



在压力容器制造过程中,焊缝的接头形式和焊缝的坡口形式都会直接影响容器的焊接质量,而容器的制造质量在很大程度上取决于容器的焊接质量,因此在容器的制造过程中对焊接方面的要求很高。
1.焊接接头
焊接接头是焊缝(焊肉)、熔合线和热影响区三部分的总称。在焊接前,应根据焊接部位的形状、尺寸、受力的不同,选择合适的接头类型。常见的接头形式有对接、搭接、T形接和角接等,如图8-14所示。
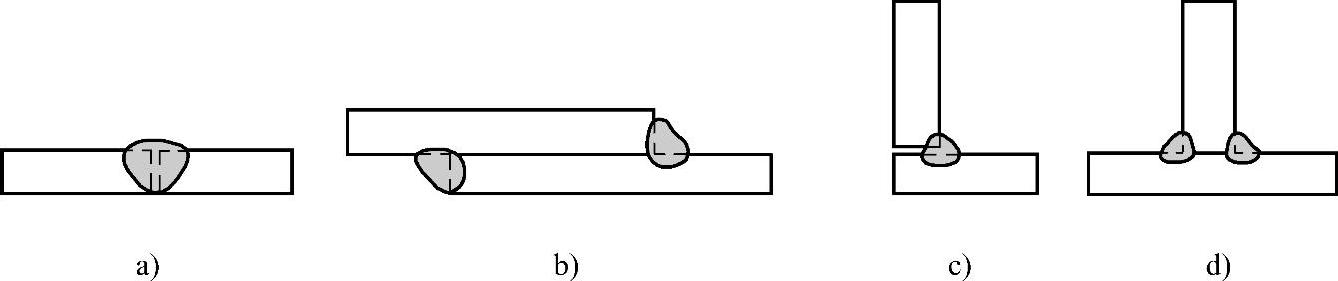
图8-14 常见的接头形式
a)对接接头 b)搭接接头 c)角接接头 d)T形接头
在压力容器设计中,GB150.1~150.4-2011将压力容器的焊接接头按其所在部位及不同部位间的连接和其在容器整体强度与安全中所处的地位不同,将它们分为A、B、C、D四类,非受压元件与受压元件的连接接头为E类焊接接头,如图8-15所示。压力容器的受压焊接接头具体分类见表8-3。
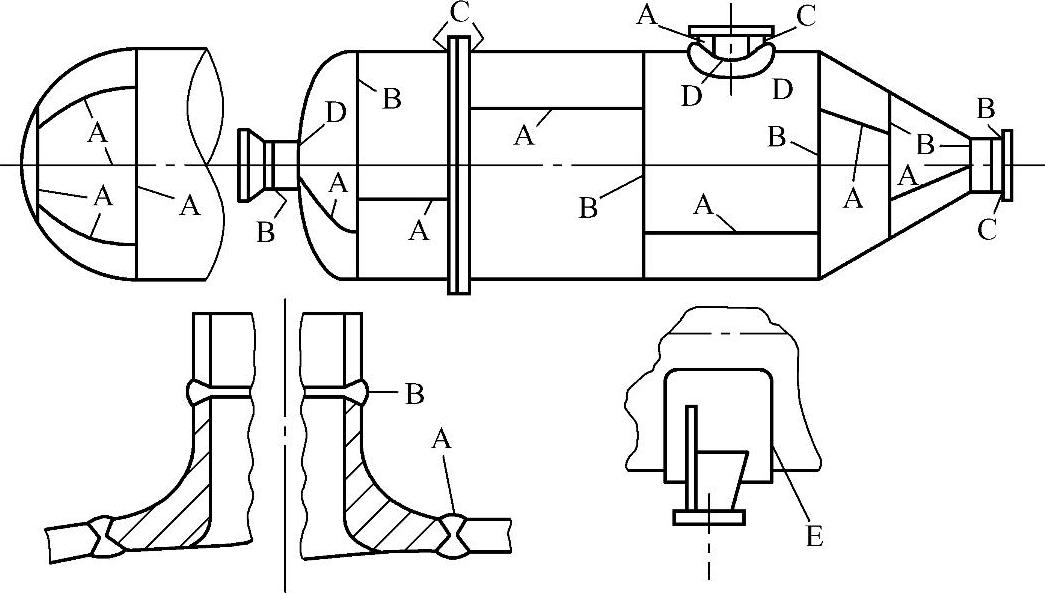
图8-15 压力容器焊接接头分类
在压力容器设计中,对压力容器的接头形式主要有以下要求:
1)A、B类焊缝是容器上要求最高的焊缝,必须采用对接焊缝。对接焊缝的优点:易于焊透,质量易于保证,易于做无损检测,可得到最好的焊缝质量。
表8-3 压力容器受压焊接接头分类(https://www.xing528.com)
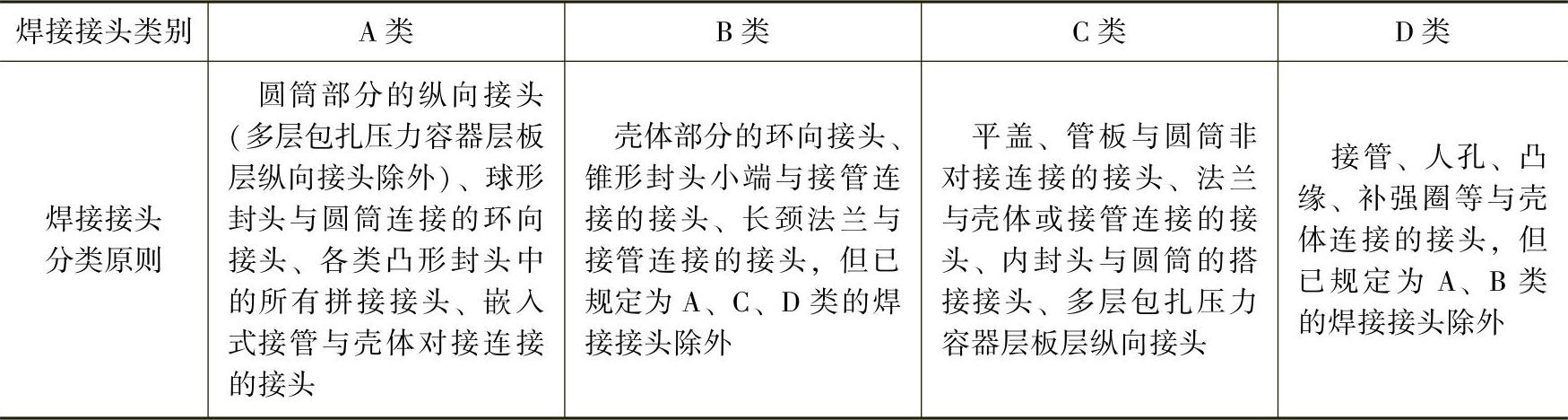
2)对接接头应采用等厚度焊接,当厚度不等的两部分回转壳体对接时,必须使接头两侧的厚度保持基本相等,以尽量减小刚度差,降低应力集中,便于焊接。若两对接接头厚度差超过了规范允许的范围,则需要做削边处理,其削薄部分的长度应至少是两板厚度差的三倍,即斜度至少为1∶3。
3)焊接接头应便于进行无损检测,对某些无损检测要求较高的容器,应将一些搭接或角接的接头设计成对接接头,这样不但使应力集中有所改善,而且能方便地进行射线或超声波检测,从而保证容器的焊接质量。
2.焊接坡口
在压力容器设计中,受压容器焊接接头的坡口设计是焊接结构设计的重要内容。在焊接时为确保焊件能焊透,必须开一定形状的坡口。在焊缝坡口设计中坡口的公称尺寸包括坡口角度α、根高P和根距C三个主要要素,如图8-16所示。