



1.焊接缺陷的分类
广义的焊接缺陷是指在焊接接头中因焊接产生的金属不连续、不致密或连接不良的现象,亦称为焊接缺欠。这些缺欠按其尺寸可分为微观缺欠和宏观缺欠。微观缺欠是指焊缝金属中化学元素的偏析、非金属夹杂物和晶粒间的显微裂纹。宏观缺欠是指肉眼可以辨认的焊接缺欠,如裂纹、夹渣、气孔、未焊透、未熔合及焊缝几何形状的偏差。
在压力容器的制造中,焊接质量的控制只涉及宏观焊接缺欠,习惯上称为焊接缺陷。焊接缺陷就是指那些超过了规定限值的缺欠。
在我国压力容器制造标准和规程的规定中,各种承压焊接接头不允许存在任何形式的裂纹、未焊透和未熔合之类的平面缺陷。对于气孔、夹渣和咬边等的容限尺寸也应控制在较严格的范围内。
国家标准GB/T6417.1—2005《金属熔化焊接头缺欠分类及说明》中,将焊接接头中常见的焊接缺陷分为以下六大类:
①裂纹。
②孔穴。
③固体夹杂。
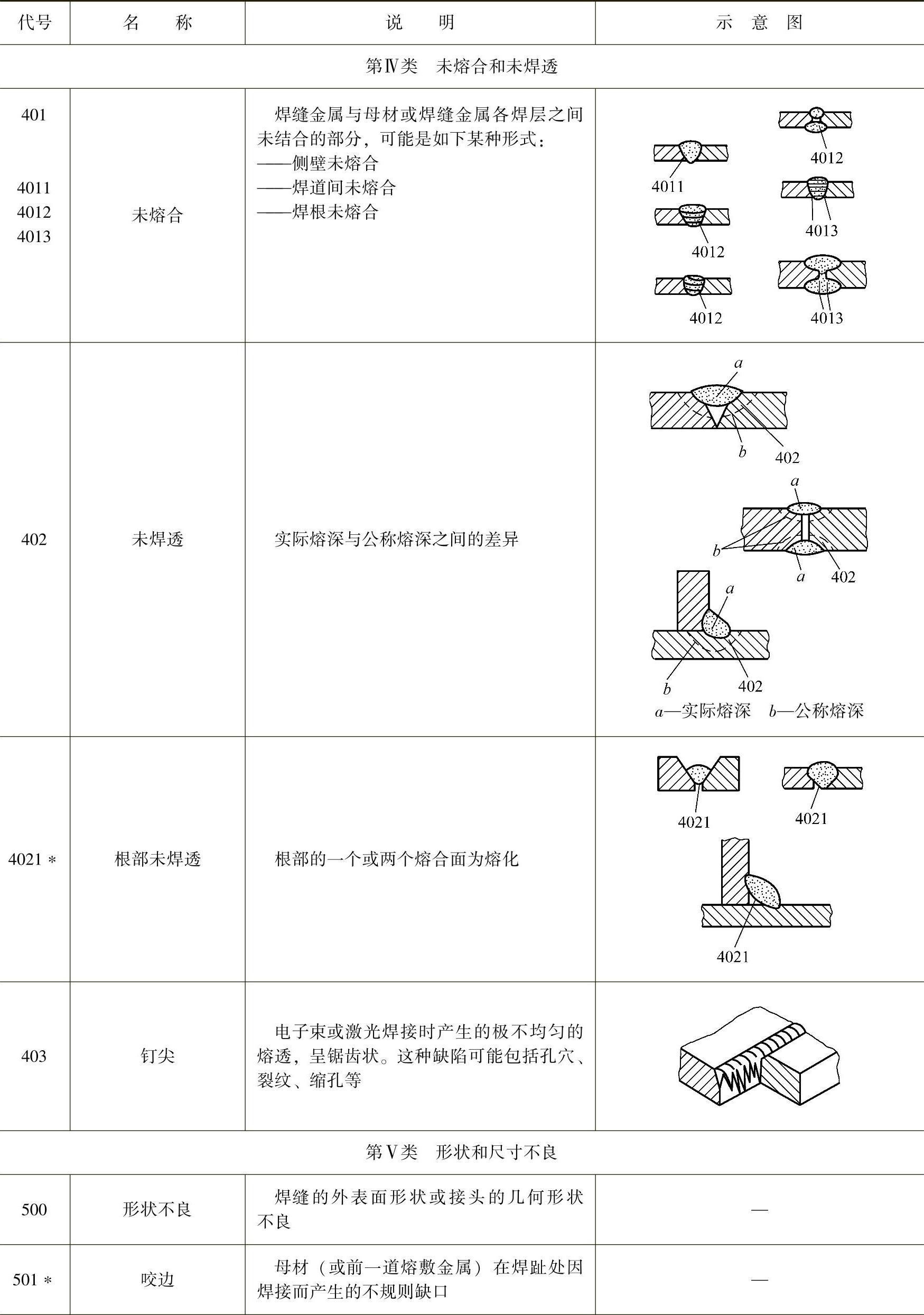
④未熔合及未焊透。
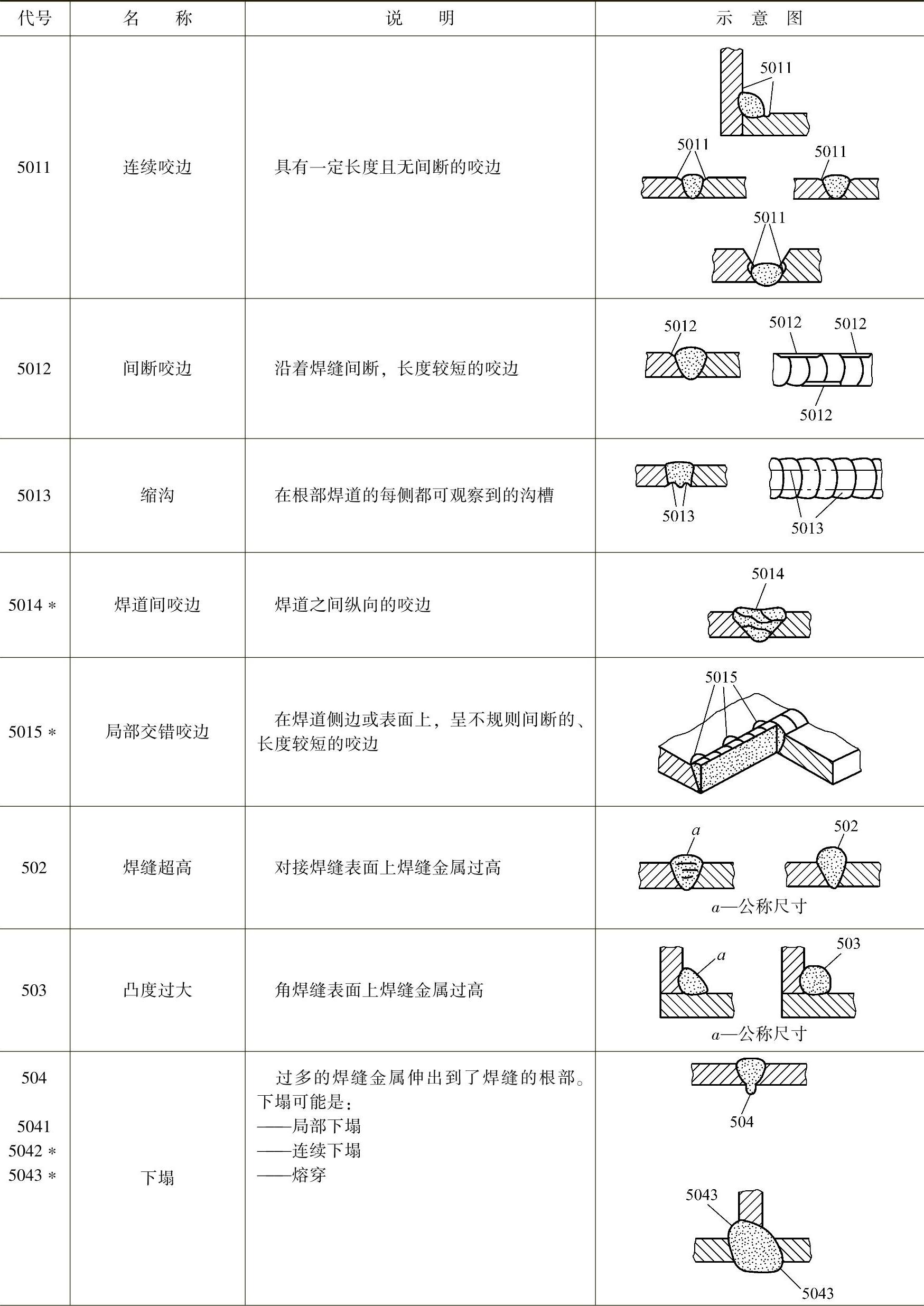
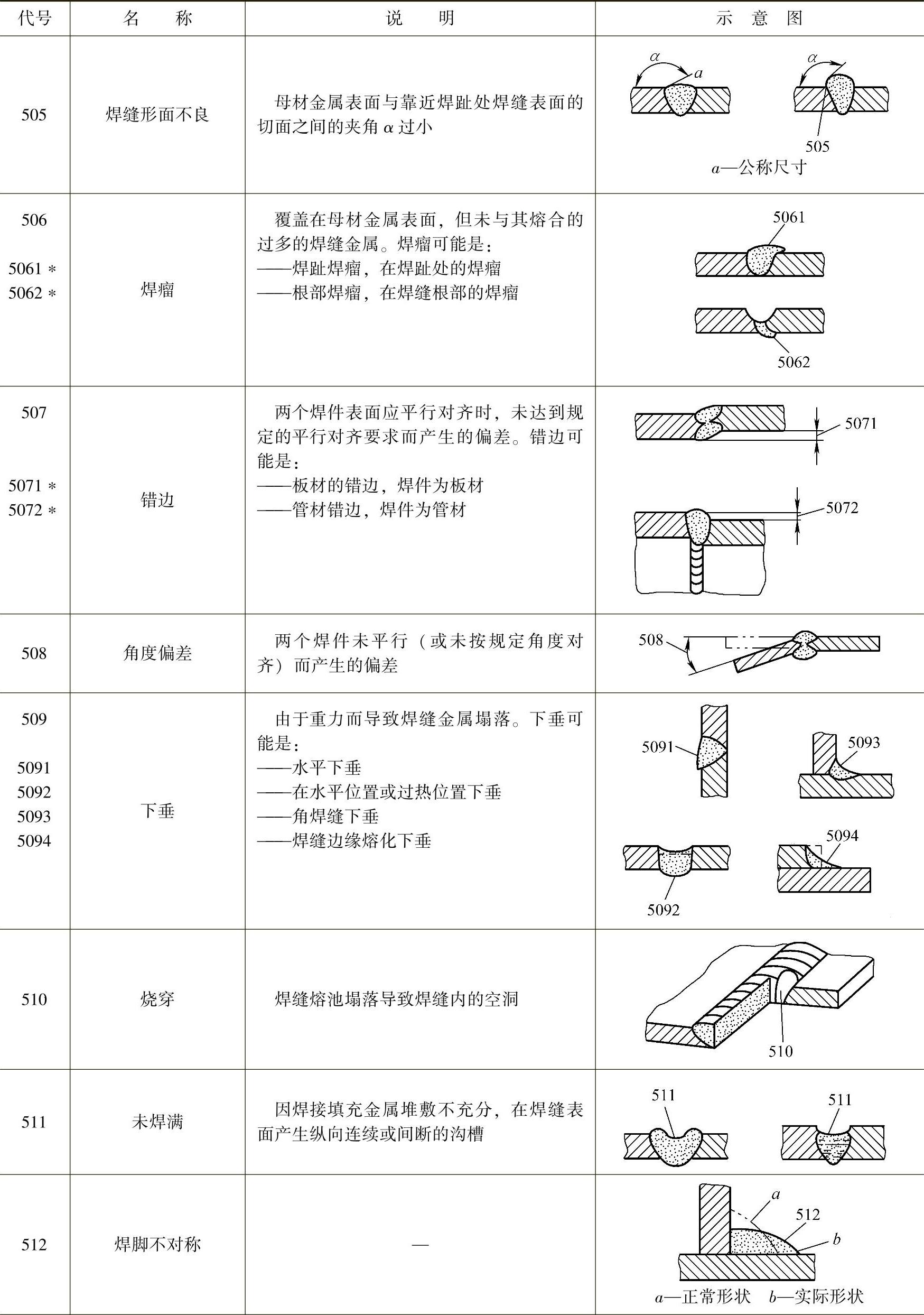
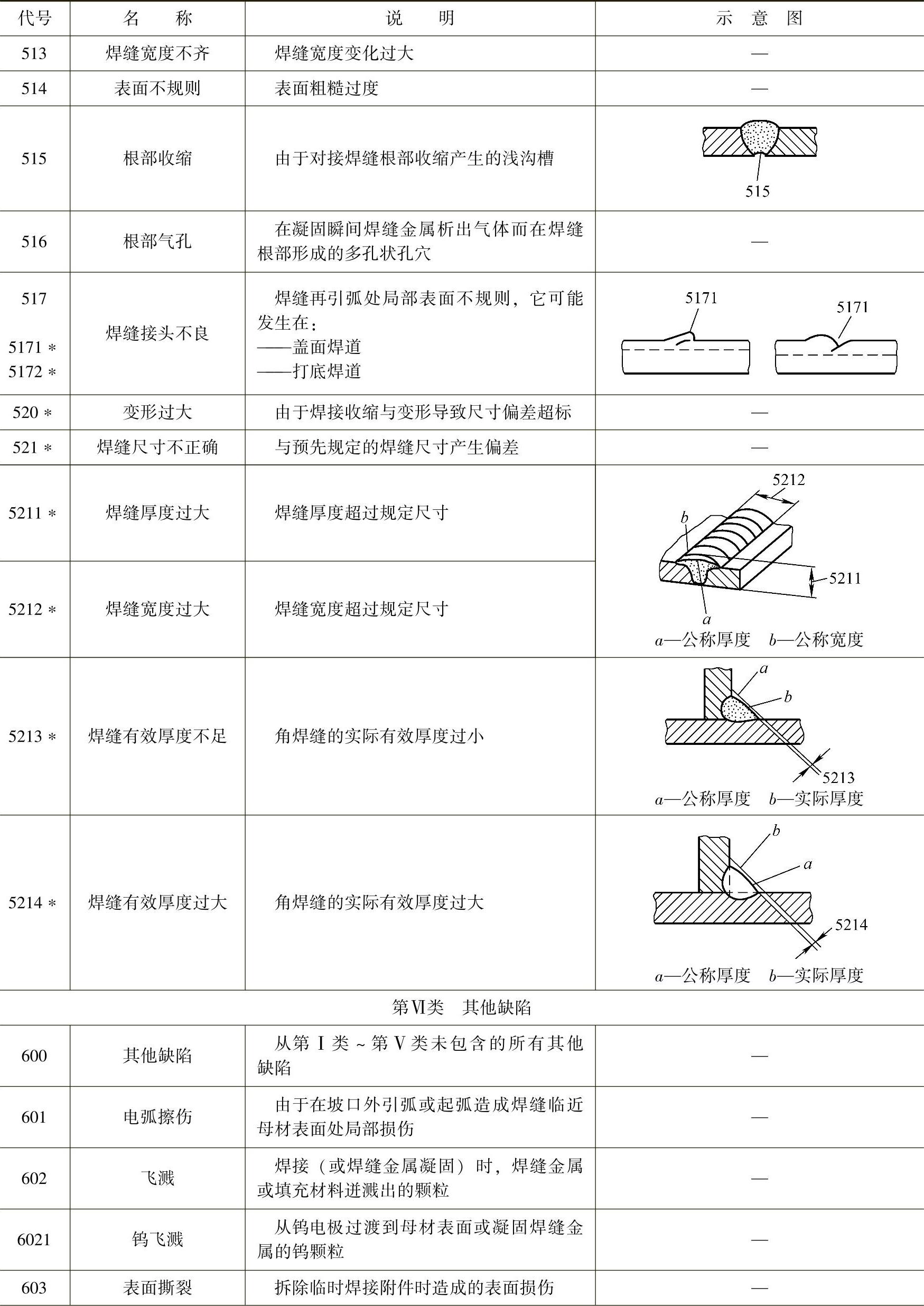
⑤形状和尺寸不良。
⑥其他缺欠。
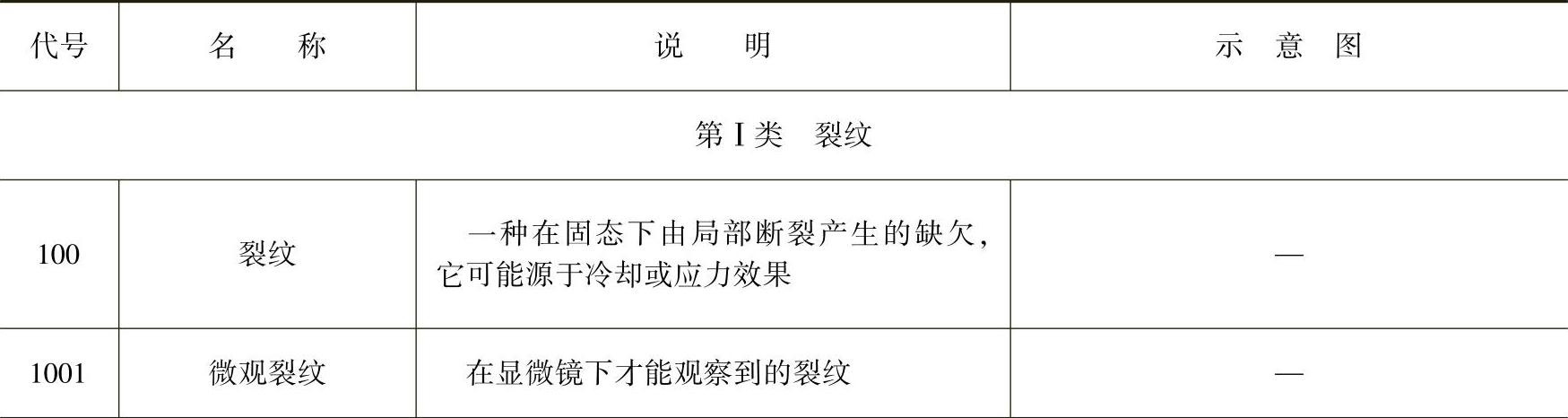
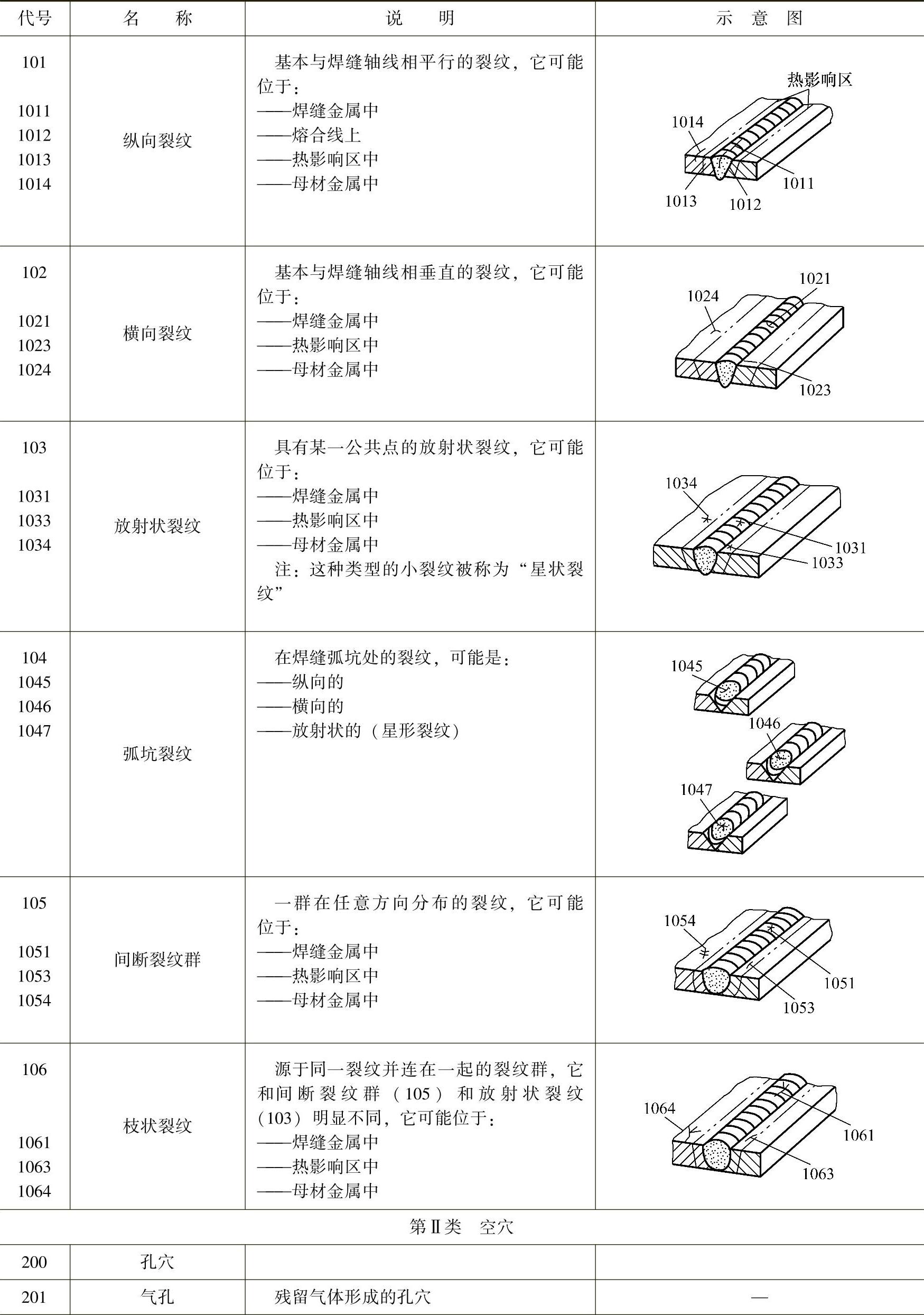
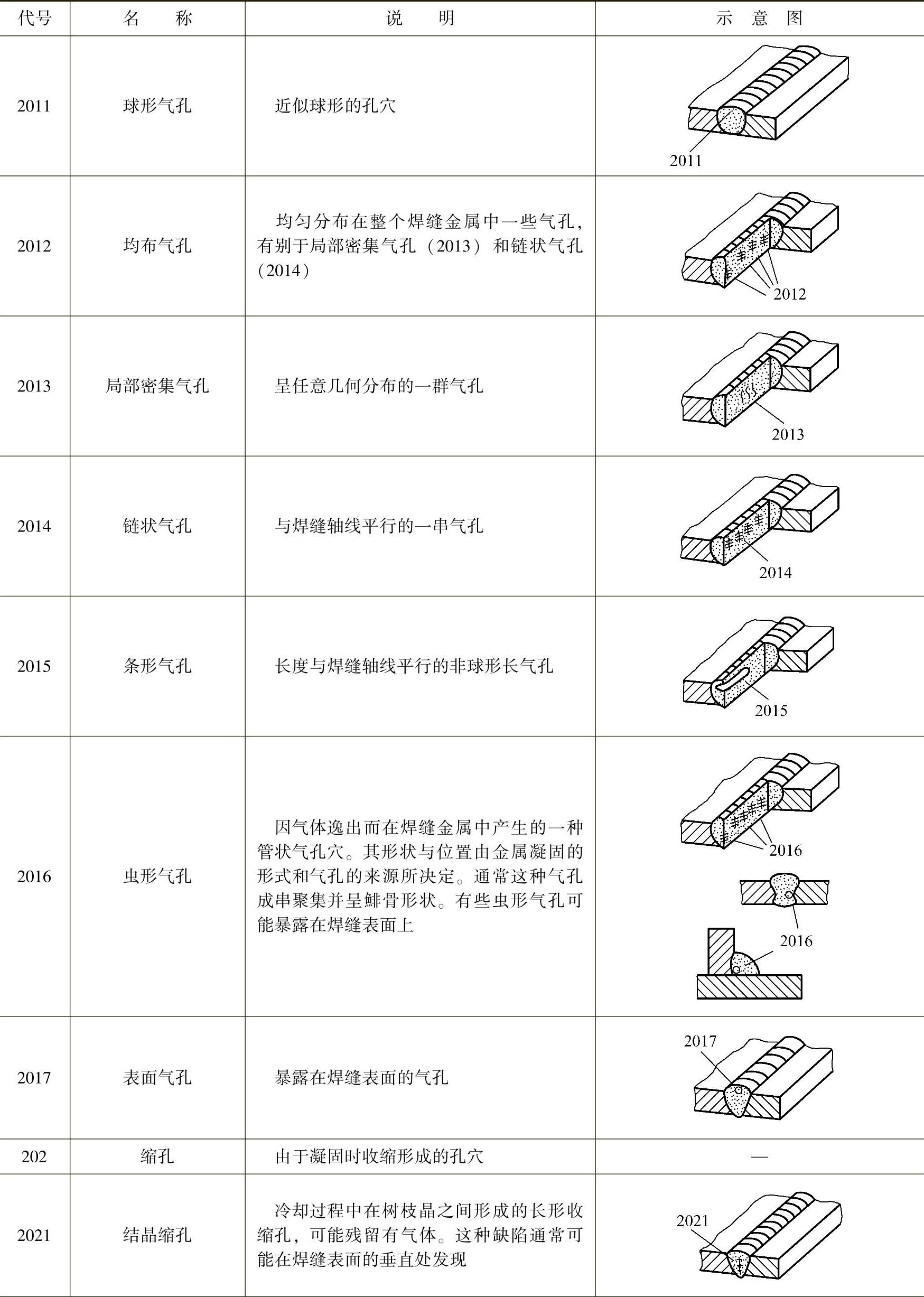
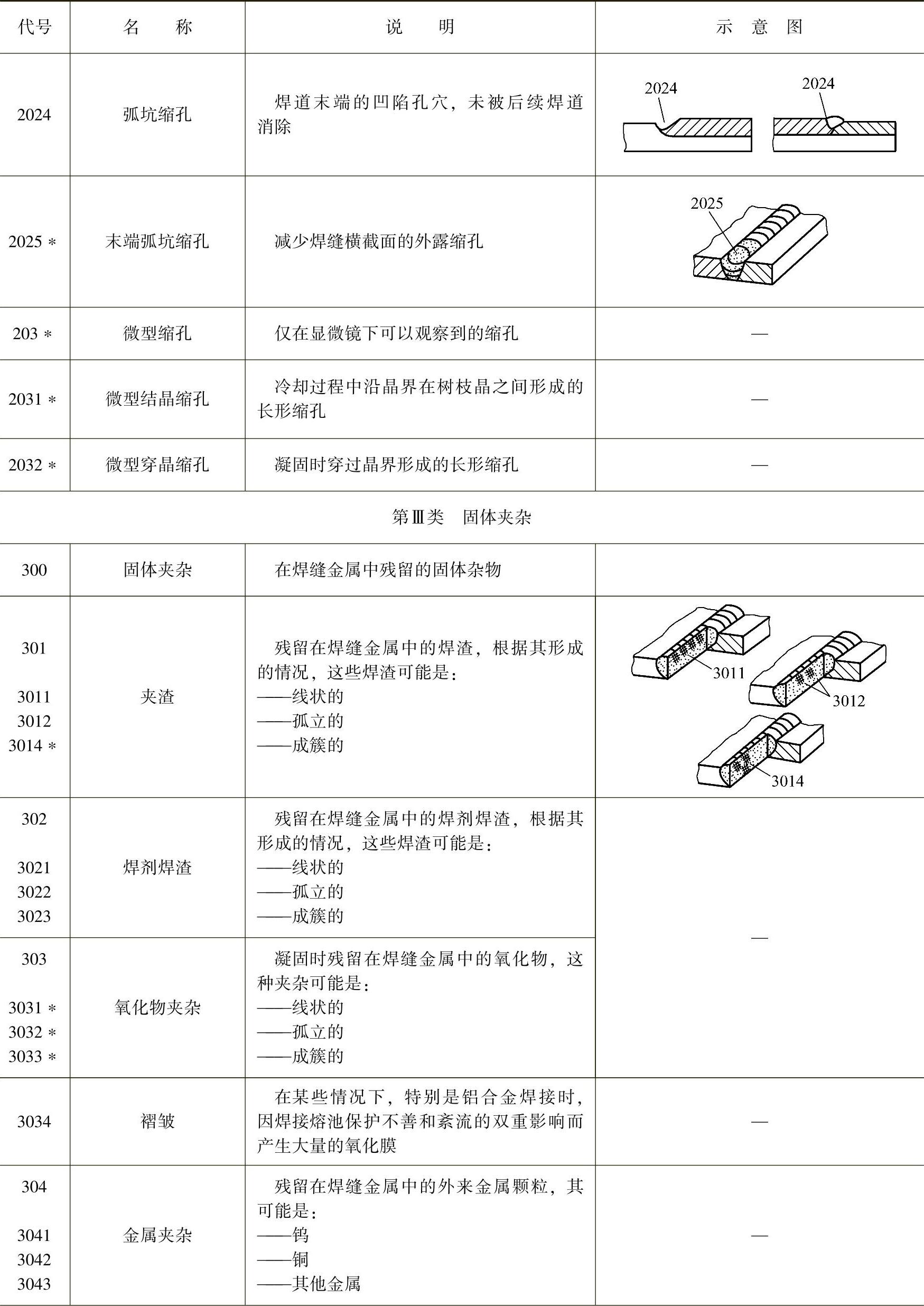
每种焊接缺欠又可以根据其位置和形态分成若干小类,见表8-10。在表中将各种缺欠用数字序号标记。
表8-10 金属熔化焊焊缝缺欠的分类及其标记代号
