



《考核细则》中将焊工分为手工焊焊工、机动焊焊工和自动焊焊工。机动焊工和自动焊工合称焊机操作工。
焊工:从事焊接操作的人员。
手工焊焊工:焊工用手进行操作和控制焊接参数而完成的焊接,填充金属可以由人工送给,也可以由焊机送给。
机动焊工:焊工操作焊机进行调节与控制焊接参数而完成的焊接。
自动焊工:焊机自动进行调节与控制焊接参数而完成的焊接。
焊机操作工:操作机动焊、自动焊设备的焊工。
焊工操作技能评定需按照手工焊焊工、焊机操作工分别进行评定。
(一)手工焊焊工操作技能评定
手工焊焊工操作技能评定的要素包括焊接方法、材料类别、填充金属的类别、试件位置、有无衬垫、焊缝金属厚度、管材试件的外径、焊接工艺因素等。
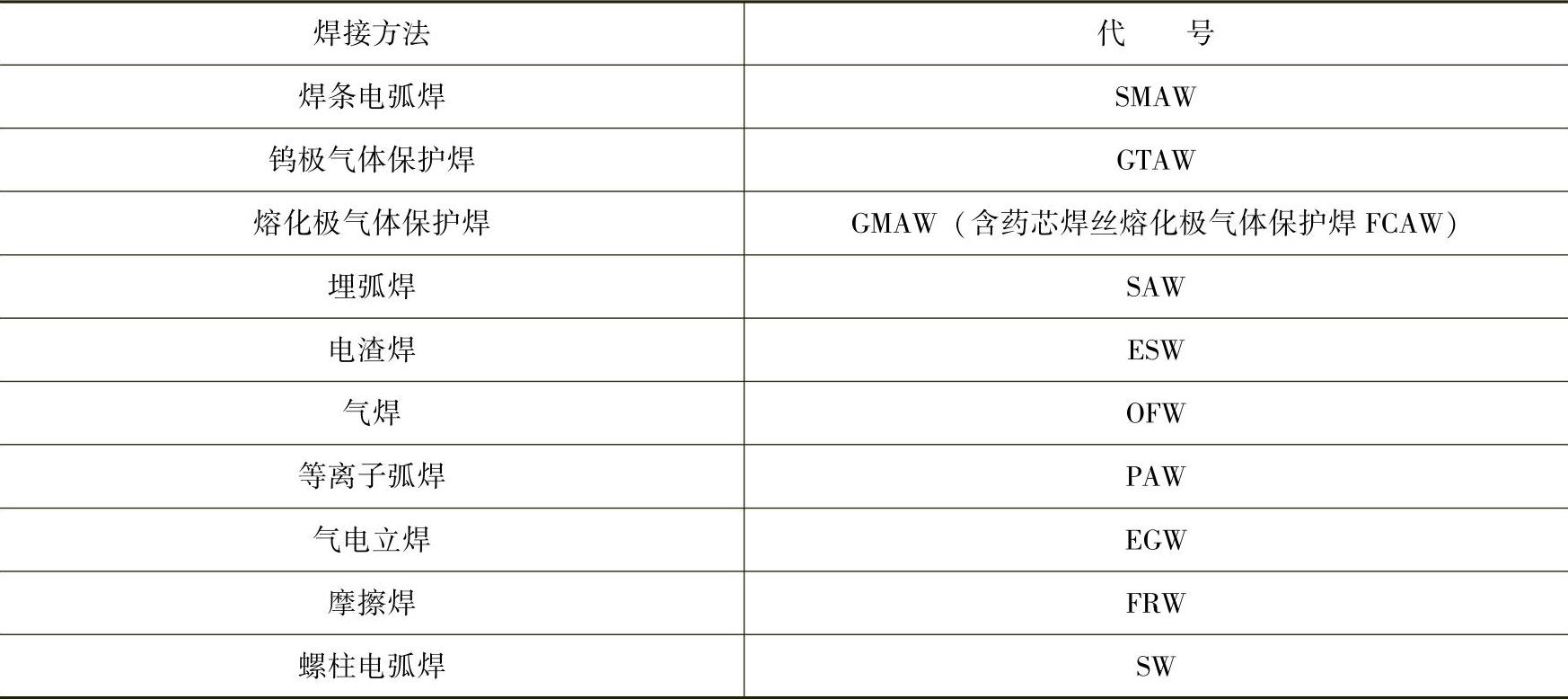
1.焊接方法 从事不同焊接方法焊接操作的焊工需按照不同焊接方法进行技能评定,各种焊接方法不能互相替代。锅炉、压力容器常用的焊接方法与代号见表10-8。
表10-8 锅炉、压力容器常用的焊接方法与代号
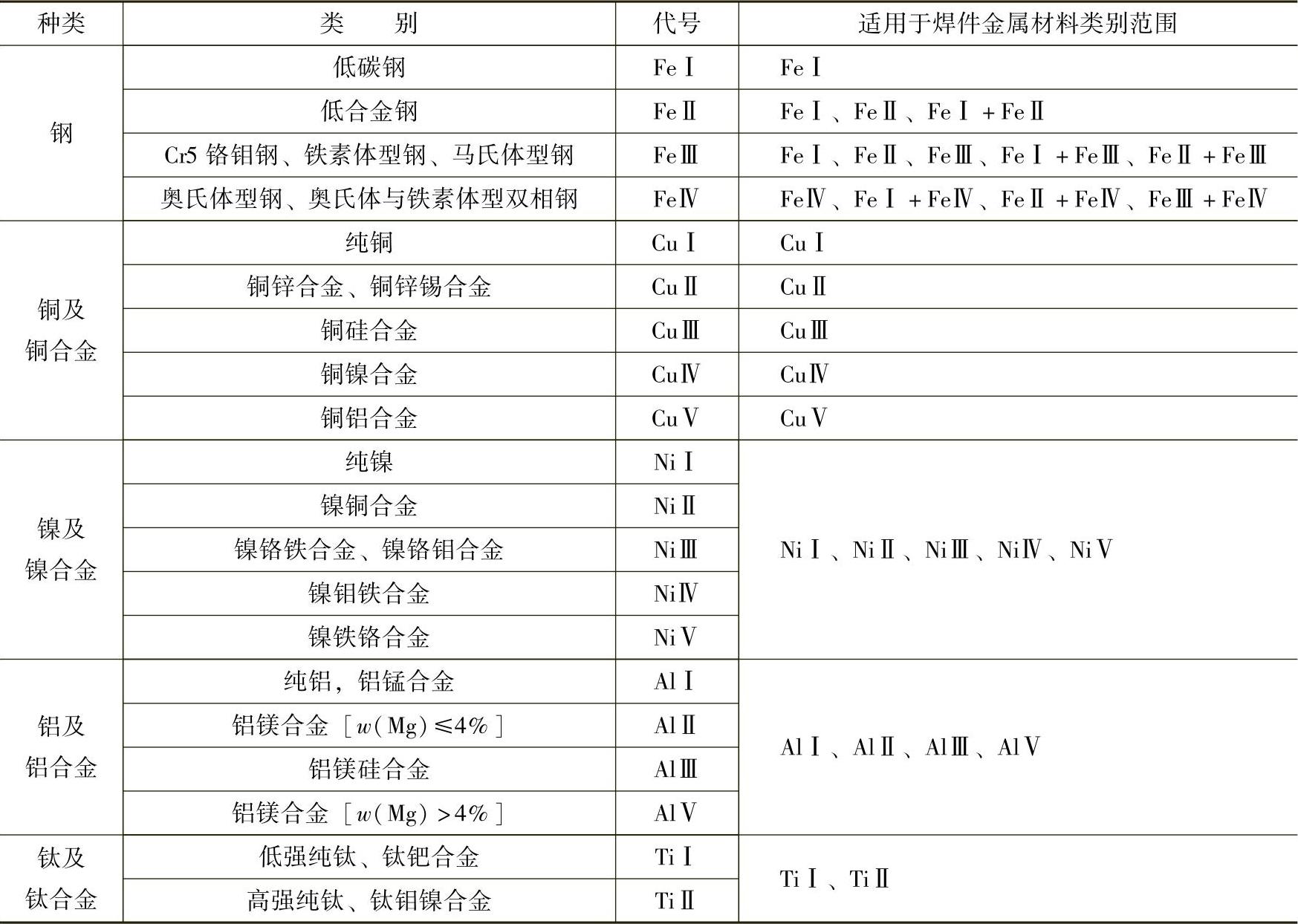
2.材料类别 《考核细则》中将焊工操作技能评定的材料划分成钢、铜及铜合金、镍及镍合金、铝及铝合金、钛及钛合金五大类,每一大类中又划分成不同小类。