



7.3.4.1 系统组成
热处理线设备布置及传动组成框图如图7-13所示。
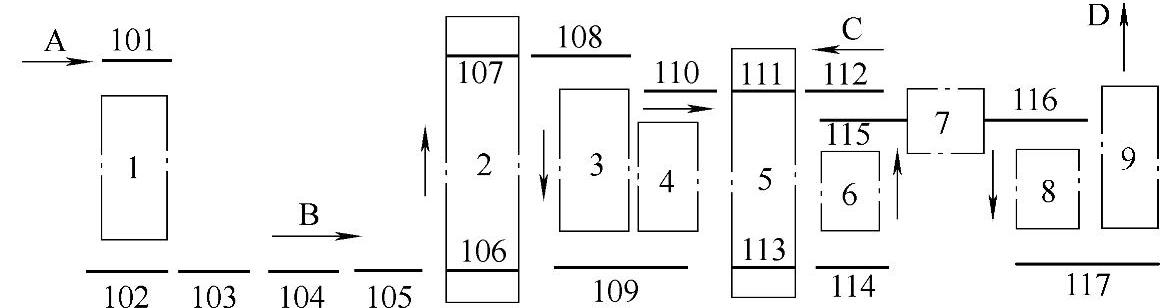
图7-13 热处理线设备及辊道传动组成框图
1—过料台架 2—淬火炉 3—淬火炉后1#冷床 4—淬火炉后2#冷床 5—回火炉 6—回火炉后冷床 7—矫直机 8—矫直机后1#冷床 9—矫直机后2#冷床 101~117-18组辊道 A、B、C—可选上料点D—出口
(1)传动系统的传动设备主要有辊道18组(设计辊道电动机为240台);链条传动机构7台,其中双向链1台,由2套传动机构相对运动,使工件在传送中同时产生滚动,提高冷却效果;翻料勾、圆盘给料器、活动篦条等给料机构16套;炉内步进梁机构各1套。
(2)传动系统的传动控制设备与装置由以下几部分组成:
步进梁液压站及PLC控制设备2套。
辊道组和链条传动控制用变频器25台(变频器的选取见变频器容量选择一节)。
淬火炉、回火炉控制PLC各一套(4套PLC均选用日本欧姆龙C200HX产品)。
无触点开关柜2台,内装无触点开关20套(使用16套,备用4套)。
现场操作室8个,内装操作台18台。
7.3.4.2 传动系统控制方法