(续)
(续)
(续)
(续)
(续)
(续)
(续)
(续)
注:∗号表示GB/T6417.1—2005中新纳入的缺欠。
2.焊接缺陷的成因及防治
焊接缺陷按其形成的部位可分为焊缝内部缺陷和焊缝外部缺陷两大类,其中内部缺陷有裂纹、未焊透、未熔合、夹渣和气孔;外部缺陷有焊缝尺寸不符合要求、表面气孔、裂纹、咬边、未焊满、焊瘤、烧穿、缩沟和下塌等。
(1)焊缝尺寸不符合要求
焊缝的尺寸与设计上规定的尺寸不符或者焊缝成形不良,出现高低和宽窄不一、焊波粗劣等现象。焊缝尺寸不符合要求,不仅影响焊缝的美观,还会影响焊缝金属与母材的结合,造成应力集中,影响焊件的安全使用。
焊缝尺寸不符合要求的原因主要有:接头边缘加工不整齐;坡口角度或装配间隙不均匀;焊接规范选择不正确,如电流过大或过小,焊丝和焊嘴的倾角配合不当,焊接速度不均匀;焊工操作技术不熟练,如运条手法不正确,焊嘴或焊条横向摆动不一致等。
防止措施有:正确选择焊接规范,提高焊工的操作技术水平。
(2)气孔
焊缝金属中气孔形成的机理与焊接熔池金属在焊接过程中吸收与析出气体有关,可能促使气
孔形成的气体有:氮气、氢气和一氧化碳气体。
焊缝中气孔的形成有两种方式:一种是熔池金属中的某些元素,如碳的氧化反应产生的气体,坡口表面氧化膜的氧化反应,水分的蒸发,有机物分解产生的氢气进入熔池而引起的气孔;另一种是气体在电弧高温下物理溶解于金属熔池,即当熔池金属快速冷却时,金属对气体的溶解度下降而使其处于过饱和状态,溶解的气体快速向外析出,若析出的气体被正在凝固的金属所包围,就会形成气孔。
气孔产生的原因主要是:焊材未按规定温度烘干,焊条药皮变质脱落、焊芯锈蚀,焊丝清理不干净,焊条电弧焊时电流过大,电弧过长;埋弧焊时电压过高或网络电压波动太大;气体保护焊时保护气体纯度低等。如果焊缝中存在着气孔,既破坏了焊缝金属的致密性,又使得焊缝有效截面积减少,降低了力学性能,特别是存在链状气孔时,对弯曲和冲击韧度会有比较明显的降低。
