



30万t/年合成氨气化炉主壳体是一种典型的复合板容器,壳体材质为SA387Gr11CL2钢+022Cr19Ni10(304L)或022Cr17Ni12Mo2(316L)不锈钢,厚度为86mm+4mm,筒体直径ϕ2792mm。其纵、环缝和接管T形接头的焊接工艺概述如下:
(一)筒体纵、环缝的焊接
1.接头形式 见图11-29。

图11-29 复合板对接坡口形式及操作要求
1—不锈钢覆层 2—基材 3—基材焊缝 4—过渡层焊缝 5—覆层焊缝
2.筒体纵、环缝焊接时焊接材料的牌号及规格 见表11-15。
表11-15 筒体纵、环缝焊接时焊接材料牌号及规格

3.焊接参数 焊接预热及层间温度:基层焊接时最小预热温度为150℃,最大层间温度为300℃;过渡层焊接时最小预热温度为120℃,最大层间温度为200℃;覆层焊接时不预热,最大层间温度为150℃。筒体纵、环缝的焊接参数见表11-16。
表11-16 筒体纵、环缝的焊接参数

基层焊接后进行300~400℃/2~3h消氢处理。
4.焊接操作要求 焊接坡口及操作要求见图11-29。首先,基层V形坡口部分用AWS E8018-B2焊条电弧焊焊接,第一层用ϕ4.0mm焊条,其余层用ϕ5.0mm焊条焊接,基材焊缝应低于基材表面1~2mm。焊接基材U坡口部分时,采用埋弧焊方法,焊丝及焊剂为AWS F7P4-EB2-B2ϕ4.0mm。
消氢处理后进行过渡层的焊接,过渡层用E309MoLϕ3.2mm焊条焊接,过渡层焊接时先焊两侧R处焊道,然后再焊其他焊道。用E316Lϕ4.0mm焊条进行覆层的焊接。不锈钢焊接时采取窄焊道不摆动焊,焊道间压道量为35%~40%。
对焊接接头进行无损检测。待筒体所有管接头及附件焊接完成后,进行整体消除应力热处理。
(二)筒体与接管的焊接。(https://www.xing528.com)
1.接头形式 见图11-30。
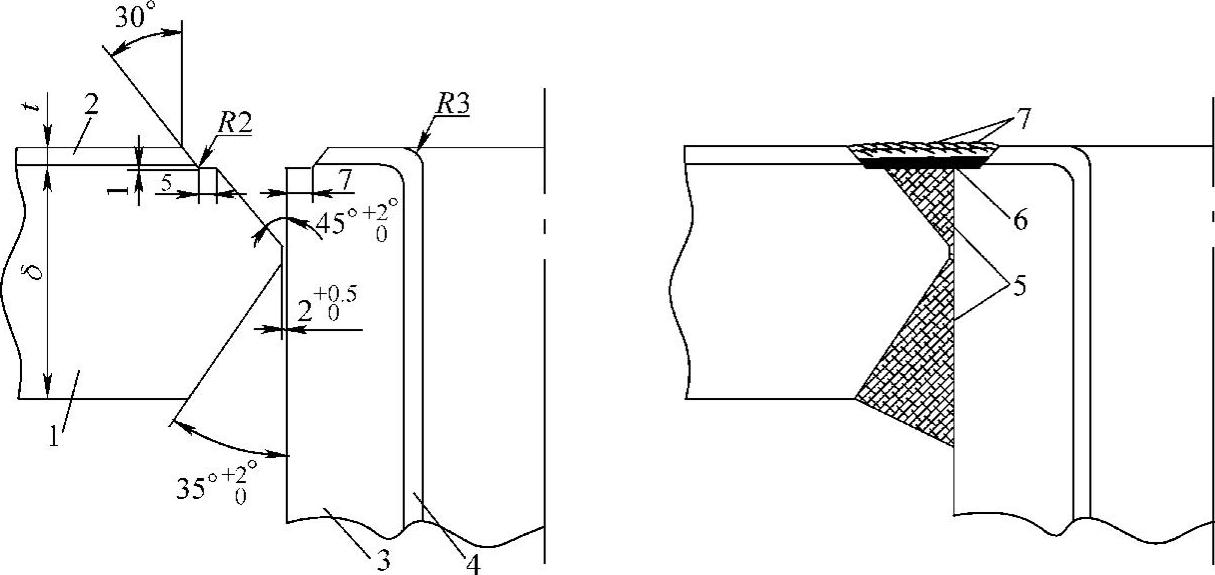
图11-30 复合板角接接头坡口形式及操作要求
1—基材 2—不锈钢覆合层 3—接管 4—不锈钢堆焊层 5—基材焊缝 6—过渡层焊缝 7—覆层焊缝
2.筒体与接管焊接时焊接材料的牌号及规格 见表11-17。
表11-17 筒体与接管焊接时焊接材料牌号及规格

