



除氧器水箱是发电厂广泛使用的大型圆筒型卧式储罐,如600MW火电机组用的压力式除氧器水箱,其长度为20.5m,规格为ϕ3800mm×32mm,主壳体的材质为Q245R钢(20g),其结构简图如图11-8所示,主要技术参数见表11-3。
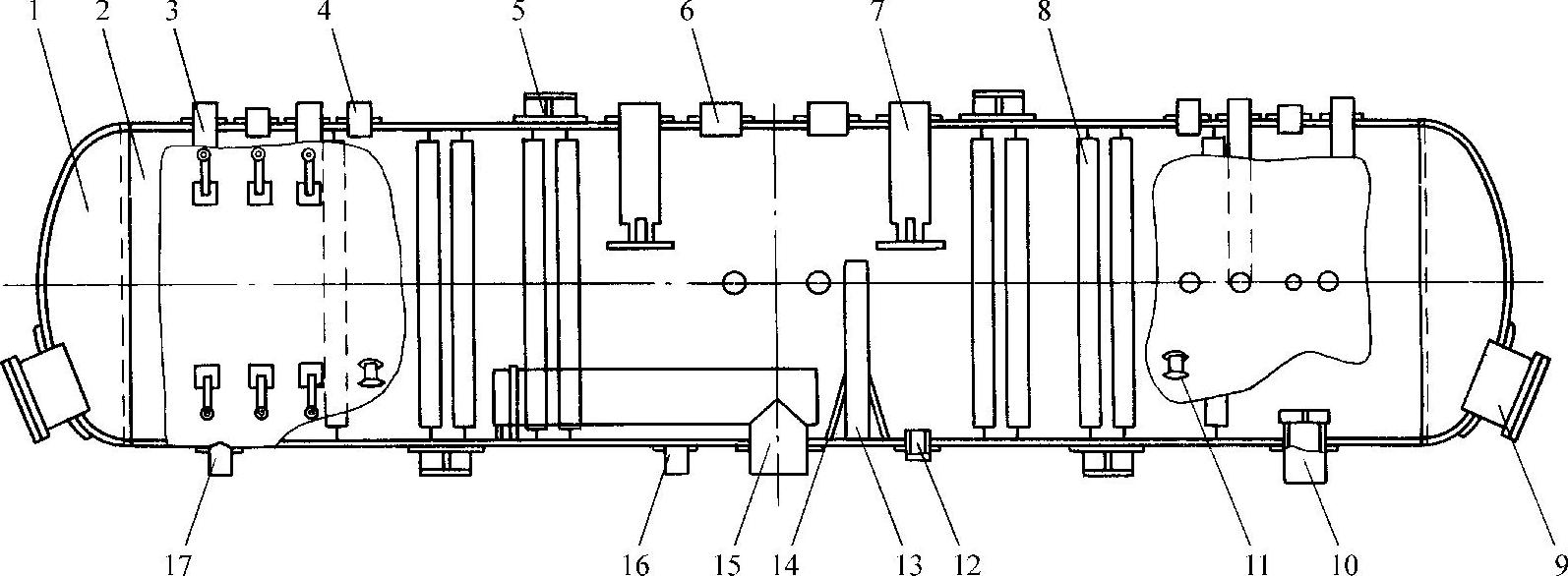
图11-8 600MW压力式除氧器水箱结构简图
1—封头 2—筒体 3—给水泵再循环管 4—安全阀管接头 5—上支座 6—汽平衡口管接头 7—下水管 8—加强圈 9—人孔 10—给水出口管(一) 11—吊耳 12—给水出口管(二) 13—溢流放水管 14—筋板 15—给水出口管(三) 16—紧急放水口管 17—给水出口管(四)
表11-3 除氧器水箱的主要技术参数

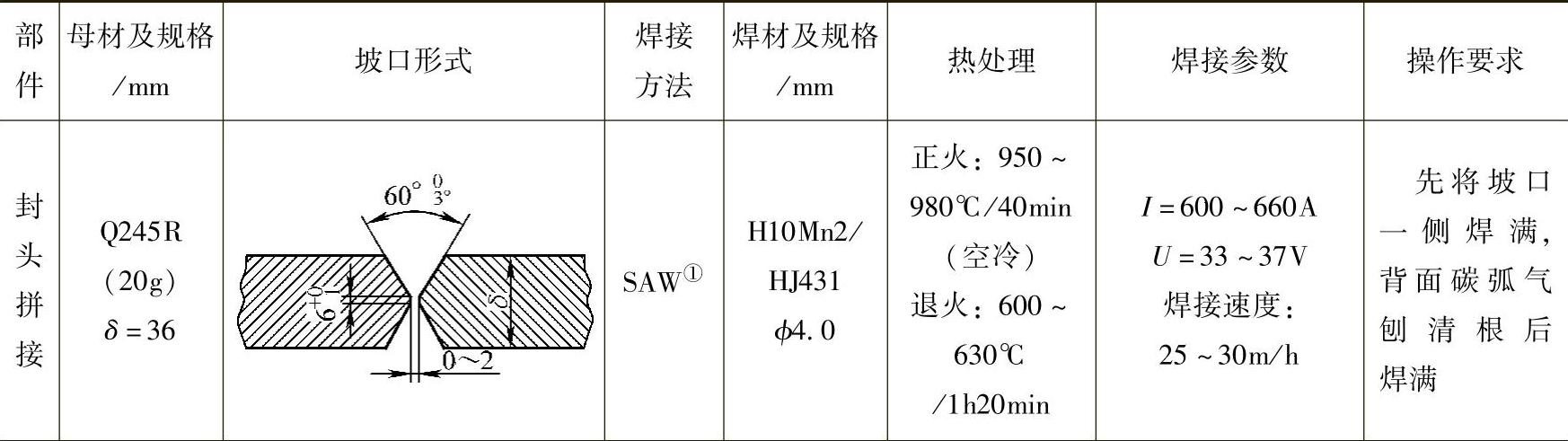
此水箱的两个封头均为标准椭圆形封头,考虑到冲压减薄,采用了厚度为36mm的钢板,由于封头的展开毛坯尺寸达到了ϕ5500mm,必须进行拼接,为此采用三块钢板拼接后进行整体热冲压成形的工艺。