在坡口设计中,焊根高P的作用是造成一个熔池,若熔池过低,易熔穿;若熔池过高,则清根工作量大。焊根距C过大时会使熔化金属漏失;若过小则清根不透,易形成未焊透。设计焊接坡口时,当焊件厚度小于6mm,只需在接头处留一定的间隙,就能保证焊透。但在焊较厚的工件时,就需要在焊接前,把焊件接头处加工成一定的形状,以确保焊透。对接接头是采用最多的一种接头形式,这种接头常见的坡口形式有“Y”形坡口、双“Y”形坡口、“U”形坡口(当板厚达到20~60mm时,为减少焊接量并减小变形)、双“U”形坡口和“UV”形坡口,为防止焊接时烧穿,坡口处均应留一定的钝边,如图8-17所示。
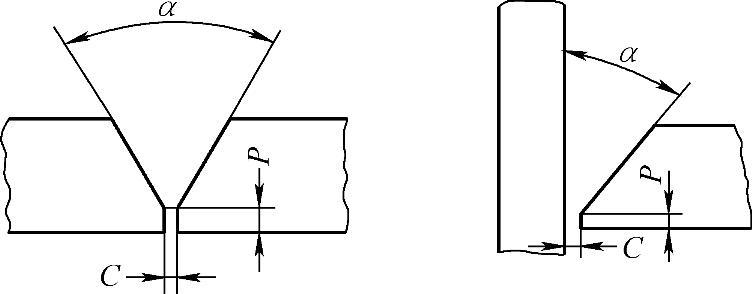
图8-16 坡口的公称尺寸
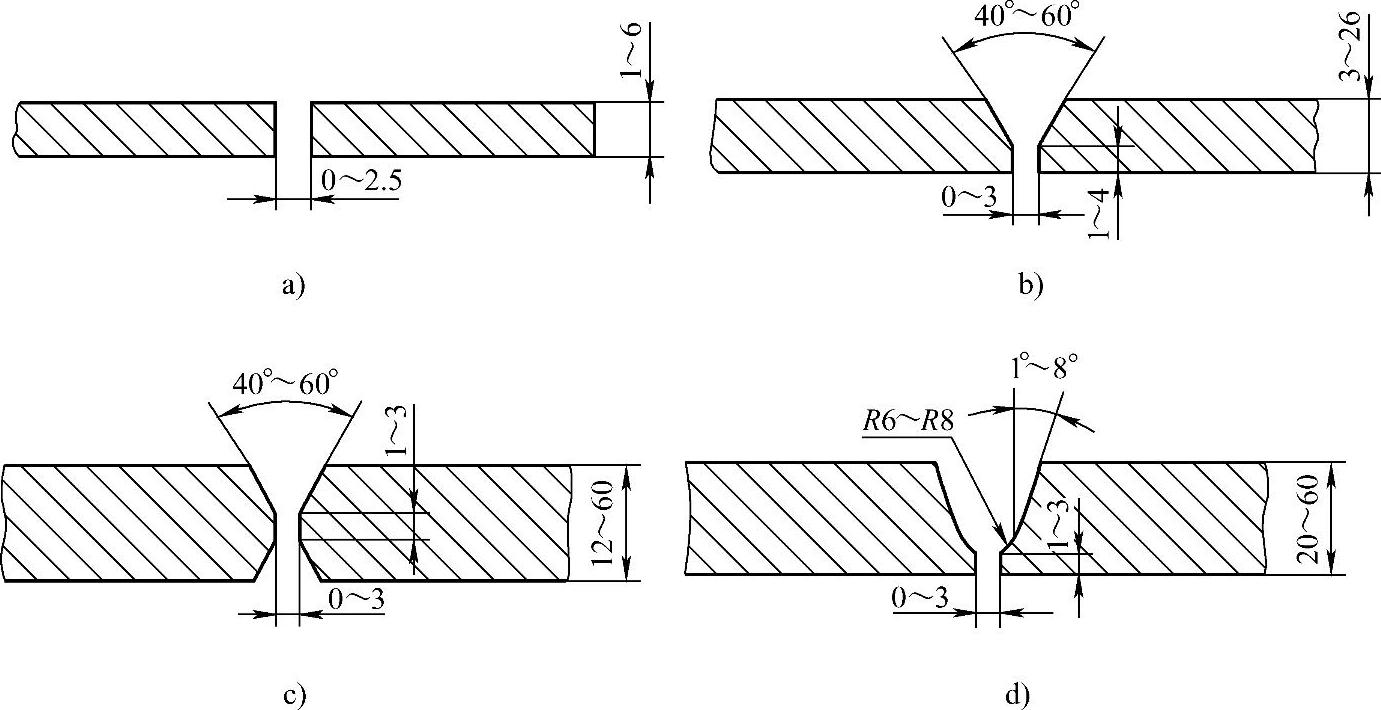
图8-17 对接接头的坡口形式
a)Ⅰ形坡口 b)Y形坡口 c)双Y形坡口 d)U形坡口
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。