这类缺陷防止的措施有:焊前应仔细清除焊件及焊丝表面上的油、锈、水和氧化物等污物,在坡口两侧20~30mm范围内要清理干净,不使用药皮开裂、剥落、变质及焊芯锈蚀的焊条,生锈的焊丝必须除锈后才能使用;焊条、焊剂在使用前一定要严格烘干,碱性低氢焊条烘干温度为350~450℃,保温1~2h,酸性焊条烘干温度为150~200℃,保温1~2h,烘干后的焊条放入保温筒内,随用随取,烘干后当天未用完放入干燥箱的焊条第二天再用时必须重新烘干;焊接过程中要保持焊接规范稳定,选用合适的焊接电流、电弧电压和焊接速度等,尽量采用短弧焊,操作时配合适当摆动,以利于气体的逸出。
(3)夹渣
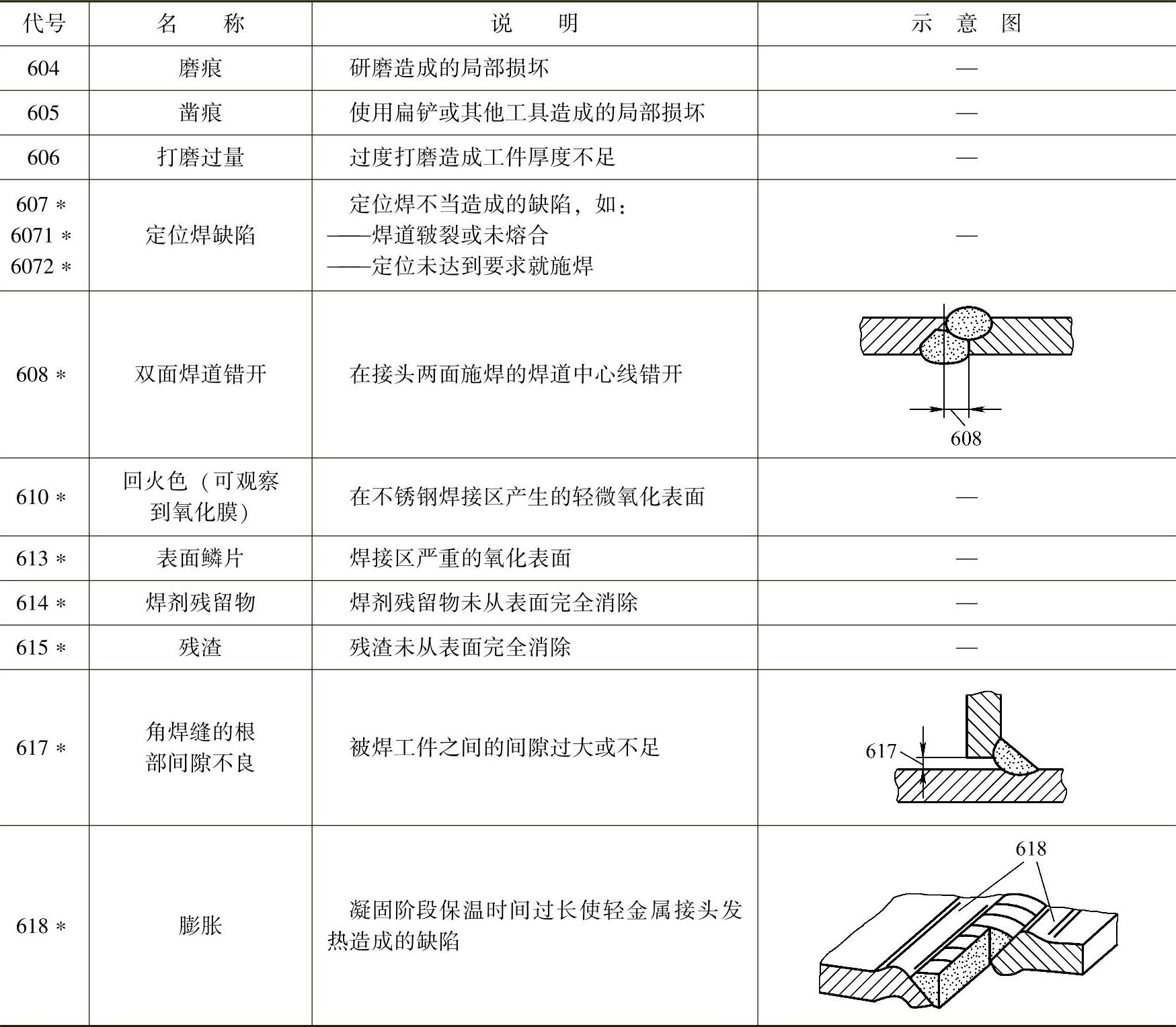
夹渣是残留在焊道之间或焊缝与坡口侧壁之间的焊渣,它是一种宏观缺陷,与焊缝金属中的非金属夹杂物有本质上的区别。焊缝中夹渣形成部位和典型外貌如图8-32所示。
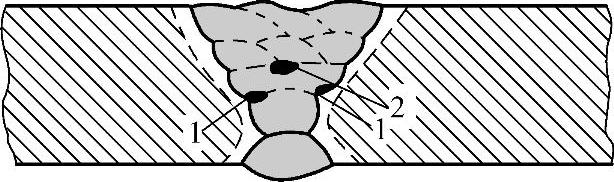
图8-32 焊缝中夹渣形成部位和典型外貌
1—焊道与坡口侧壁间的夹渣
2—焊道与焊道间的夹渣
夹渣产生的原因是焊接规范不当,如焊接电流过小,速度过快,使熔渣来不及浮起;被焊边缘和各层焊缝清理不干净;采用酸性药皮焊条焊接时,熔渣与熔化金属容易混淆,如运条不正确,熔渣不易浮到熔池表面而夹在焊缝金属中形成夹渣。
防止措施有:正确选用焊接电流,焊接件的坡口角度不要太小,焊前必须把坡口清理干净,多层焊时必须层层清除焊渣,并合理选择运条角度和焊接速度等。
(4)未焊透
未焊透产生的直接原因是各焊接参数选择不当,如焊接电流太小或运条速度过快,坡口纯边间隙太小,坡口角度小,运条角度不对以及电弧偏吹等。
