



活套式拉丝机开环控制系统技术性能如下。
卷筒直径:550mm变频器频率分辨率:0.01Hz
最高拉拔速度:350m/min调频范围:0.5~80Hz
原料直径:4.0~3.4mm起动时间:0.6~60s可调
成品直径:2.0~1.5mm停车时间:2~3s
故障显示采用7段字符显示,可显示13种故障。
(1)由于采用交流电动机,而交流异步电动机为封闭式,金属粉尘对其无影响,故电动机故障少。
(2)众所周知,直流电动机的维护、控制系统的维护,以及频繁更换烧损电动机等工作比交流电动机多,从而使故障停机率高、停机时间长。采用交流调速后,4台机少停184班。
(3)采用PWM调速,比G-M机组直流传动系统功率因数提高(0.65提高到0.92以上)。
(4)采用PWM交流开环反串给定系统后,两次统计产量、质量和耗电情况的数据见表7-3。(https://www.xing528.com)
表7-3 设备在某月的产量、质量、电耗情况
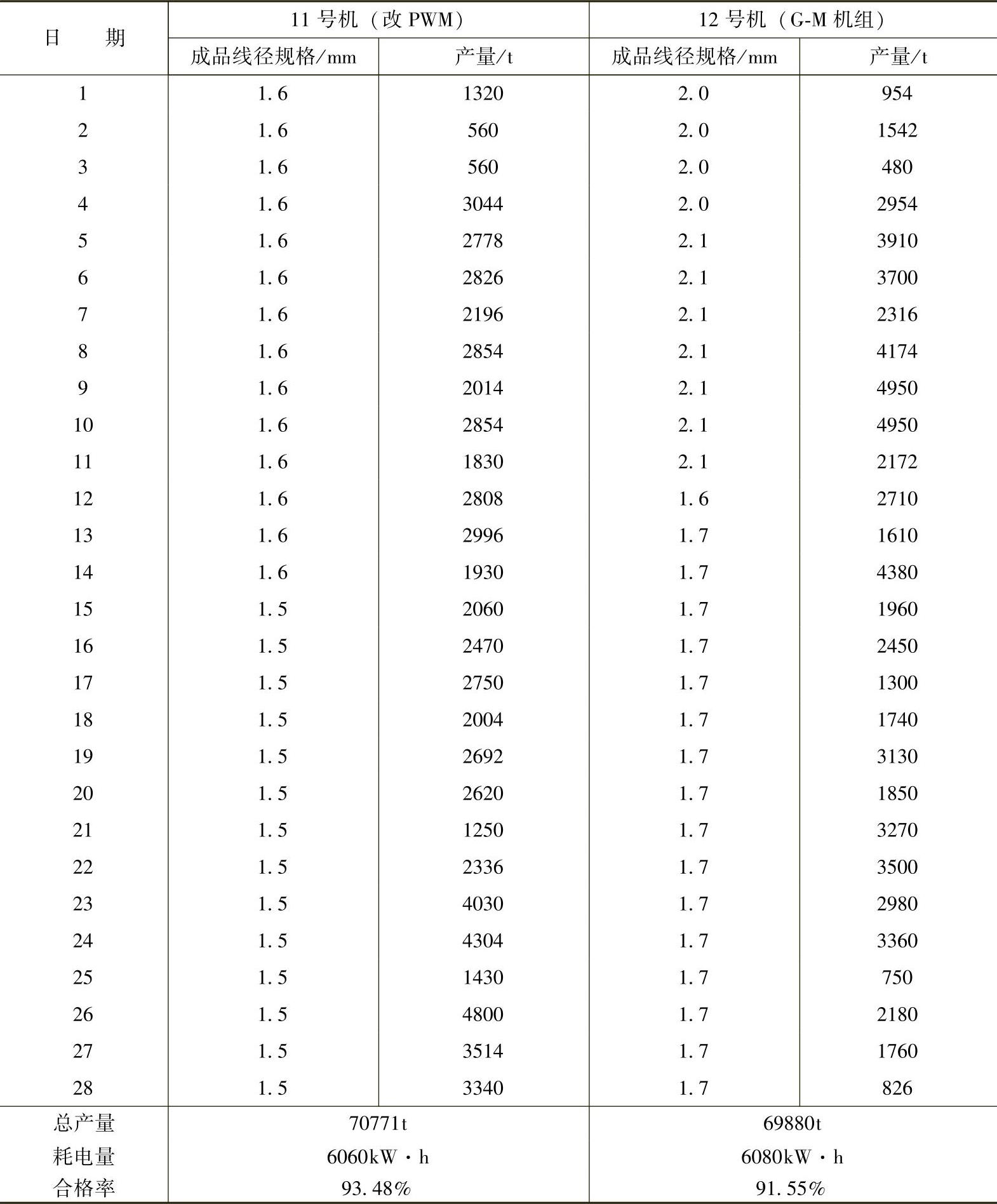
