



磁粉检测是用来检查铁磁性材料(如铁、钴、镍及其合金)表面或近表面(表面下5~7mm)缺欠的一种检测方法。
(一)磁粉检测的原理
自然界有些物体具有吸引铁、钴、镍等物质的特性,我们把这些具有磁性的物体称为磁体。使原来不带磁性的物体变得具有磁性则称为磁化,能够被磁化的材料称为磁性材料。磁体各处的磁性大小不同,在它的两端最强,这两端称为磁极。磁体周围空间存有力的作用,我们把磁力作用的空间称为磁场。为了形象地描述磁场,采用了磁力线的概念,磁力线方向表示磁场的方向,磁力线密度表示磁感应强度的大小,磁力线密度大的地方表示磁感应强度大,磁力线密度小的地方则表示磁感应强度小。
我们知道,如果把一个铁磁性材料制成的焊件放在两磁极之间,这时焊件被磁化,焊件就有磁力线通过。如果焊件本身没有缺欠且各处的磁导率都一致,且磁力线在其内部是均匀连续分布的。但是,当焊件内部存在缺欠时,如裂纹、夹杂、气孔等,由于它们是非铁磁性物质,其磁阻非常大,磁导率低。必将引起磁力线的分布发生变化。缺欠处的磁力线不能通过,将产生一定程度的弯曲而偏离原来的方向,这种现象则称为磁力线的逸散。当缺欠位于或接近焊件表面时,磁力线不但在焊件内部产生弯曲,而且还会穿过焊件表面漏到空气中形成一个微小的局部磁场,如图12-31所示。这种由于介质磁导率的变化而使磁通泄漏到缺欠附近空气中所形成的磁场,称作漏磁场。