防止措施有:合理选用坡口型式和装配间隙,仔细清除坡口两侧的污物,采用正确的焊接工艺等。
(5)未熔合
未熔合是焊道与坡口侧壁之间,或焊道与相邻焊道之间熔合不良的一种缺陷,其典型的外貌及形成部位如图8-33所示。有时,未熔合与夹渣同时存在。
未熔合产生的主要原因是:母材坡口及先焊的焊缝金属表面不干净,焊接电流选择不当或焊接电流波动范围太大,焊速太快,焊条角度不对,电弧偏吹等。
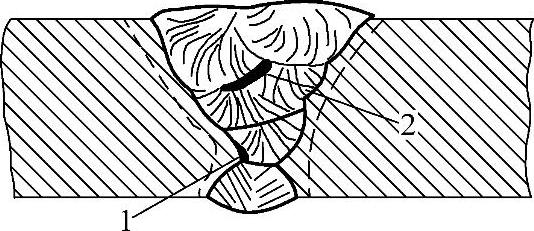
图8-33 焊缝中未熔合形成部位和典型外貌
1—焊道与坡口侧壁间的未熔合
2—焊道间的未熔合
防止措施有:焊前对焊道表面和坡口侧壁的残渣进行彻底的清理,正确选用坡口和焊接规范,正确操作防止焊偏等。
(6)裂纹(https://www.xing528.com)
压力容器中常见的裂纹形式有热裂纹、冷裂纹、层状撕裂、再热裂纹和应力腐蚀裂纹。裂纹的分布与种类如图8-34所示。
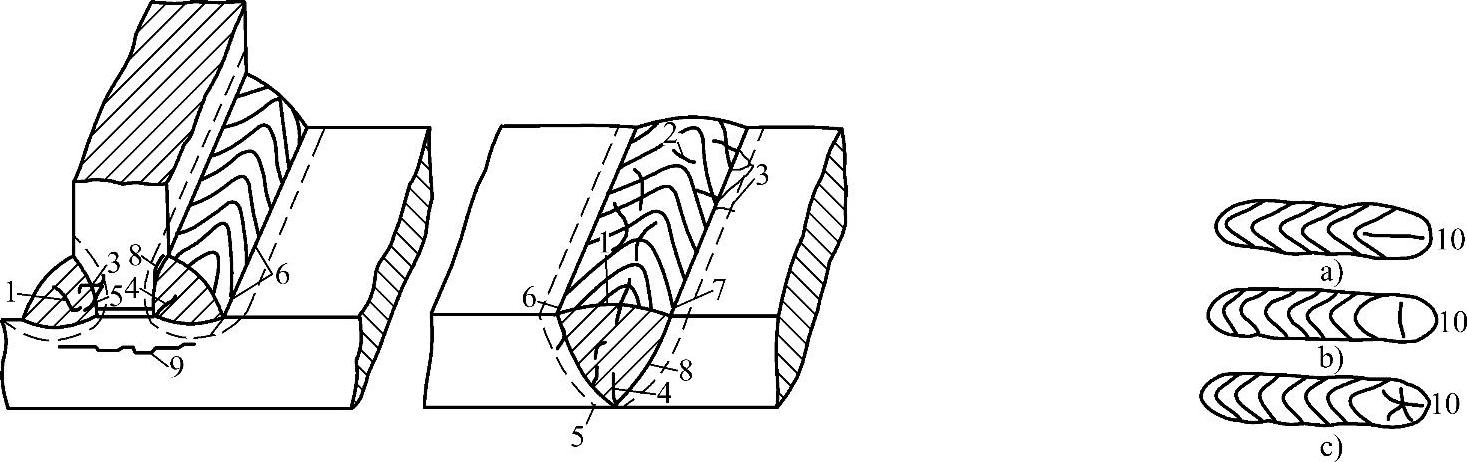
图8-34 焊接裂纹的宏观形态及其分布
a)纵向裂纹 b)横内裂纹 c)星形裂纹
1—焊缝中纵向裂纹 2—焊缝中横向裂纹 3—熔合区裂纹 4—焊缝根部裂纹 5—焊接热影响区(HAZ)根部裂纹 6—焊趾纵向裂纹(延迟裂纹) 7—焊趾纵向裂纹(液化裂纹、再热裂纹) 8—焊道下裂(延迟裂纹、液化裂纹、多边化裂纹) 9—层状撕裂 10—弧坑裂纹(火口裂纹)
1)热裂纹。热裂纹是焊缝在冷却过程中,在高温阶段产生的裂纹,主要发生在焊缝金属内,少量在近缝区。在压力容器焊接接头中常见的热裂纹有结晶(凝固)裂纹、液化裂纹和多边化裂纹。
①结晶裂纹。结晶裂纹是最常见的一种热裂纹,它和焊缝金属的初次结晶过程密切相关。从金属结晶理论可知,先结晶的金属是纯度较高的合金,后结晶的金属杂质较多,并富集在晶粒的周界,而且这些杂质都具有较低的熔点,属于低熔点共晶体,其数量取决于焊缝金属中C、P、S和其他一些能形成共晶体的合金金属含量。