3.焊接参数 基材焊接时最小预热温度为150℃,最大层间温度为300℃;碳弧气刨清根前焊件需预热至200℃。过渡层焊接时最小预热温度为120℃,最大层间温度为200℃;覆层焊接时不预热,最大层间温度为150℃。筒体与接管的焊接参数见表11-18。
基材焊接后需进行300~400℃/2~3h的消氢处理。
表11-18 筒体与接管的焊接参数
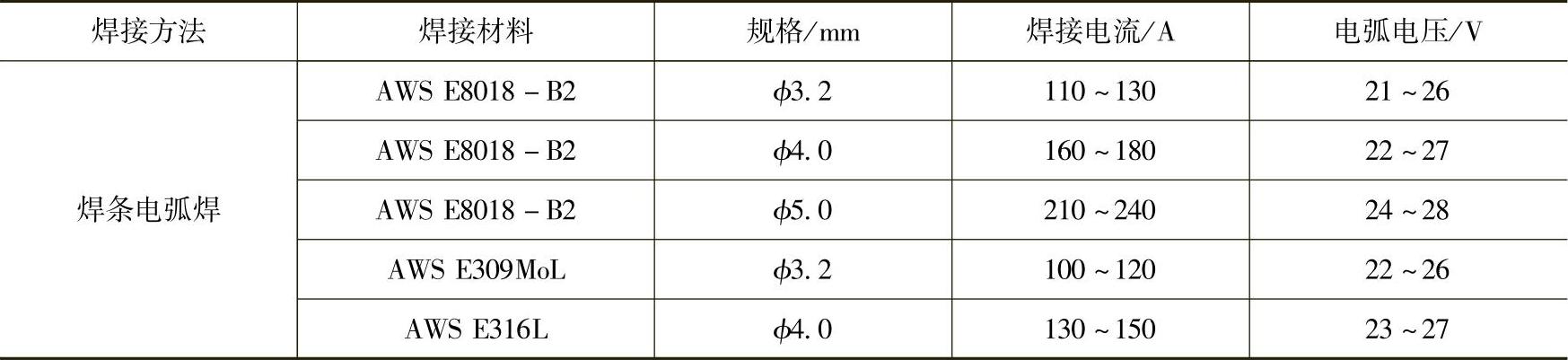
4.焊接操作要求 焊接坡口及操作要求见图11-30。基材外侧坡口部分用AWSE8018-B2焊条电弧焊焊接。第一层用ϕ3.2mm焊条焊接,第二、三层用ϕ4.0mm焊条焊接,其他层用ϕ5.0mm焊条焊至15mm左右,背面碳弧气刨及打磨清根后焊满内侧坡口,注意内侧基材焊缝应低于覆层与基材交界面1~2mm,焊满外侧坡口。
消氢处理后进行过渡层的焊接,过渡层用AWSE309MoLϕ3.2mm焊条焊接,过渡层焊接时先焊两侧R处焊道,然后焊其他焊道。用E316Lϕ4.0mm焊条进行覆层的焊接,采取窄焊道不摆动焊,焊道间压道量为35%~40%。
焊后对焊接接头进行无损检测。
待筒体所有管接头及附件焊接完成后,需进行整体消除应力热处理。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。