由表7-3可知,28天的总产量11号机比12号机高891kg,但11号机拉丝规格小,以线径ϕ2.0mm与ϕ1.6mm的钢丝比较,计划产量分别为1500kg和1200kg,即前者为后者的1.25倍,按此系数折合,11号机生产ϕ2.0mm钢丝产量为88463.75kg,这样,11号机单耗为68.5kW·h/t,而12号机单耗为87kW·h/t,节电27%。
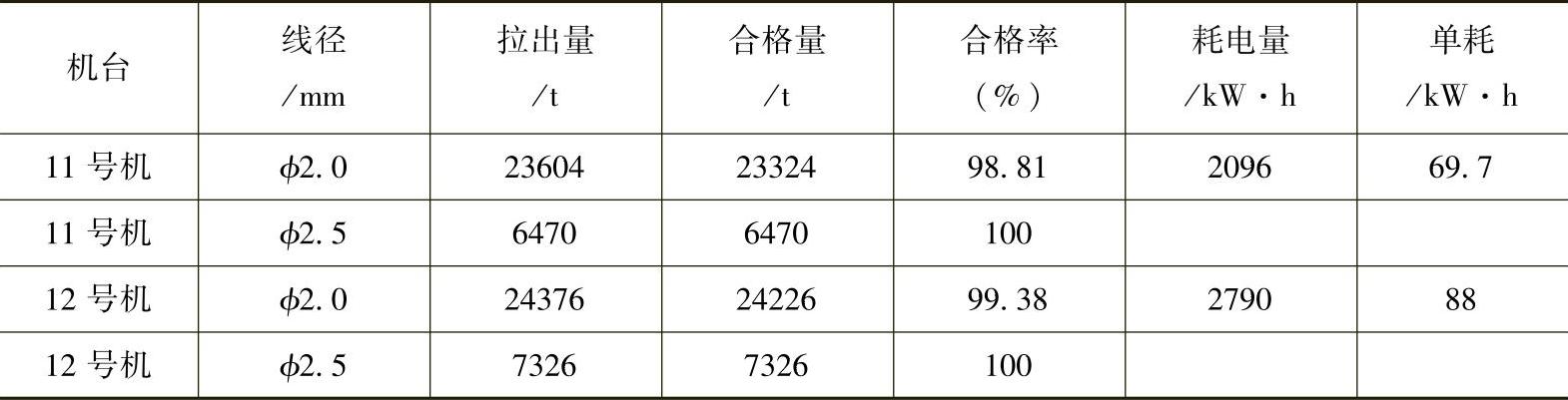
为使数据准确,对生产同规格钢丝进行比较,采集20天的产量、合格率、单机班产和耗电数据见表7-4。
从表7-4所示数据可知,产量和质量基本相同(有10天12号机因电动机故障而停机,无法比较,所以未计在内),但用电单耗不相同,采用交流变频调速,节电26%左右。
表7-4 节电相关数据
(5)加反串匹配系统后,起动、停车平稳,张力均匀,前后转筒速度调整灵活,减少了起动、停车、过电压、过电流跳闸。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。