某一钢号的操作技能评定合格后,适用焊件的类别范围也不同。焊工操作技能评定的金属材料类别、代号及适用范围见表10-9。
表10-9 焊工操作技能评定金属材料类别、代号与适用范围
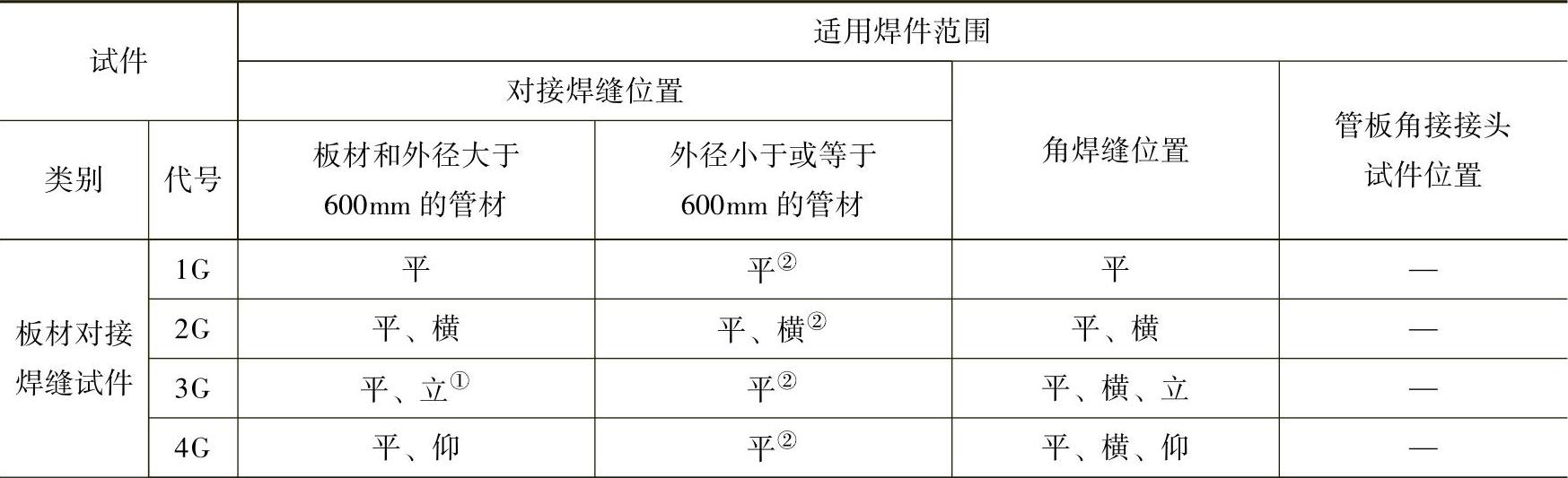
3.试件位置 焊工操作技能评定试件分为板材试件、管材试件、管板角接头试件、螺柱焊试件,板材试件、管材试件又分为对接(G)试件和角焊缝(F)试件;试件位置根据试件类型不同有所不同。焊工操作技能评定试件类别、位置与代号见本书第三章表3-3,焊工操作技能评定适用位置见表10-10。
