



(一)焊接工艺评定试件检验项目
1.对接焊缝工艺评定试件的检验项目 试验项目为外观检查、无损检测、力学性能试验和弯曲试验。
试验项目包括拉伸试验、弯曲(面弯、背弯、侧弯)试验和冲击试验(规定时)。试样的检验数量除另有规定外,见表10-5。
NB/T 47014评定标准规定,断后伸长率标准规定值下限≥20%的黑色金属弯曲试验角度见表10-6。
2.角焊缝工艺评定试件的检验项目 检验项目为外观检查、金相检验(宏观)。
3.堆焊工艺评定试件的检验项目 检验项目为渗透检查、弯曲试验、化学成分分析(当规定时)。
(二)试件焊接工艺评定的检验项目及试件尺寸
不同焊接工艺评定标准对焊接试件的检验项目规定各不相同。下面介绍NB/T 47014—2011《承压设备焊接工艺评定》标准规定的焊接工艺评定试件的检验项目及试件尺寸。
表10-5 力学性能试验和弯曲试验项目和取样数量
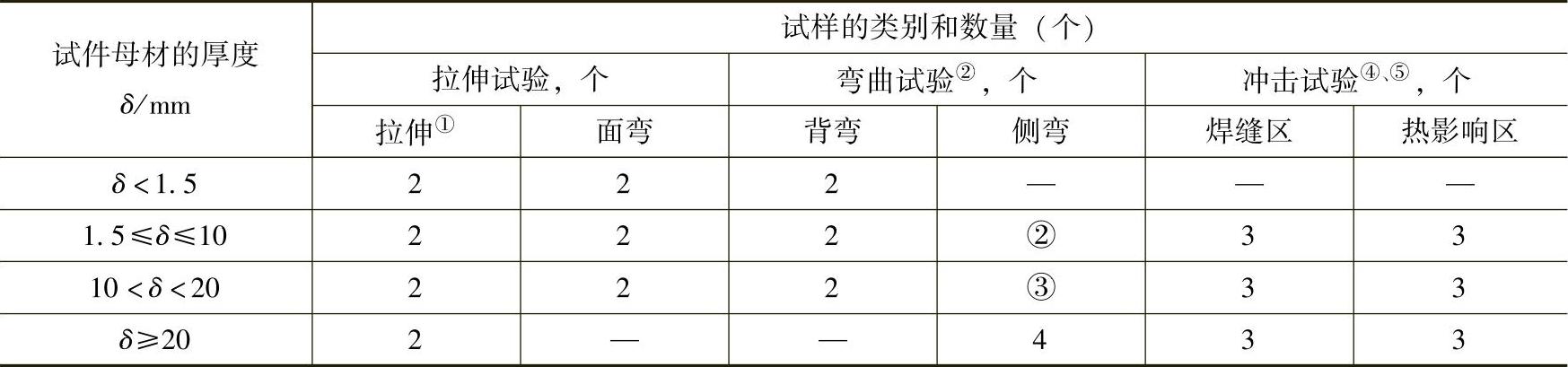
①一根管接头全截面试样可以代替两个带肩板形拉伸试样。
②当试件焊缝两侧的母材之间、或焊缝金属和母材之间的弯曲性能有显著差别时,可改用纵向弯曲试验代替横向弯曲试验。纵向弯曲时,取面弯和背弯试样各2个。
③当试件厚度δ≥10mm时,可以用4个横向侧弯试样代替2个面弯和2个背弯试样。组合评定时,应进行侧弯试验。
④当焊缝两侧母材的代号不同时,每侧热影响区都应取3个冲击试样。
⑤当无法制备5mm×10mm×55mm小尺寸冲击试样时,免做冲击试验。
表10-6 弯曲试验角度
 (https://www.xing528.com)
(https://www.xing528.com)
1)板状对接焊缝试件的尺寸应满足制备试样的要求,试样也可以直接在焊件上切取。
2)管状对接焊缝试件的尺寸应满足制备试样的要求,试样也可以直接在焊件上切取。
