



(一)受热面管件的分类
锅炉受热面管件在锅炉的受压元件中所占比重最大、金属耗量最多、分布最广泛,它起着加热介质,产生蒸汽的作用。受热面管件按照受热方式的不同一般分为辐射受热面管件和对流受热面管件。辐射受热面管件接受的是炉膛中火焰燃烧所发出的辐射热;而对流受热面接受的是与之对流的烟气所传输的热量。具体地说,辐射受热面管件又分为辐射蒸发器、辐射过热器、辐射再热器;而对流受热面管件分为对流过热器、对流再热器等。其中辐射蒸发器即为炉膛水冷壁,或称为膜式水冷壁;辐射过热器、辐射再热器、对流过热器和对流再热器,则统称为蛇形管部件。
炉膛水冷壁,是由小直径管与扁钢相焊接组成的膜式壁管屏,围绕在炉膛的周围,接受火焰的辐射热,再传递给管内流动的介质,使之变成饱和蒸汽。
过热器和再热器,是由多根规格与材质相同或不同的、展开长度超过20m的小直径管,经过往复多次的弯曲,并通过一些起连接、固定作用的附件,多管圈套装在一起组成的蛇形管管屏,它们位于炉膛的上部和烟道中。
(二)受热面管件的制造设备
对于大型电站锅炉的制造厂来说,受热面管件的制造一般都配备自动化程度高、占地面积较大、成系统布置的生产线,如水冷壁管屏气体保护焊焊接生产线、蛇形管屏系统弯生产线等,这些生产线集直管焊接、探伤、弯曲、焊接成屏于一身,在受热面管件产品的生产中发挥了重要的作用。另外配备用于管子表面清理、下料、坡口加工、管屏弯曲、水压等设备,如直管抛丸(抛光)清理机、切管机、坡口机、管端成型机、成排弯曲机及水压泵等。
(三)受热面管件常用的材质及规格
受热面管件根据其壁温和压力的不同,所选用的材质及规格也不同。受热面管子材质比较复杂,从碳钢、低合金耐热钢、中合金耐热钢到奥氏体不锈钢等。随着锅炉参数的不断提高,新材料的不断研究与开发,大量的新材料被应用到锅炉制造中,例如HR3C(P310HCbN)、SUPER304H、TP347HFG、HCM12A、NF616、HCM2S等新材料已相继在超临界及超超临界锅炉制造中得到了应用。典型300MW亚临界锅炉受热面承压部件材料的选择见表11-34。
(四)受热面管件对接常用的焊接方法及坡口形式