表10-10 焊工操作技能评定适用位置
(续)
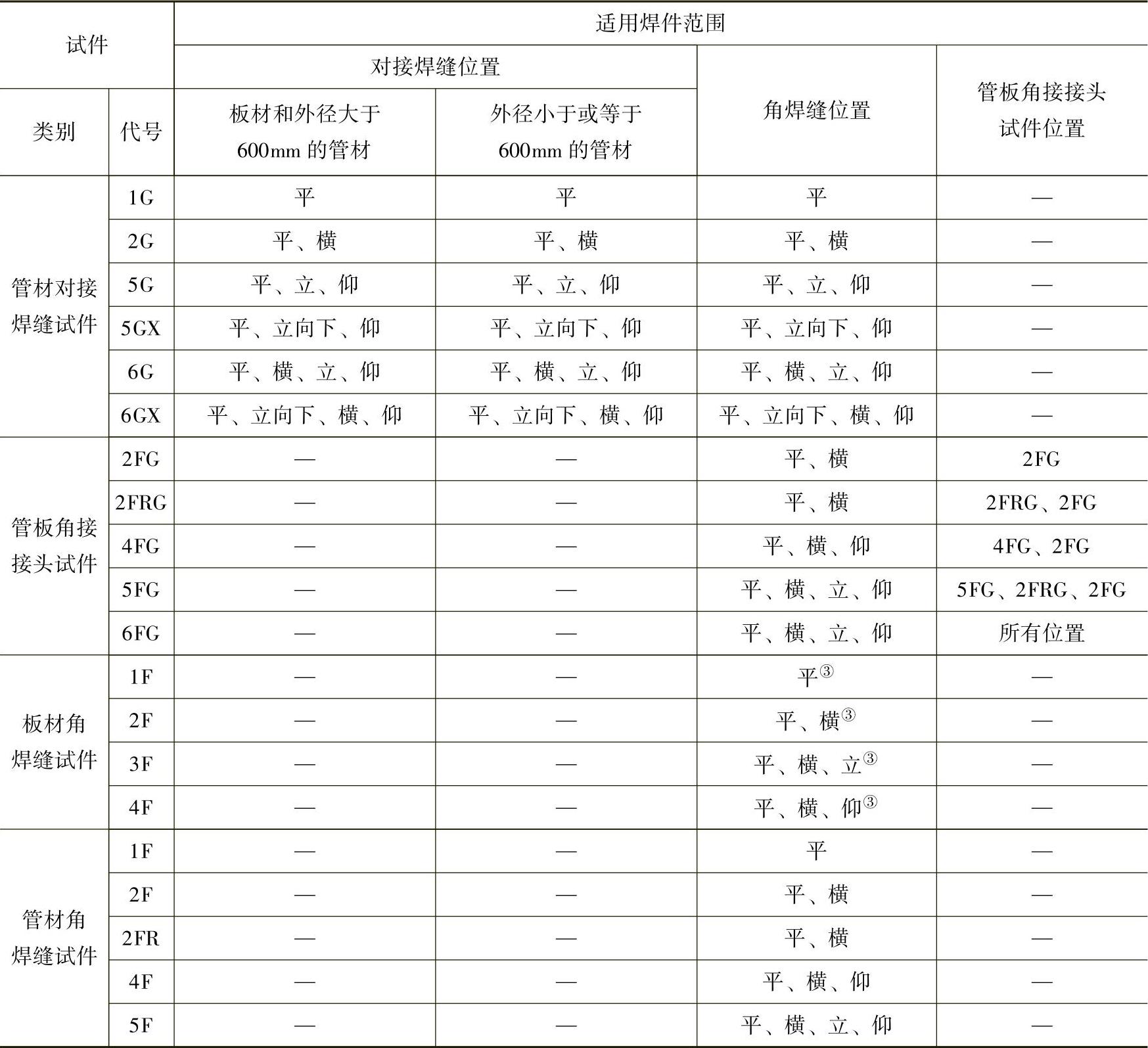
①表中“立”表示向上立焊;向下立焊表示为“立向下”焊。
②板材对接焊缝试件考试合格后,适用于管材对接焊缝焊件时,管外径应大于或等于76mm。
③板材角焊缝试件考试合格后,适用于管材角焊缝焊件时,管外径应大于或等于76mm。(https://www.xing528.com)
4.焊缝金属厚度、管材试件的外径 焊工焊接操作技能评定试件的焊缝金属厚度不同、选用管材试件的外径不同,其适用范围是不同的,需按照《考核细则》中的规定确定其适用范围。
