进行工艺运算,PLC将计算结果按站址传输给各台变频器和EM232模拟模块,EM232将PLC输入的数据转换成三角波模拟电流,输入给槽筒变频器,从而产生防叠丝干扰频率。
①人机界面。人机对话界面是用户设定工艺参数的关键,在系统中共有5组主菜单,分别为“系统介绍”、“系统管理”、“参数设定”、“状态显示”、“新品试验”。
●“系统介绍”主要介绍全机的原理、结构、使用和维护指南;
●“系统管理”是出于工艺的保密性和系统的安全性而设置的口令体系,以防止非法操作;
●“参数设定”包括纺丝速度、预牵伸比、主牵伸比、卷绕张力、旦数、卷重、三角波幅值、三角波周期等工艺参数的设定;
●“状态显示”画面显示机器运行时各转动部件的速度和故障报警信息;
●“新品试验”是供用户试验新产品用的,选择这组菜单在纺丝中可随时修改或设定罗拉、热盘、冷盘、摩擦辊、槽筒的速度和防叠参数,适合化纤厂试验新产品和新工艺使用。
②网络通信。当系统上电后,PLC首先判断网络中的TP27是否存在并与之产生通信,通信成功,则PLC依次尝试对本网络中站址为3~13的10台变频器进行通信,并且将每台变频器与PLC通信的结果显示出来。当硬件检测成功后,触摸屏上给出“系统检测成功,允许启动”提示;否则给出相应错误及“系统检测未成功,禁止启动”提示。用户可按“帮助”按钮得到更具体的信息(包括怎样排除故障)。
在开车纺丝前,工艺员应正确设定“参数设定”菜单中的所有参数。“参数设定”画面采用口令保护,非该口令持有人员将无法进入此画面。出于用户系统的安全、可靠性考虑,“参数设定”画面中的参数只有在系统停止运行时才允许用户进行修改,在系统处于运行状态时,“参数设定”画面中的参数将被锁定,禁止修改。
“新品试验”画面区别于“参数设定”,用户在机器运行时可随时修改其工艺参数。由于PLC对此画面的参数是随时访问的,因此任一参数的改变将立即导致系统工作状态的改变。
③子程序
●满管长度:根据“参数设定”菜单设定的“旦数”、“卷重”、“纺丝速度”数值,PLC进行满管长度的计算,然后将计算结果送入显示缓冲区进行显示,同时送入长度存储单元作为CPU216满管控制用。计算的满管长度到达后,PLC将产生停机信号,关闭系统。
●“软件三角波”功能:在纺丝卷绕过程中,筒子表面后一层丝圈叠压在前一层丝圈,形成叠丝,严重影响丝饼质量。为了解决叠丝问题,需在槽筒运行的速度上叠加一个扰动速度,扰动速度是以三角波形式变化的,通过软件控制EM232输出三角波电流叠加于变频器的模拟量输入口1而实现。三角波的幅度和周期是可以改变的。一般情况下,其变化幅度为槽筒速度的1%~5%,变化周期为15~30s。
3.使用变频器时应注意的问题
①三角波模拟电流是输入给槽筒变频器的模拟量输入口1的,因此必须结合实际运行情况,设定变频器的参数P021~P024。
②西门子变频器对输入的电动机技术参数要求非常严格,在电动机运行前,必须正确设定电动机的技术参数,且应进行自动测定(P088=1),否则会导致电动机运行不稳定,甚至损坏元器件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。