它使缺欠两侧形成N—S磁极。这时如果把磁粉喷洒在焊件表面上,磁粉将在缺欠处被吸附,形成与缺欠形状相应的磁粉聚集线,称为磁粉痕迹.简称磁痕。通过磁痕就可将漏磁场检测出来,并能确定缺欠的位置(有时包括缺欠的大小、形状和深度)。磁痕的大小是实际缺欠的几倍或几十倍,从而易被肉眼察觉。当焊件在相同的磁化条件下,表面磁粉聚集越明显,则反映此处的缺欠离表面越近和越严重。但是,缺欠距表面一定深度或在焊件内部时,因其造成的漏磁场磁力线逸散在表面处反映不出来,见图12-31。因此,这种方法只适合于检查焊件表面和近表面缺欠。当缺欠方向与磁力线同向时,漏磁场很小,见图12-32a,如果其构成的角度小于20°,则难以发现。
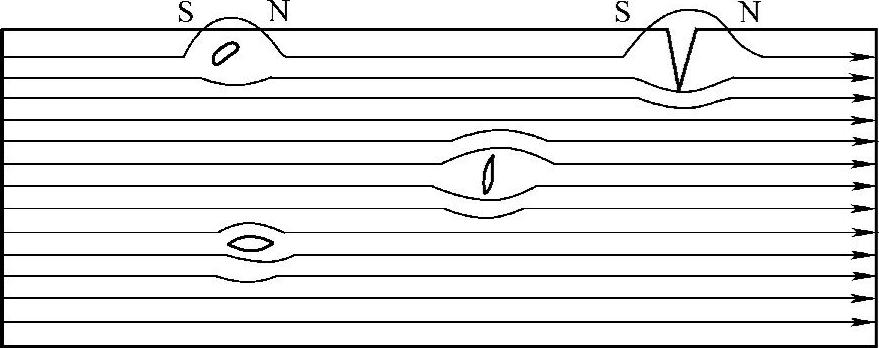
图12-31 缺欠附近的磁通分布
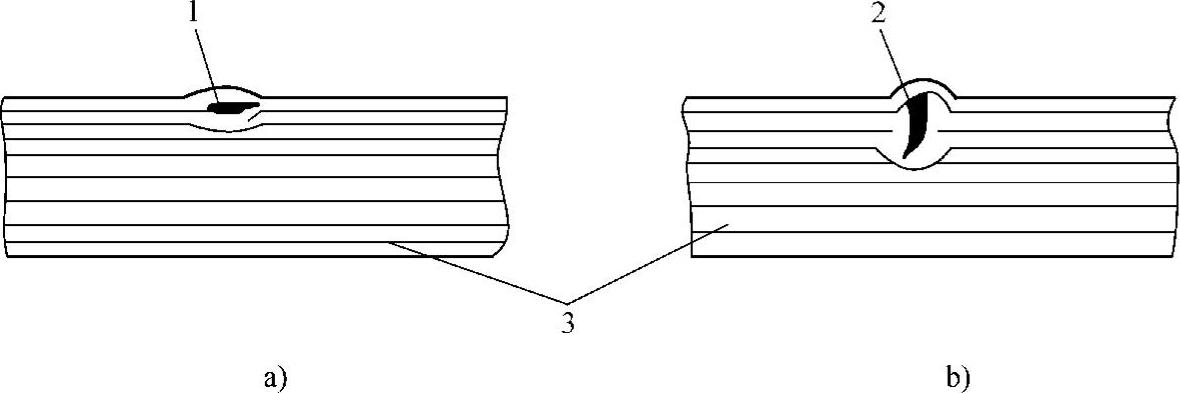
图12-32 缺欠位置不同时磁通的变化
a)缺欠与磁力线同向 b)缺欠与磁力线垂直
1、2—缺欠 3—焊件
磁粉检测分为荧光磁粉检测和非荧光磁粉检测两种。磁粉检测的设备分为直流电磁化和交流电磁化设备,即称为磁粉检验仪。直流电产生的磁场强度大,可检出较深处的缺欠。交流电由于集肤效应,磁力线集中于材料表面,只能发现浅层l~2mm之内的缺欠。但交流磁化法检测表面裂纹能力较直流法灵敏。