5.填充金属的类别 手工焊焊工进行操作技能评定时,选择不同的填充金属,评定合格后的填充金属适用范围是不同的。
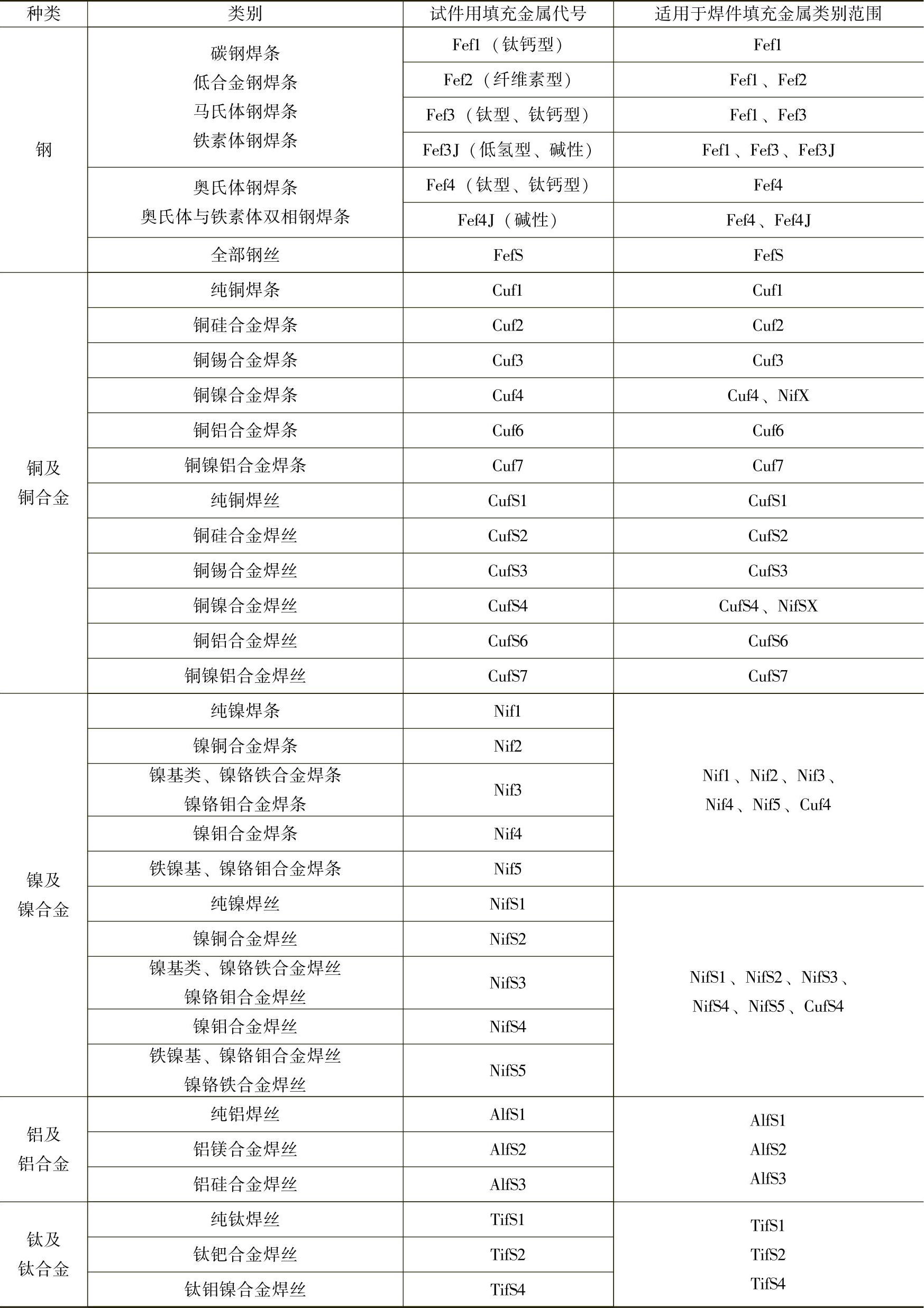
《考核细则》中将焊工操作技能评定使用的填充金属对应操作技能评定试件的金属材料类别也划分成钢、铜及铜合金、镍及镍合金、铝及铝合金、钛及钛合金五大类,每一大类中又划分成不同小类。某一型号或牌号填充金属的操作技能评定合格后,适用焊件填充金属类别范围也不同。焊工操作技能评定填充金属适用范围见表10-11。
表10-11 焊工操作技能评定填充金属适用范围