(1)链条变频器控制方法原理图如图7-14所示。全部链条由操作台上主令控制器Q直接控制相应变频器的起、停,速度由操作台上的点位器调定,运行频率也在操作台上显示,变频器控制相应电动机带动链条按工艺要求工作。变频器不加制动单元和制动电阻,也不用直流制动功能。(https://www.xing528.com)
(2)淬火炉、回火炉前后有关辊道工作由各自的PLC控制。相关辊道组变频器与PLC之间控制关系在硬件组成上是相同的,控制原理图如图7-15所示。
与淬火炉或回火炉相关辊道组变频器是在各自PLC统一控制下进行工作的。控制方式有两种:一种是手动方式,另一种是自动方式。
手动方式下,手动信号以及操作台主令控制器的正转、反转、停控制信号进入PLC,PLC经处理后控制变频器起、停与方向,使相应辊道组单机工作。
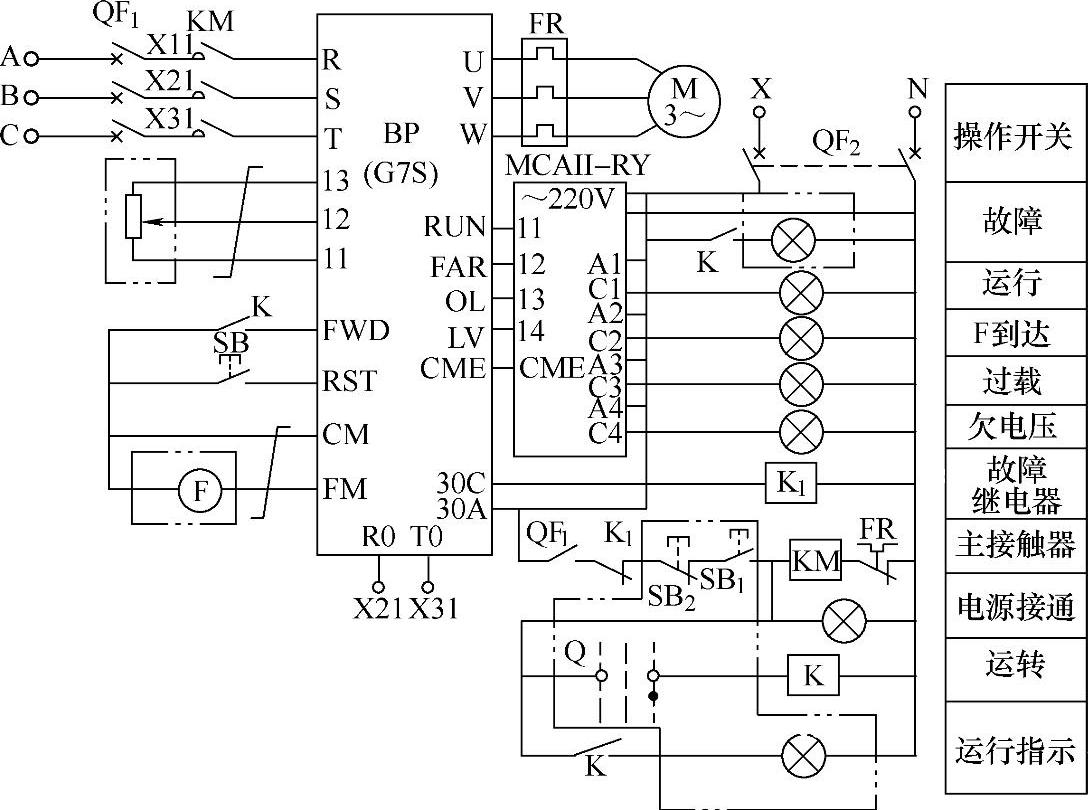
图7-14 链条变频器控制原理图
注:点画线框内部分在操作台上。
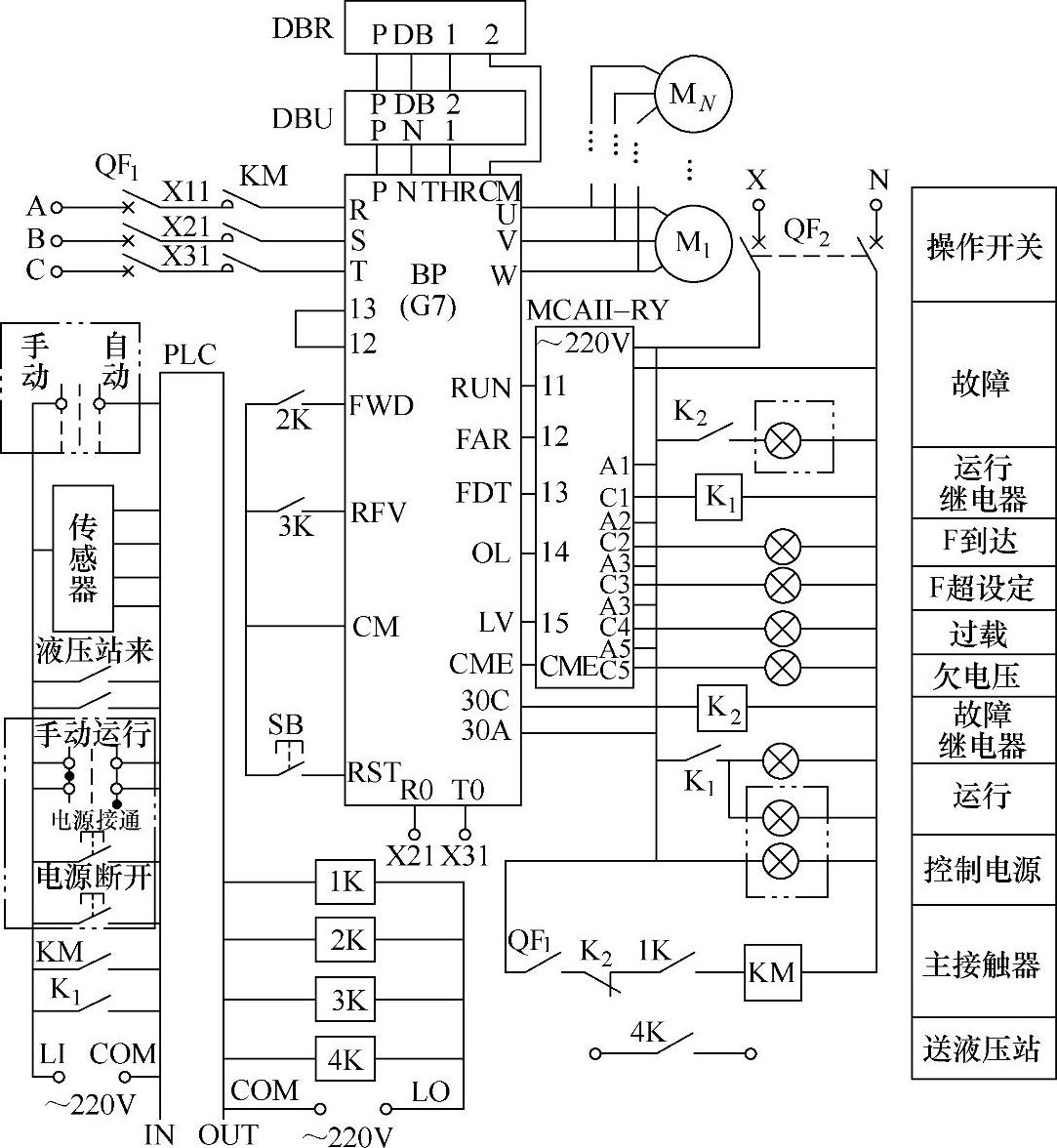
图7-15 淬火炉、回火炉相关辊道组变频器控制原理图
注:点画线框内部分在操作台。
只有相关辊道组均处于自动工作方式时,才可以进入自动工作方式。此时,除电源通、断信号是经操作台进入PLC从而受操作台控制外,全部相关变频器的控制均是由PLC自动完成的。