



【摘要】:筒节的组装通常有立式吊装和卧式组装两种形式。卧式组装是将要组装的筒节放于滚轮架上,同时将另一筒节(或封头)放置在另一滚轮架上,封头一般用吊车吊起,如图11-7所示。
组装是设备制造的重要环节之一,组装不仅与焊接及金属切削加工交叉进行,而且每道工序后都必须进行质量检验。该储罐的本体部分的组装可以有两种方法:一种是先装六个筒节再组装两个封头,另一种是两封头分别与一组筒节(两节或两节以上的筒节)组合后再总装配。筒节的组装通常有立式吊装和卧式组装两种形式。
立式吊装利用吊车进行,先将一个筒节或封头吊装在平台(或地面)上,然后再将另一筒节吊放其上,当接头间隙调匀后,四周用定位板焊接固定,其他各节筒体组装完全相同,如图11-6所示。
卧式组装是将要组装的筒节放于滚轮架上,同时将另一筒节(或封头)放置在另一滚轮架上,封头一般用吊车吊起,如图11-7所示。调整两个筒节的位置,包括间隙、错边、直线度等,使之满足有关标准的要求,合格后用定位板将两个筒节焊牢,待环缝焊接结束后,将定位板割掉,焊疤处磨平并进行探伤检查。
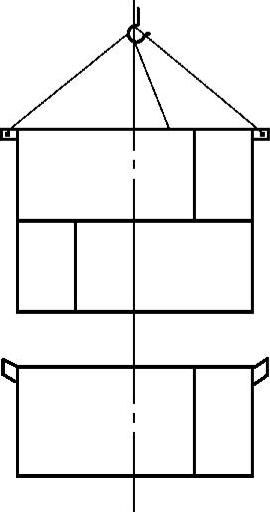
图11-6 立式吊装示意图(https://www.xing528.com)
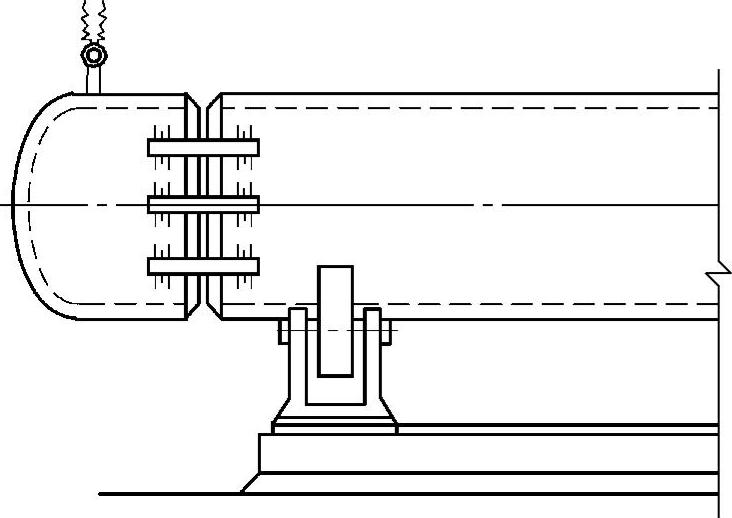
图11-7 卧式组装示意图
法兰、接管以及支座等部件是在筒体组装焊接后进行装配的。对于压力容器的法兰装配,要求法兰螺孔相对筒体母线跨中布置并不得超过规定的偏斜,法兰平面必须与接管垂直,法兰标高符合要求。对于需要补强圈的大直径管件,应先焊好接管与筒壁的焊缝,再装焊补强圈。对有焊后消除应力热处理要求的材料,全部焊接结束后还要进行整体消除应力热处理。
储罐组装的主要工艺流程为:筒节(封头)环缝装配→焊接→无损检测→开孔→装接管法兰→焊接→无损检测→装支座及附件→焊接→整体热处理→清理→水压试验。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。