压力容器常用的材料为碳素钢和低合金钢。例如,当钢材的含硫量较高时,会形成FeS,而FeS与铁发生作用能形成熔点只有988℃的低熔点共晶体。在焊缝金属凝固的过程中,低熔点共晶体被排挤在晶界上,形成一种所谓“液态薄膜”。由于液态薄膜的存在减弱了晶粒之间的结合力,晶界的液态薄膜便成了薄弱地带。又因为焊缝金属在结晶的同时体积在缩小,周围金属约束它的收缩而引起焊缝金属受到拉伸应力的作用,于是相应地产生了拉伸变形。若此时产生的变形量超过了晶粒边界具有的变形能力(或塑性),即可沿这个薄弱地带(晶界)开裂而形成结晶裂纹。
由此可见,产生结晶裂纹的原因就在于焊缝中存在液态薄膜和在焊缝凝固过程中受到拉伸应力共同作用的结果。因此,液态薄膜是产生结晶裂纹的内因,而拉伸应力是产生结晶裂纹的外因。
近缝区的结晶裂纹,原理上与焊缝上的结晶裂纹的成因是一致的。在焊接条件下,近缝区金属被加热到很高的温度,在熔合区附近达到半熔化状态。当母材金属含有易熔杂质时,那么在近缝区金属的晶界上,同样也会有低熔共晶体存在,这时在焊接热的作用下,将发生熔化,相当于晶粒间的液态薄膜,与此同时,在拉伸应力的作用下就会开裂。
所以,结晶裂纹一般主要出现在含杂质元素(S、P、Si和C)较多的碳钢的焊缝、单相奥氏体不锈钢、铝及其合金等焊接结构中。
主要影响因素是焊接拉应力、低熔点共晶体(焊缝金属的化学成分)和焊接接头过热(工艺)的程度。
②液化裂纹。液化裂纹也是一种在高温下形成的热裂纹,通常起源于紧靠焊缝熔合线的母材。电弧熔焊时,该区域被瞬时加热到接近钢熔点的高温,由于焊接热循环的温度梯度较大,散热较快,此区域母材晶体本身尚未熔化,而晶界低熔点共晶体可能已完全熔化,当焊接熔池冷却时,如果这些低熔点共晶体未完全重新凝固,而接头的焊接应变已达到较高的水平,则在这些晶界上就会出现裂纹。这些晶间液膜的熔点越低,凝固的时间越长,则钢材形成液化裂纹的倾向越高。另一方面,由焊接热循环决定的近缝区高温停留时间越长,液化裂纹的倾向越严重。