3)板状堆焊试件长度与宽度≥150mm,堆焊宽度≥40mm。
4)管状堆焊试件长度≥150mm,堆焊宽度≥40mm,最小直径应能满足切取试样的要求。
5)板材角焊缝试件翼板长度≥200mm,宽度≥100mm,腹板高度≥50mm。
6)管-板角焊缝试件,要求板边缘距离角焊缝边缘长度≥50mm,管长度为75mm。
(三)焊接工艺评定试件的评定检验项目合格标准
焊接工艺评定试件不同,检验项目也不同。其中,对接焊缝工艺试件的检验项目较多,合格标准的规定内容也较多,这里我们重点介绍NB/T 47014—2011《承压设备焊接工艺评定》标准中关于对接焊缝工艺评定试件的检验项目和合格标准的规定。
1.外观检查 试件接头表面不得有裂纹。
2.无损检测 对接焊缝工艺评定试件按JB/T 4730—2005《承压设备无损检测》进行无损检测,无损检测结果不得有裂纹。
3.常规力学性能试验
(1)拉伸试验 试样母材为同一金属材料代号时,每个(片)试样的抗拉强度应不低于本标准规定的母材抗拉强度最低值。试样母材为两种金属材料代号时,每个(片)试样的抗拉强度应不低于本标准规定的两种母材抗拉强度最低值中的较小值。
(2)弯曲试验 试样弯曲到规定的角度后,其拉伸面上焊缝和热影响区内,沿任何方向上不得有单条长度大于3mm的开口或缺陷。试样的棱角开口缺陷一般不计,但由未熔合、夹渣或其他内部缺欠引起的棱角开口缺陷长度应计入。
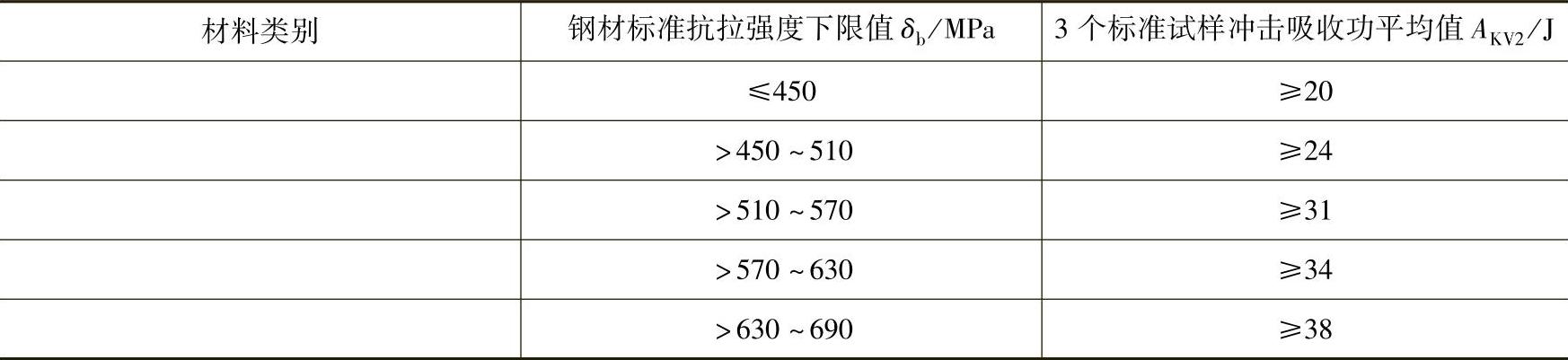
(3)冲击试验 钢制焊接接头每个区三个标准试样的冲击吸收功平均值应符合设计文件或相关技术文件的规定,且不得小于表10-7中的数值,且至多允许有一个试样的冲击吸收功低于规定值,但不得低于规定值的70%。
表10-7 钢材焊缝的冲击吸收功最低值
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。