整个筒体由八个筒节组成,筒体成形采用卷板机冷卷,为减少焊接工作量、控制焊接变形,筒节纵缝采用X形坡口。中间的一条环缝,焊缝坡口为U+V形式,采用埋弧焊加焊条电弧焊的焊接工艺,即内部焊缝先采用焊条电弧焊,然后拆掉外侧的定位板,进行外侧焊缝埋弧焊。(https://www.xing528.com)
由于水箱总体较长,采用两大段分别进行装配(包括封头),最后拼接。全部环缝焊接完,并进行100%的RT检测合格后,在筒体上开孔装焊各种接管。开孔采用两种方法,一般对于大于ϕ60mm的孔采用气割的方法,小于ϕ60mm的孔采用钻孔的方法进行,接管与筒体的焊接形式全部是插入式结构,焊接坡口为K形,采用焊条电弧焊全焊透的焊接工艺。600MW火电机组用压力式除氧器水箱的焊接工艺简述见表11-4。
表11-4 600MW火电机组用压力式除氧器水箱焊接工艺
(续)
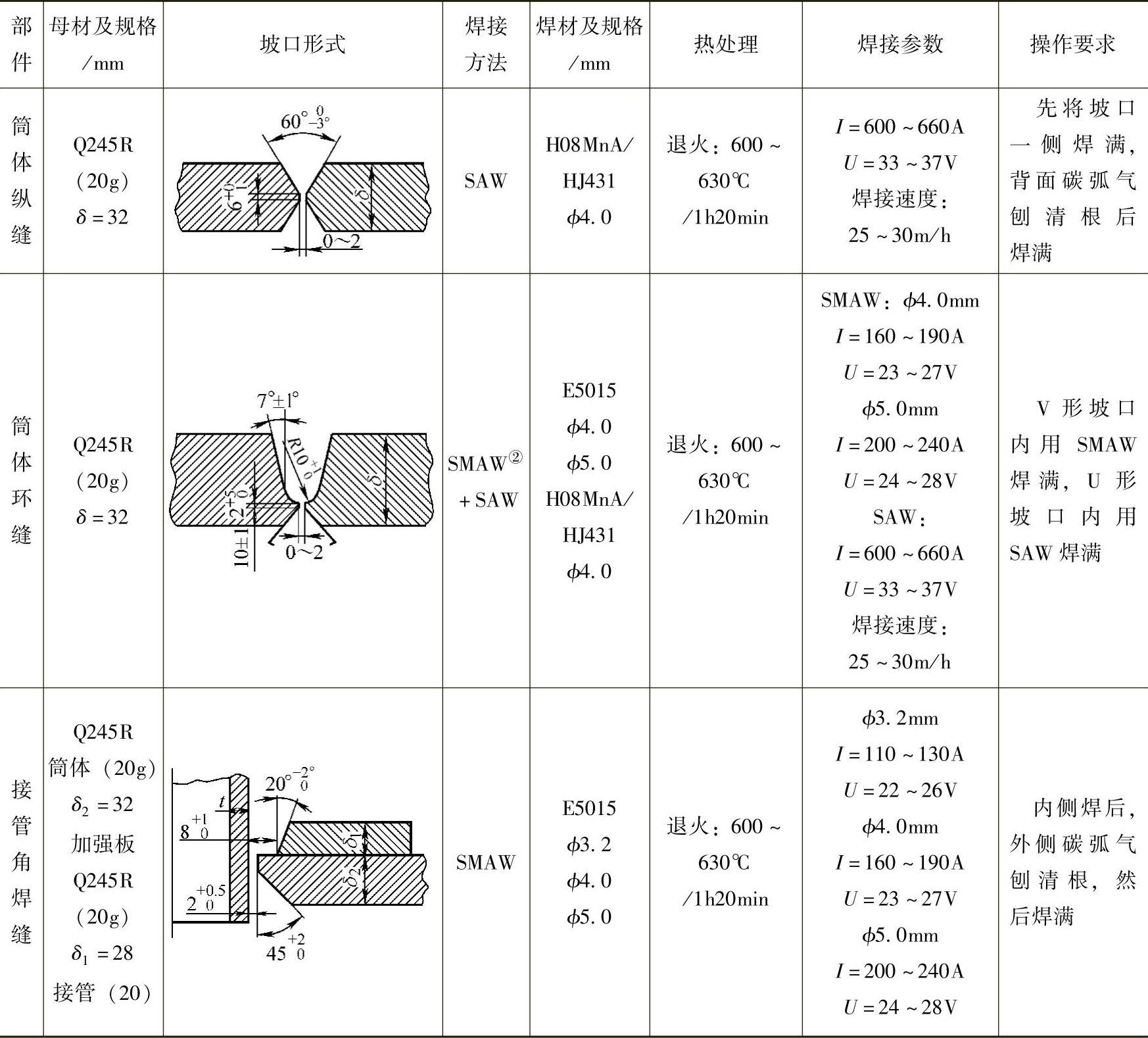
①SAW为埋弧焊,下同;②SMAW为焊条电弧焊,下同。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。