为检测出各种不同方向的线性缺欠,在检测时,至少要对被测表面进行两个相互垂直方向的磁化。利用旋转磁场检测机,一次磁化可发现各个方向上的缺欠,能显著提高检测效率。检测仪器上还带有滚轮装置可在焊缝上移动。
(二)磁化
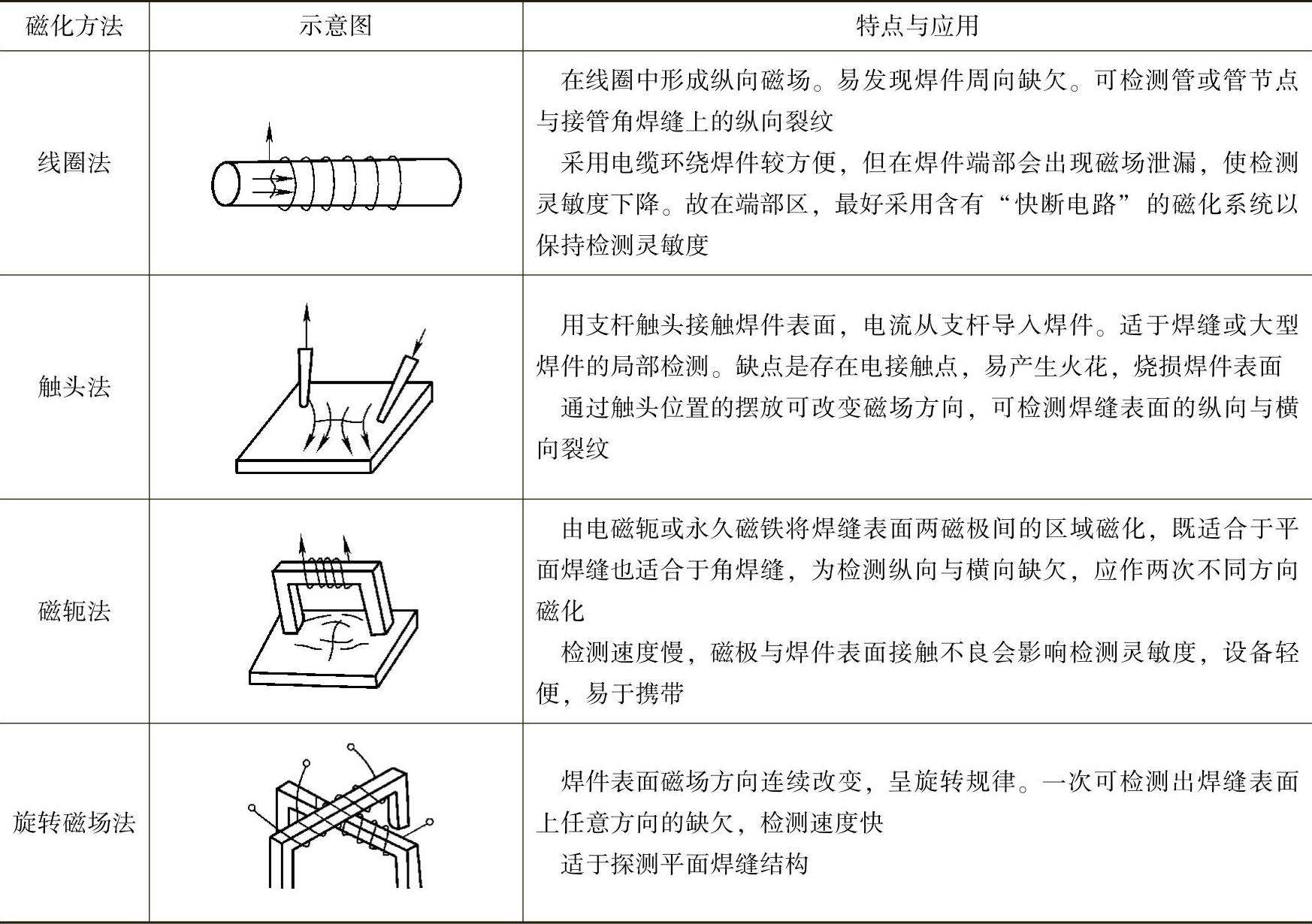
进行磁粉检测时,首先应磁化构件的待检区,磁化时可采用交流、直流、脉动电流等,并保持磁场方向与缺欠方向尽量地垂直。由于交流有集肤效应,一般适合于探测表面缺欠(最大深度约2~3mm),直流磁场渗透较深可检测表面与近表面缺欠(最大深度达5~8mm)。采用的磁化方法应与被检查的结构和焊缝相匹配,各种磁化方法的特点与适用范围见表12-15。
表12-15 各种磁化方法的特点与适用范围
(三)磁粉及磁悬液
磁粉是磁粉检测的显示介质。磁粉检测的灵敏度除取决于磁场强度、磁力线方向、磁化方法、焊件磁导率及其表面粗糙度外,还与磁粉的质量,即磁粉的磁导率、粒度等有很大的关系。选择磁粉时要求具有很高的磁化能力,即磁阻小、高磁导率;具有极低的剩磁性,磁粉间不应相互吸引;磁粉的颗粒度应均匀,通常为2~1mm(200~300目);杂质少,并应有较高的对比度;悬浮性能好。目前国产磁粉有黑色、白色、棕色、橙色和红色等。