根据以上分析可以认定,液化裂纹的形成主要归因于母材晶粒边界存在一定量的低熔共晶物,也就是说,C、S、P杂质含量较高的钢材对液化裂纹较为敏感。
减小热裂纹倾向的措施有:
①限制母材和焊接材料中易偏析元素和有害杂质的含量,主要指降低S、P等杂质元素的含量。
②限制硫含量,提高锰含量,适当提高Mn/S比,可以置换Fe-FeS低熔点共晶物的Fe,形成熔点1620℃的MnS,从而提高焊缝的抗裂性能。当w(C)=0.10%~0.12%时,只要w(Mn)≤2.5%,都可起到有益作用;当w(C)=0.13%~0.20%时,只要w(Mn)≤1.8%,也可起到有益作用;当w(C)=0.21%~0.23%时,w(Mn)的有益影响范围更窄。
③采用适当的焊接方法和工艺,改进焊接结构形式,采用合理的焊接顺序,提高焊缝收缩时的自由度。控制热的输入,减少焊缝过热。
④在焊接材料中加入Ti、Mo、Nb或稀土元素,抑制柱状晶粒发展,细化晶粒,可明显改善性能。
2)冷裂纹。焊接冷裂纹是目前焊接生产中影响最大的一种缺陷,主要发生在中碳钢、高碳钢、合金结构钢以及钛合金等的焊接接头热影响区,强度极高的高强钢冷裂纹会出现在焊缝中。冷裂纹大致分可为延迟裂纹、淬硬脆化(淬火)裂纹和低塑性脆化裂纹。延迟裂纹是最为普遍的冷裂纹,主要有焊道下裂纹、缺口裂纹和横向裂纹三类。冷裂纹的形成条件为氢的存在、钢的淬硬倾向和焊接拘束应力。
冷裂纹产生的原因:被焊材料淬透性较大,在冷却过程中受到残余的焊接拉力作用时易裂开;焊接时冷却速度很快,氢来不及逸出而残留在焊缝中,氢原子结合成氢分子,以气体状态进到金属的细微孔隙中,并造成很大的压力,使局部金属产生很大的压力而形成冷裂纹;焊接残余应力与扩散氢及淬火脆化同时发生时易形成冷裂纹。
