



1.热处理的定义
钢的热处理是将钢在固态下以一定的方式进行加热、保温,然后采取合适的方式冷却,让其获得所需要的组织结构和性能的工艺。热处理工艺可用温度—时间坐标图表示,如图8-37所示。
压力容器制造所采用的热处理方法有两类,一类为改善力学性能的热处理,另一类为焊后热处理(PWHT)。
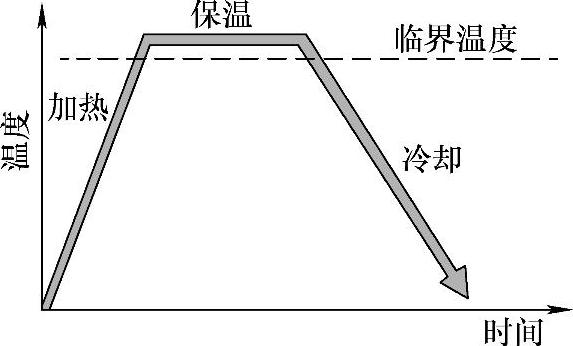
图8-37 热处理基本工艺曲线示意图
2.焊后热处理的主要目的
广义地说,焊后热处理就是工件焊完之后对焊接区域或焊接工件进行的热处理,其内容包括消除应力退火、完全退火、固溶、正火、正火加回火、淬火加回火、回火、低温消除应力、析出热处理等。狭义地说,焊后热处理仅指消除应力退火,即为了改善焊接区的性能和消除焊接残余应力等有害影响,从而对焊接区及有关部位在金属相变温度点以下均匀而充分地加热,然后又均匀冷却的过程。我们这里所讨论的焊后热处理实质上就指焊后消除应力热处理。
热处理的主要目的是改变钢的性能。凡焊接容器在焊接接头处必存在焊接残余应力,它是焊接发生开裂的主要推动力。焊接熔池中的液态金属在凝固与冷却收缩过程中变形受到限制和约束,就会产生残余应力。焊接残余应力是结构自身变形协调而产生的应力,属于“二次应力”,具有自限性的特性。焊接残余应力分布很复杂,一般取决于焊接冷却收缩过程中所受的变形约束条件。变形约束条件的规律为:
1)平行于焊缝方向约束较大。
2)垂直于焊缝方向约束较小。(https://www.xing528.com)
因此,焊缝中最容易出现垂直于焊缝方向的裂纹。
焊接残余应力在设计时虽不予计算,但对于较厚容器,各国规范都要求焊后进行消除残余应力的退火处理(加热温度应选在该钢种的临界点A1以下和再结晶温度以上)。因此对于焊后热处理来说它的主要目的有以下五点。
1)消除或部分消除焊接残余应力。
2)稳定零部件的结构形状和尺寸。
3)消除焊接区的脆化,改善母材、焊接接头和结构件的性能,其中包括:提高焊缝金属的塑性,降低热影响区的硬度,提高断裂韧度,改善疲劳强度,改善蠕变特性,恢复或提高冷成形中降低的屈服强度。
4)提高抗应力腐蚀的能力。
5)进一步释放焊缝金属中的有害气体,特别是氢气,防止延迟裂纹的发生。
对于一些强度较高、焊接性较差的低合金钢,可以进行焊后再结晶退火,既细化晶粒、提高了强度,同时也提高了韧性和较完全的消除了残余应力。热处理的温度选择要恰当,偏低会使微量元素在晶界结聚而降低韧性,甚至出现再热裂纹;偏高会促使晶粒粗大,也会降低韧性。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。