磁悬液是湿法磁粉检测时,将磁粉混合在液体介质中形成的磁粉悬浮液。把磁粉悬浮在水里成为水磁悬液,磁粉悬浮在油里则成为油磁悬液(通常采用煤油或变压器油)。水磁悬液的应用比油磁悬液广,其优点是检验灵敏度较高,运动粘度较小,便于快速检验。
在磁悬液里的磁粒子数目称为浓度,如果磁悬液的浓度不适当,其检测结果会不准确。磁粒子太少,将得不到应有的检测显示或显示很不清楚;磁粒子太多,检测的显示就将被掩盖或模糊不清。因此,需经常核对磁悬液的浓度。(https://www.xing528.com)
(四)磁粉检验的一般程序
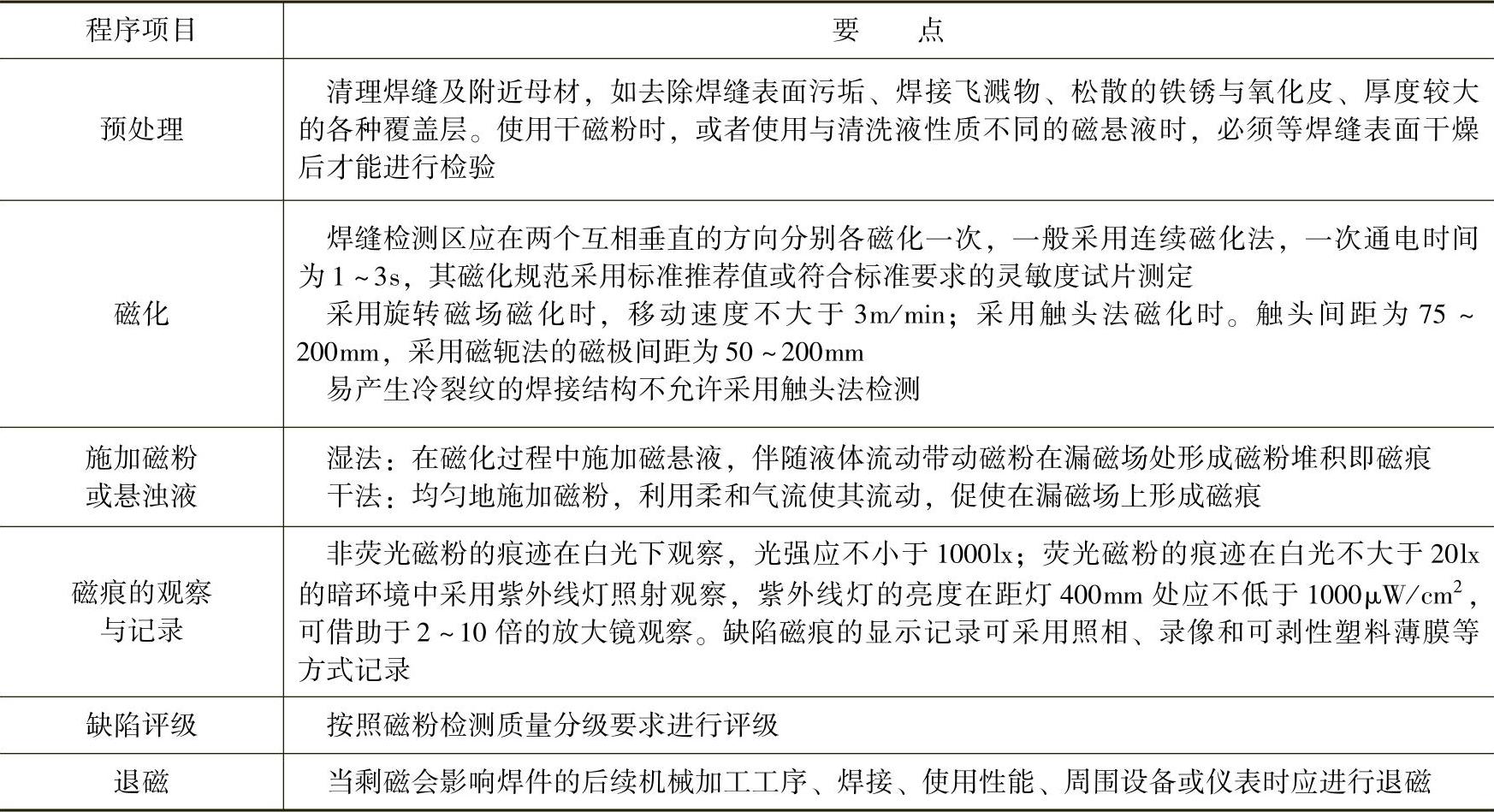
焊缝磁粉检测的一般程序包括预处理、磁化、施加磁粉或悬浊液、磁痕的观察与记录、缺陷评级、退磁等,其工艺要点见表12-16。
表12-16 磁粉检测的工艺要点
(五)磁痕显示的分类与磁粉检测质量分级
磁痕的分类与检测质量分级,应按JB/T4730.4—2005《承压设备无损检测第4部分:磁粉检测》规定进行。该标准简述如下:
1.磁痕显示的分类 磁痕显示分为三类,即相关显示、非相关显示和伪显示。长度与宽度之比大于3的缺陷磁痕,按条状磁痕处理;长度与宽度之比不大于3的磁痕,按圆形磁痕处理。