防止措施:焊前预热,焊后缓慢冷却,使热影响区的奥氏体分解能在足够的温度区间内进行,避免淬硬组织的产生,同时有减少焊接应力的作用;焊接后及时进行低温退火和去氢处理,消除焊接时产生的应力,并使氢及时扩散到外界去;选用低氢型焊条和碱性焊剂或奥氏体不锈钢焊条焊丝等,焊材按规定烘干,并严格清理坡口;加强焊接时的保护和被焊处表面的清理,避免氢的侵入;选用合理的焊接规范,采用合理的装焊顺序,以改善焊件的应力状态。
3)层状撕裂。焊接接头中的层状撕裂是一种在焊接热影响区或靠近热影响区形成,并平行于钢板轧制方向扩展的焊接裂纹。
在大型容器焊接结构中,往往采用30~100mm甚至更厚的高强钢,如果焊接时在厚度方向(Z向)承受大的拉伸约束应力,就会发生如图8-35所示的阶梯型裂纹。
层状撕裂产生的原因与Z向约束应力和轧制过程中在板厚方向上形成的非金属夹杂物(硫化物等)有关。
层状撕裂主要以预防为主,不能修复,因为重焊时更容易再度产生层状撕裂。目前,防止层状撕裂的办法主要是选用对层状撕裂敏感性小的材料,在母材材质的选用上减少Z向上的约束(断面收缩率)以及在结构设计(如图8-36所示)和工艺上采取措施(低氢焊条、小热输入和预热等)。
4)再热裂纹。压力容器焊接接头中的再热裂纹,包括焊道层间重热、焊后热处理以及高温长时运行时在焊缝金属或热影响区中产生的晶间裂纹。
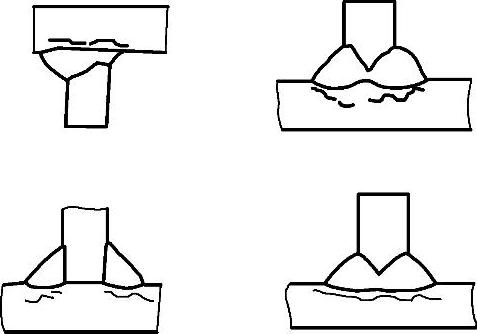
图8-35 层状撕裂
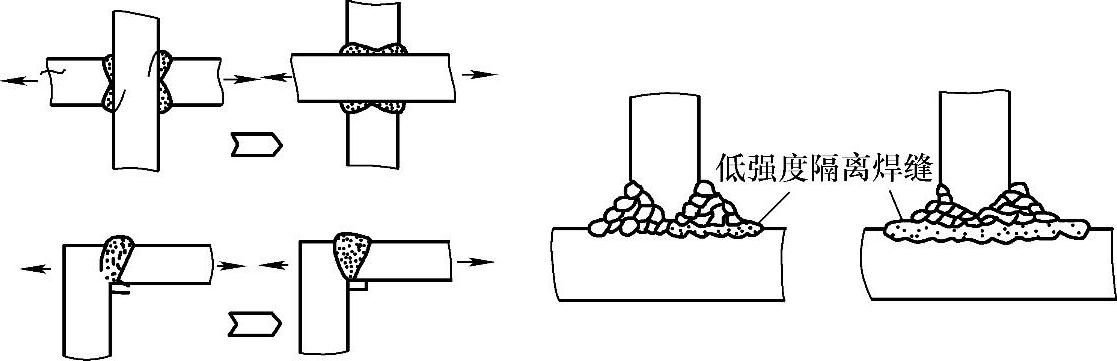
图8-36 减少Z向应力的措施
压力容器中的有些重要零部件需要焊后消除残余应力,而高温回火是目前最常用的消除残余应力方法。这种在零部件回火或高温长期工作中产生的裂纹称为再热裂纹。
①特点:
a.一般只出现在沉淀强化低合金高强钢、珠光体钢、奥氏体钢等材料焊接接头中(含Mo、V、Cr、Nb和Ti等元素)。
b.通常发生在焊接热影响区(HAZ)的粗晶粒区。
c.裂纹起源于应力集中点,如焊趾和焊根处。
d.接头必须有大的残余应力。
e.产生在再热的升温过程中。
②形成条件:晶内强化、局部大的应力集中。
③再热裂纹的控制。主要考虑改善过热粗晶区的塑性和减少残余应力,特别是要减少应力集中。
a.预热和焊后热处理可以降低焊接残余应力,减少过热区硬化。
b.焊接热输入的控制。
c.应用低强焊缝,提高塑性变形能力。
d.减少残余应力(应力集中)
e.TIG焊(钨极亚弧焊)重熔焊缝表面。
f.削去焊缝余高。
g.根除咬边和未焊透。
5)应力腐蚀裂纹。压力容器在特定的腐蚀介质下,受拉应力和焊接残余应力联合作用而产生的延迟开裂称为应力腐蚀裂纹。这种裂纹多出现在焊缝金属上,也可在热影响区内形成。奥氏体不锈钢对应力腐蚀裂纹最为敏感。
应力腐蚀裂纹形成必须具备的条件有:
①对应力腐蚀裂纹敏感的合金种类。
②可能引起应力腐蚀裂纹的腐蚀介质。
③一定数值的拉应力。
可能引起应力腐蚀裂纹的各种腐蚀介质见表8-11。
表8-11 可能引起不同钢种应力腐蚀开裂的腐蚀介质

(续)

有效防止应力腐蚀裂纹的措施有:
①合理选择结构材料:一是在设计时合理选择母材,二是在制造时合理选择焊材。
②减少或消除焊件中的残余拉应力:严格控制装配质量,制定合理的工艺规程,焊后必须进行消除应力热处理等。
③改善介质条件。减少和消除介质中的有害化学离子和在腐蚀介质中添加缓蚀剂。
④表面防护。容器中在与腐蚀介质接触的一侧可采用喷涂耐蚀金属层、塑料涂层、表面堆焊不锈钢等方法。此外,除高强钢或其他氢脆敏感的材料外,可采用外加电位的阴极保护法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。