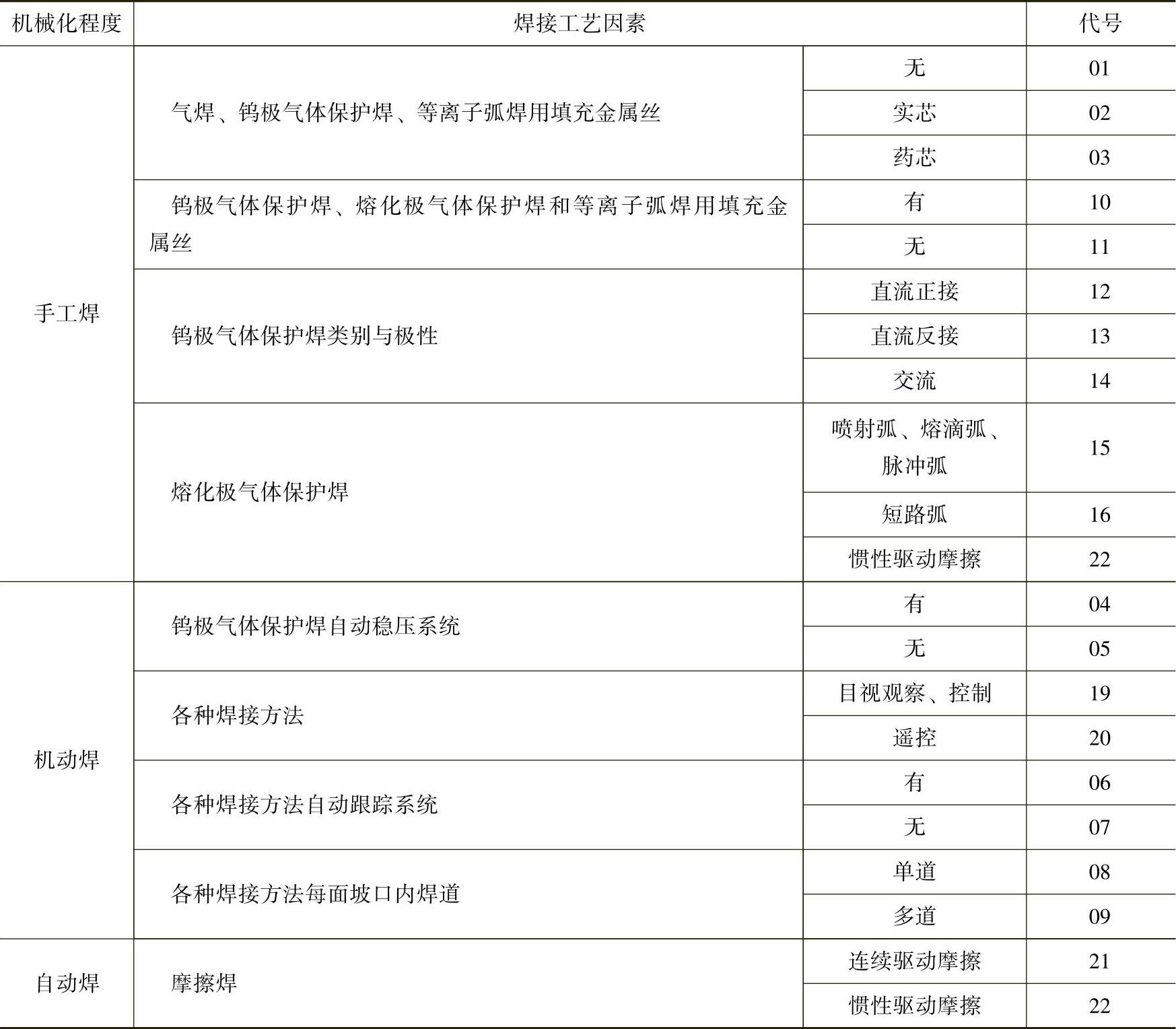
6.焊接工艺因素 见表10-12。
表10-12 手工焊焊工操作技能评定的焊接工艺因素
7.堆焊试件 焊接不锈钢复合材料的覆层之间焊缝及过渡焊缝的焊工,需进行耐蚀堆焊试件的操作技能评定,各种焊接方法的操作技能评定的规定也适用于耐蚀堆焊。
(二)焊机操作工操作技能评定
焊机操作工操作技能评定的要素主要包括焊接方法(见表10-8)、试件位置(见表10-10)和焊接工艺因素(见表10-12)三方面的内容。
(三)焊工操作技能评定项目代号
焊工操作技能评定项目以代号的形式表示,项目代号体现了焊工操作技能评定的各个要素。