PLC接收有关传感器信号和相应液压站PLC送来的相互应答信号,经处理后顺序地起、停有关变频器,使相应辊道按要求运行,满足生产工艺需要。炉内步进梁的运行是分四步进行的,它们分别为上升、返回、下降与前进。只有步进梁处于下降终点到上升开始前这一前进时段内,炉外工件才能进入炉内。同时,工件长短不同送入炉内所需时间亦不相同,最优热处理又要求工件处于炉内中央位置,工艺上叫做对中。在进料方向垂直于步进梁运送方向这一特定条件下,既要对中,又要不碰卡炉壁,这些没有计算机统一控制是做不到的,因此,常用工作方式是自动方式。为精确对中定位控制,变频器频繁起、停,所以和热处理炉相关的这些辊道组变频器均选用制动单元和制动电阻,并增加直流制动功能。
(3)淬火炉、回火炉以外的辊道组变频器的控制方法与链条变频器控制方法基本相同,唯一不同的是其工作速度的改变是在变频器内部而不是在现场操作台上进行。这一点它和热处理炉辊道组变频器调速方法相同,这样做的原因主要是速度无需经常改变的缘故。
(4)翻料勾等给料装置也有手动和自动两种工作方式。手动工作时由操作台主令开关直接控制。自动工作时根据辊道适当部位安装的毛刷开关信号进行控制:有信号时起动给料,完成一个动作过程后信号自动清除,进入下一轮给料控制周期。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。