受热面管件的对接,可采用手工TIG焊、机械冷丝TIG焊、机械热丝TIG焊、机械TIG+MIG焊、摩擦焊、(FRW)、等离子弧焊(PAW)等焊接工艺方法。焊接坡口的准备应遵循“内倒外磨”的原则(摩擦焊除外),以提高焊接质量,即管子内壁均进行内镗孔或内倒角,消除内错边;管件外壁坡口两侧20~50mm范围内进行磨光。对于受热面管件来说应尽量采用机械焊接,这样既可以保证焊接质量,又提高生产效率,在受到产品规格和结构的限制时,才采用手工TIG焊。对于直径较大,管壁较厚的管子推荐采用机械热丝TIG焊或机械TIG+MIG焊接。摩擦焊主要适用于直径为ϕ32~51mm,壁厚为3.5~7mm,材质为20G、15CrMo、12Cr1MoV的受热面小径管焊接。小径管对接常见的坡口形式见图11-41。
表11-34 300MW亚临界锅炉受热面承压部件材料的选择(https://www.xing528.com)
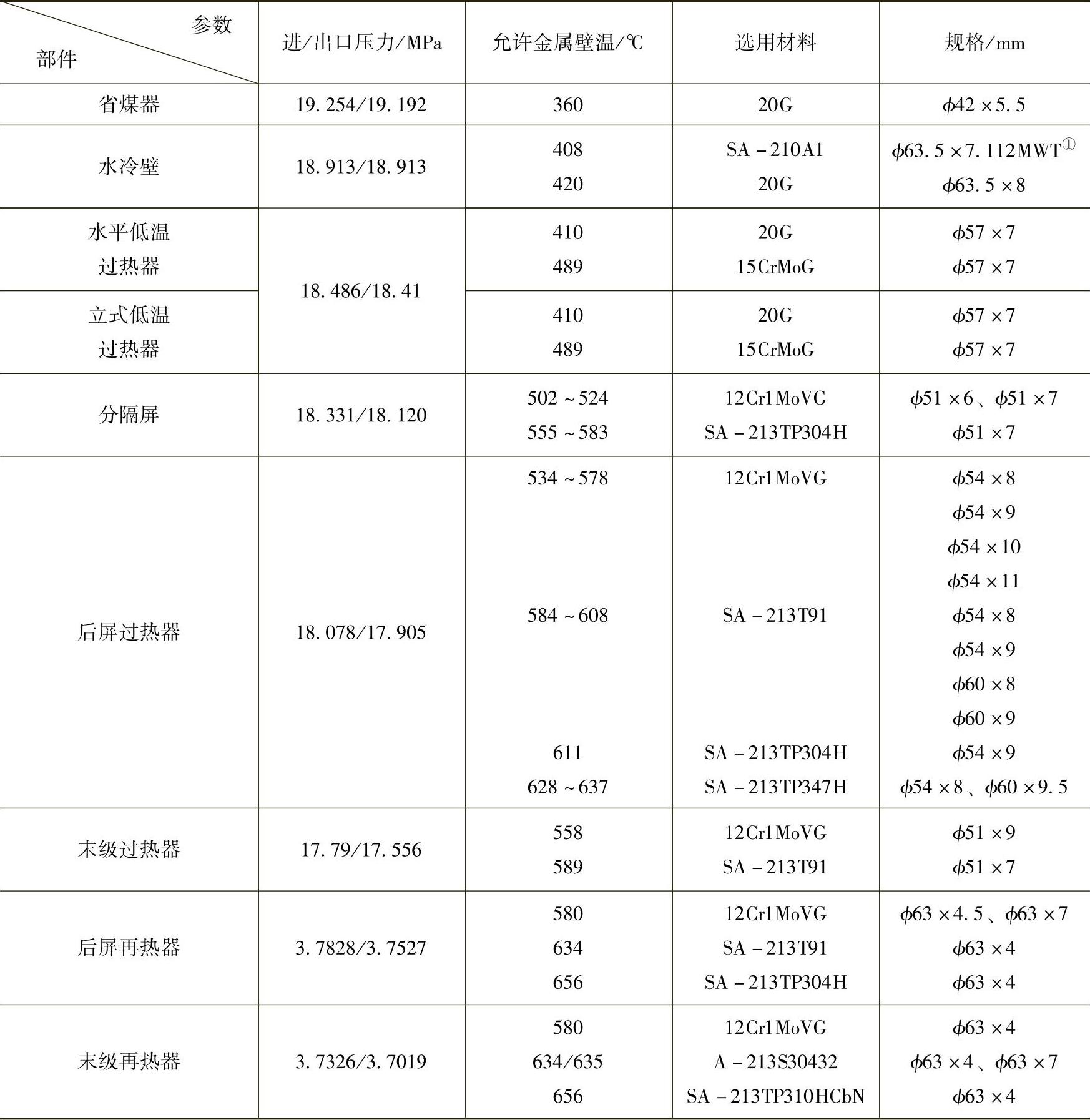
①MWT是英文首字母缩写,全称为Minimum Wall Thickness,意思为管子的最小壁厚,此部分管子一般采用内螺纹管。
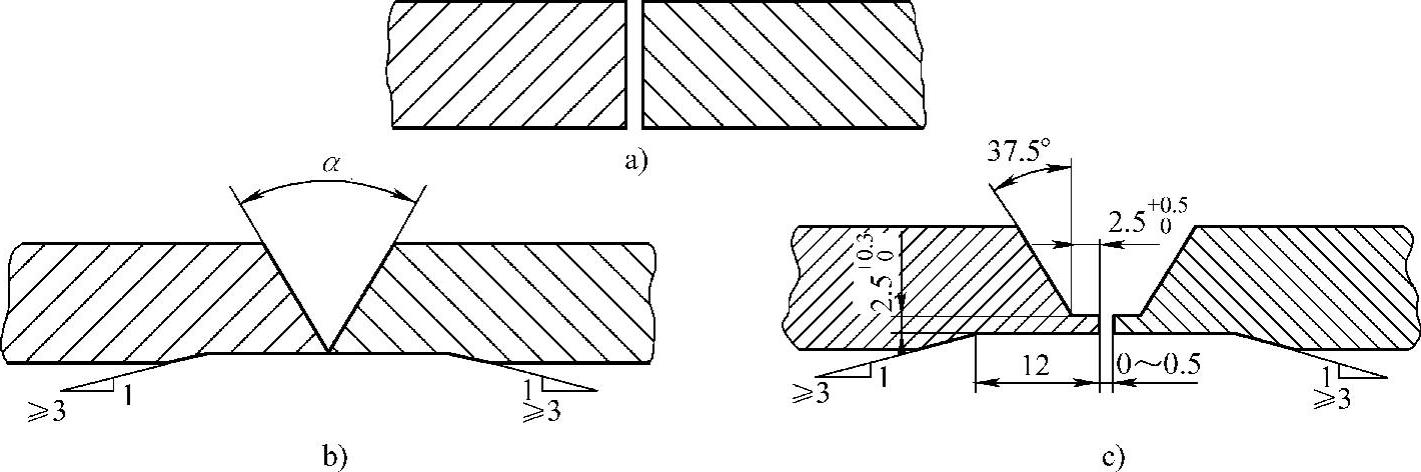
图11-41 小径管对接常见坡口形式
a)摩擦焊及等离子弧焊 b)氩弧焊 c)TIG焊+MIG焊
(五)受热面管件焊接时焊接材料的选择
受热面管件通常是在高温下运行的,因而在选择焊接材料时,要重点考虑高温性能及焊接材料与母材化学成分的一致性,管件对接焊接材料的选择见表11-35。管件与承载附件焊接时,焊接材料的选择见表11-36。
(六)受热面管件的质量检验
对于受热面管件的对接接头,可选用100%工业电视检测(X-TV)、100%的射线检测(RT)、100%的超声波检测(UT)等无损检测方法。对于一些重要承受载荷的附件焊缝、如吊耳、密封板以及与马氏体耐热钢焊接的附件焊缝,焊后进行100%的PT或MT检测。为检验焊接接头和弯头的内部流通截面积,清理内部杂物,所有受热面管件采用100%的通球检验,通球检验包括钢球和海绵球。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。