



1.系统配置 高速纺(简称POY)螺杆挤压机系统示意图如图7-42所示。图中EXE为螺杆挤压机;TFC为纺丝专用SCR电流型变频器(44kVA,70A);M为电流型逆变器专用变频异步电动机(30kW,68A),转速范围为280~1500r/min,电压为79~360V;PG为测速脉冲编码器;PRCA为数字式压力调节器;P为挤出机出口压力传感器。
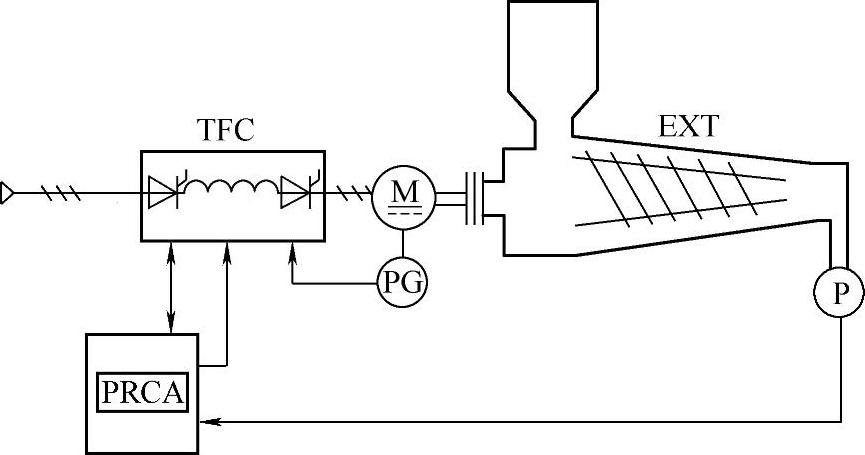
图7-42 高速纺螺杆挤压机系统示意图
螺杆调速系统的核心是变频器,因此变频器的性能优劣对整个系统的工作状况起着决定性的作用。在原系统中变频器控制回路为数字-模拟混合回路,在最高转速是速度控制精度为±0.5%。
2.工作原理简述 聚酯切片靠自重从进料口进入螺杆挤压机。挤压机通过减速机构带动螺杆转动,切片沿螺槽向前运动。在螺杆外套筒上安装电加热元件,将热量传给切片,同时,在螺杆挤压机内切片因摩擦和被挤压可产生一定的热量。切片受热熔化,被挤压机压缩成具有一定压力的熔体,从出口挤出。当螺杆挤压机收到某些外界因素如温度等的影响时,其内部熔体黏度发生变化而导致挤压机出口压力波动,这一压力变化被压力传感器P测得。该压力信号在压力调节器PRCA中与设定压力信号比较,然后经PID控制运算后输出4~20mA的信号给变频器,作为变频器的速度给定信号。该信号又与测速反馈PG的信号进行比较并经控制运算改变其输出频率,即调节电动机转速,也即调节螺杆转速变化,从而达到稳压挤压机出口压力和挤出量的目的。
3.该系统存在的问题 该SCR调速系统经多年运行,特别是近几年来的运行,逐渐暴露出了一些问题。归纳起来有如下几点:(https://www.xing528.com)
(1)不适应负载品种大范围变化的要求,经常出现跳闸现象。
(2)随着运行时间的推移,变频器控制板元器件老化,有时故障发生,且外方已不生产该型变频器,备件供应困难。
(3)该变频器随温度变化漂移现象较为严重,工作不稳定。由于现场环境不良,人为碰撞PG反馈电路及外界因素使PG损坏而造成停车现象也屡有发生。
由于螺杆挤压机处于纺丝生产的中间环节,因此它的任何一次故障都将中断连续生产并造成重大经济损失,所以合理改进螺杆挤压机变频调速系统具有十分积极的意义。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。