长度小于0.5mm的磁痕不计。两条或两条以上缺陷磁痕在同一直线间距不大于2mm时,按一条磁痕处理,其长度为两条磁痕之和加间距。缺陷磁痕长轴方向与焊件(轴类或管类)轴线或母线的夹角大于或等于30°时,按横向缺欠处理,其他按纵向缺欠处理。
2.磁粉检测质量等级
磁粉检测不允许存在任何裂纹和白点,紧固件和轴类零件不允许产生横向缺陷。
(1)焊接接头的磁粉检测质量分级 见表12-17。
表12-17 焊接接头的磁粉检测质量分级
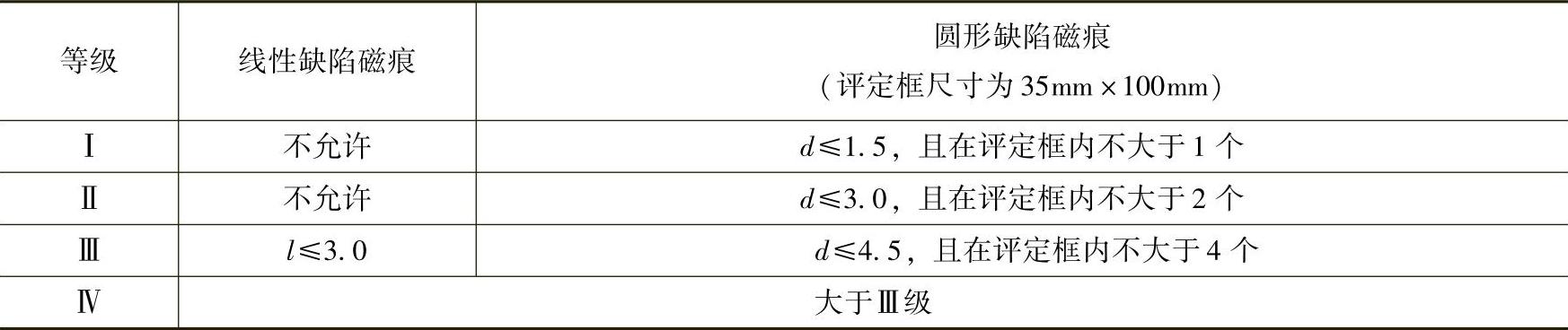
注:l表示线性缺陷磁痕长度,mm;d表示圆形缺陷磁痕长径,mm。
(2)受压加工部件和材料磁粉检测质量分级见表12-18。
表12-18 受压加工部件和材料磁粉检测质量分级 (单位:mm)
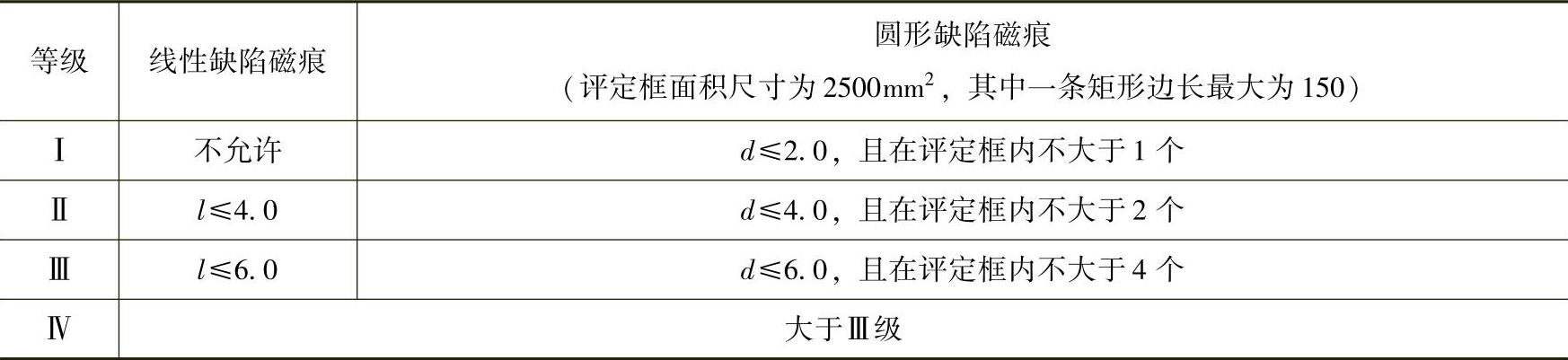
注:l表示线性缺陷磁痕长度,mm;d表示圆形缺陷磁痕长径,mm。
(3)综合评级 在圆形缺陷评定区内同时存在多种缺陷时,应进行综合评级。对各类缺陷分别评定级别,取质量级别最低的级别作为综合评级的级别;当各类缺陷的级别相同时,则降低一级作为综合评级的级别。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。