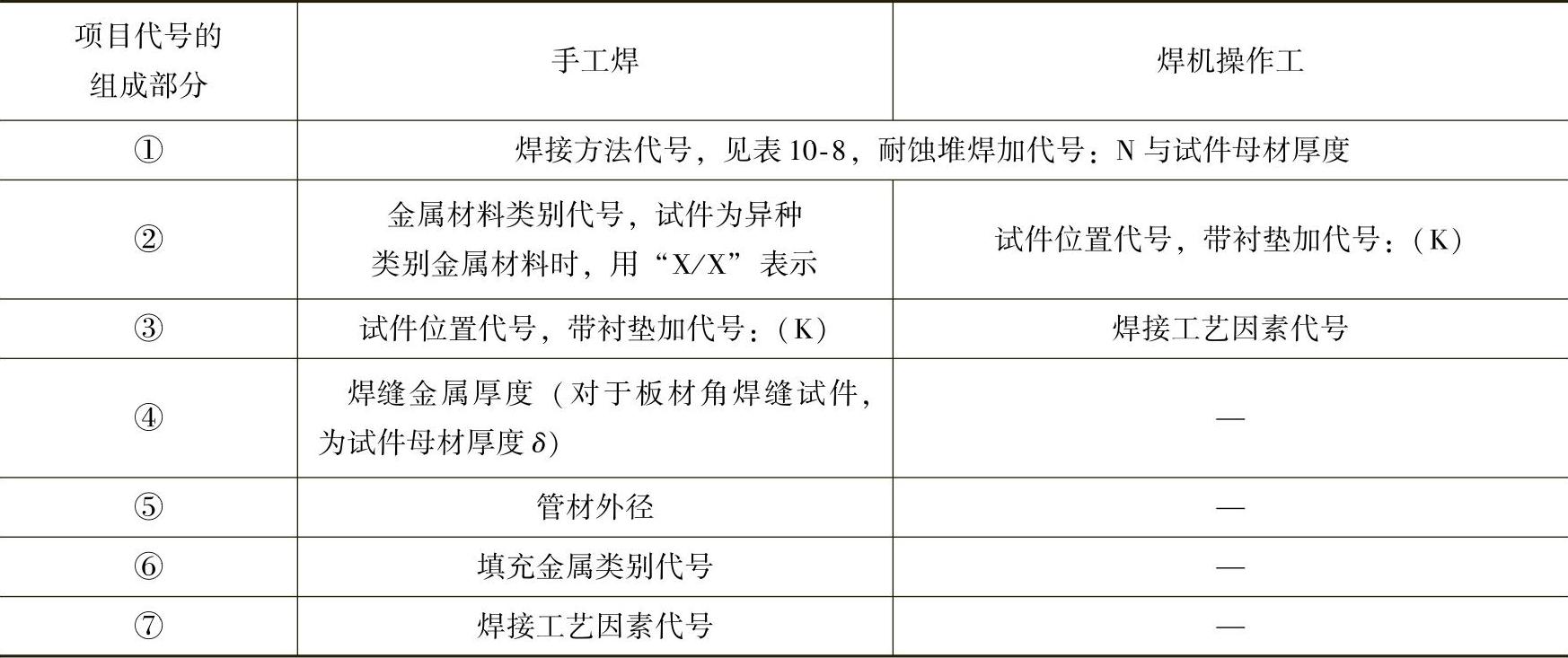
1.手工焊焊工操作技能评定项目代号由七部分评定要素组成,表示为:
①—②—③—④—⑤—⑥—⑦
2.焊机操作工操作技能评定项目代号由三部分评定要素组成,表示为:
①—②—③
焊工操作技能评定项目代号各部分的具体含义见表10-13。
表10-13 焊工操作技能评定项目代号的含义
常用焊工操作技能评定项目代号及其适用范围见附录A。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。