



筒体是由若干筒节通过环向焊缝焊接构成,筒节是通过板材卷圆和纵向焊缝焊接而成。这里我们主要介绍单层筒体的成形过程。
1.筒节的卷圆原理
筒节卷圆也称滚圆或卷板,是筒节的基本制造方法。滚弯原理是利用卷板机对钢板施以连续均匀的塑性弯曲以获得圆柱面。卷板机主要分为以下几种。
(1)对称式三辊卷板机
对称式三辊卷板机的工作原理如图8-6a所示。卷圆时可将钢板看做是简支板梁,两个下辊为驱动辊并起支承钢板的作用,两下辊同向等速转动时带动钢板运动。上辊可在垂直方向上做上下移动,以调节弯曲半径。这种卷板机结构简单、紧凑,重量轻,易于制造和维修,但它最大的缺点是在所卷筒节的两个板端产生直边。
(2)两下辊可单独做垂直方向移动的对称式三辊卷板机
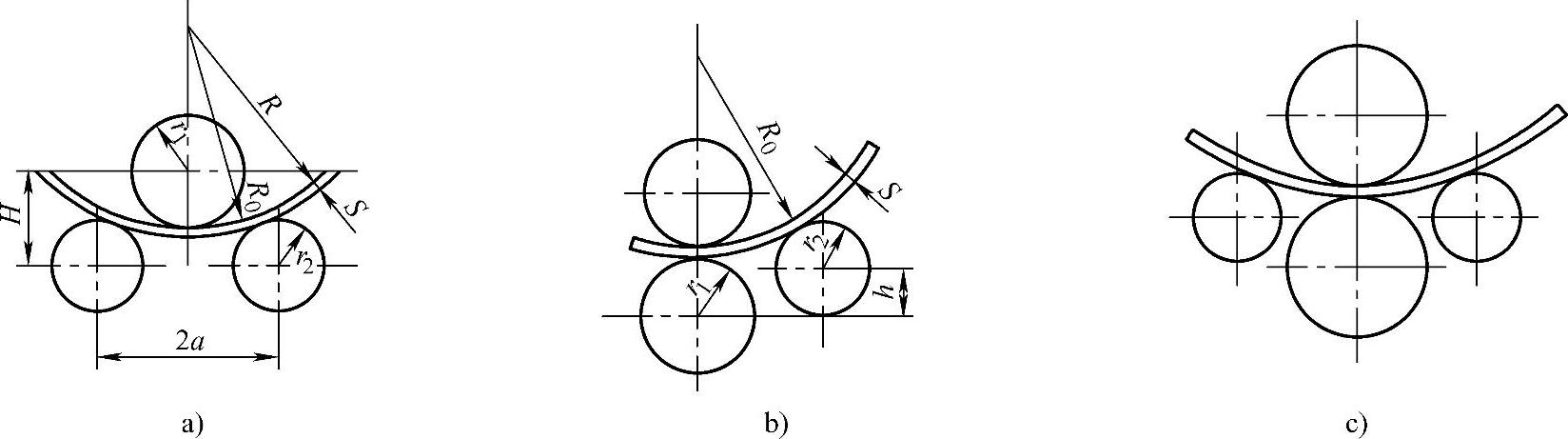
图8-6 卷板机辊轴安排图
a)对称三辊 b)非对称三辊 c)四辊
该种卷板机的工作原理如图8-7所示。它是依靠两下辊依次上升分别对两板头加压进行预弯,以消除直边。这种卷板机操作简单、机构不复杂,在生产中得到广泛应用。

图8-7 下辊可作垂直移动的对称式三辊卷板机工作过程图
(3)非对称式三辊卷板机
非对称式三辊卷板机的工作原理如图8-6b所示。上、下辊在同一垂直中心线上,卷圆时可将钢板看做是悬臂梁,另一个下辊可做斜向移动,这样上、下辊垂直侧的直边量就可缩到最短,约为钢板厚度的两倍。这种卷板机不仅可卷圆筒节,由于侧辊两端的位置可分别调节,故也可卷锥形筒体。
(4)四辊卷板机
四辊卷板机的工作原理如图8-6c所示。其上辊为驱动辊;中间下辊可上、下垂直移动,用以夹紧钢板;两侧下辊可沿斜向升降,对钢板施以塑性变形所需的力。四辊卷板机可以进行预弯工作,以克服直边的产生。(https://www.xing528.com)
由于四辊卷板机的设备费用较高,有被新型三辊卷板机替代的趋势。
此外,还有立式卷板机和两下辊可同时水平移动的三辊卷板机。
2.筒节的制造工艺
单层筒体的制造过程主要由材检、划线、下料、筒节卷圆、纵向焊缝焊接、矫圆、筒节组对、环向焊缝焊接、检验等工序组成。
(1)筒节的卷圆
筒节的卷圆制造过程主要由预弯、卷前准备、对齐、卷圆等四步组成。
1)预弯。预弯亦称压头。板料在卷板机上卷圆时,均有可能产生直边,因此在卷圆前首先应对板料进行消除直边处理,即预弯。消除直边的方法主要有三种:预留直边、滚弯直边和模压直边。
2)卷前准备。在卷圆之前首先应该调准滚轴轴线,确保平行,否则会使两侧的实际下压量不等,造成筒节两侧弯曲半径不等形成锥度。
3)对齐。将预弯后的板料置于卷板机上卷圆前,应使板料的纵向素线与滚轴轴线保持严格平行,否则卷成的筒节端部边缘不是平面内的圆,而是一条螺线,称为错口。
4)卷圆。卷圆分为冷卷、热卷和温卷三种。在实际操作中并不是用计算压下量或上推量的方法来控制滚弯半径,而是用一个薄铁板制成的内样板去检验已卷出部分的实际半径值,然后再确定下一步的下压量。一般总下压量要分几次完成,尤其是板厚接近卷板机最大厚度时。卷圆操作中要注意避免卷圆过度,因为卷板机自身无法矫回。
(2)筒节纵向焊缝焊接
焊前应开好坡口,并准备焊接试板,一般常采用埋弧焊焊接,焊后按国标及图样要求进行焊后热处理。试板应和筒节同时施焊和同炉热处理。
(3)筒节组对和环向焊缝焊接
筒节组对时应注意保证环向焊缝坡口的适配性和焊缝间距。环向焊缝一般采用埋弧焊焊接。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。