



焊接工艺评定把评定因素分为重要因素、补加因素和次要因素。
重要因素是指影响焊接接头力学性能和弯曲性能(冲击韧度除外)的焊接工艺评定因素,当变更一种重要因素时,都需要重新评定焊接工艺。
补加因素是指影响焊接接头冲击韧度的焊接工艺评定因素,当规定进行冲击试验时,需增加补加因素。当增加或变更任何一个补加因素时,按增加或变更的补加因素,增加焊接冲击韧度试件进行试验。
次要因素是指对要求测定的力学性能和弯曲性能无明显影响的焊接工艺评定因素,当变更次要因素时,不需要重新评定焊接工艺,但需重新编制焊接工艺规程。
焊接工艺评定的评定因素是按焊接方法划分的,每种焊接方法的重要因素、补加因素和次要因素各不相同。焊接工艺评定的评定因素包括焊接方法、接头、金属材料(母材)、填充金属、金属材料厚度及焊缝金属厚度、气体、预热、后热、焊接位置、电特性、技术措施和焊后热处理等。
焊接工艺评定的详细评定规则按照相应的焊接工艺评定标准执行。焊接工艺评定的一般规则如下:
1.焊接方法
锅炉及压力容器常用的焊接方法有:气焊、药皮焊条电弧焊、埋弧焊、钨极气体保护焊、熔化极气体保护焊、等离子焊、电渣焊、摩擦焊、螺柱焊和堆焊等,以及这些焊接方法的组合。
焊接方法改变,需要重新评定。
产品焊缝可以是一种焊接方法或工艺,也可以是多种焊接方法或工艺的组合。对于多种焊接方法或工艺组合的焊缝,可以按熔敷金属厚度或母材厚度的范围对每一种焊接方法或工艺分别评定,也可以将焊接方法或工艺组合起来评定。
2.接头 接头中主要的焊接工艺条件有坡口形式、有无衬垫及衬垫材料等。对于螺柱焊、电渣焊和摩擦焊还有特殊的接头焊接工艺条件。例如螺柱焊时,螺柱端的尺寸和形状、电弧保护套圈型号和焊剂型号等;电渣焊时,有无焊接熔池金属成形块;摩擦焊时,焊接接头横截面积的变化和管-管相焊的外径变化等。除螺柱焊、电渣焊和摩擦焊外,其他焊接方法所包括的接头方面的焊接工艺条件都是次要因素,变更这些条件,一般不需要重新评定。
3.母材 为了减少焊接工艺评定的数量,根据母材的化学成分、力学性能和焊接性能,对母材进行分类分组。各焊接工艺评定标准对母材分类分组互不相同。但很多焊接工艺评定标准对母材类别、组别的评定规则规定基本相同:
1)母材类别号改变,要重新评定焊接工艺。
2)除另有规定外,母材组别号改变,要重新评定焊接工艺。(https://www.xing528.com)
3)同类别号中,高组别号母材的焊接工艺评定适用于该组别号母材与低组别号母材组成的焊接接头。
4)除另有规定外,当不同类(组)别号的母材组成的焊接接头,即使母材各自都已评定合格,其焊接接头仍然需要重新评定。
4.填充金属 焊接工艺评定标准中,焊条、焊丝、焊剂也按化学成分分类。除另有规定外,焊条、焊丝、焊剂的类别号改变,要重新评定焊接工艺。特殊填充金属应按制造厂的牌号进行焊接工艺评定。
5.母材厚度和焊缝金属厚度 各焊接工艺评定标准中,都有评定合格后,适用于母材厚度和焊缝金属厚度有效范围表,按该表的规定,可根据某一评定试件厚度确定代用的母材厚度和焊缝金属厚度有效范围。表10-4为NB/T 47014—2011《承压设备焊接工艺评定》标准规定的对接焊缝厚度评定范围。
6.气体 按气体组成和比例分类,变更保护方式、保护气体种类,改变背面、尾部保护条件,需要重新评定。
7.预热、后热 分为有和无。若有预热,评定的预热温度比所评定的预热温度降低不超过50℃,最高层间温度比所评定的最高层间温度提高不超过50℃,否则要重新评定。后热是次要因素。
表10-4 对接焊缝的试件厚度和焊件厚度规定(试件进行拉伸试验和横向弯曲试验)
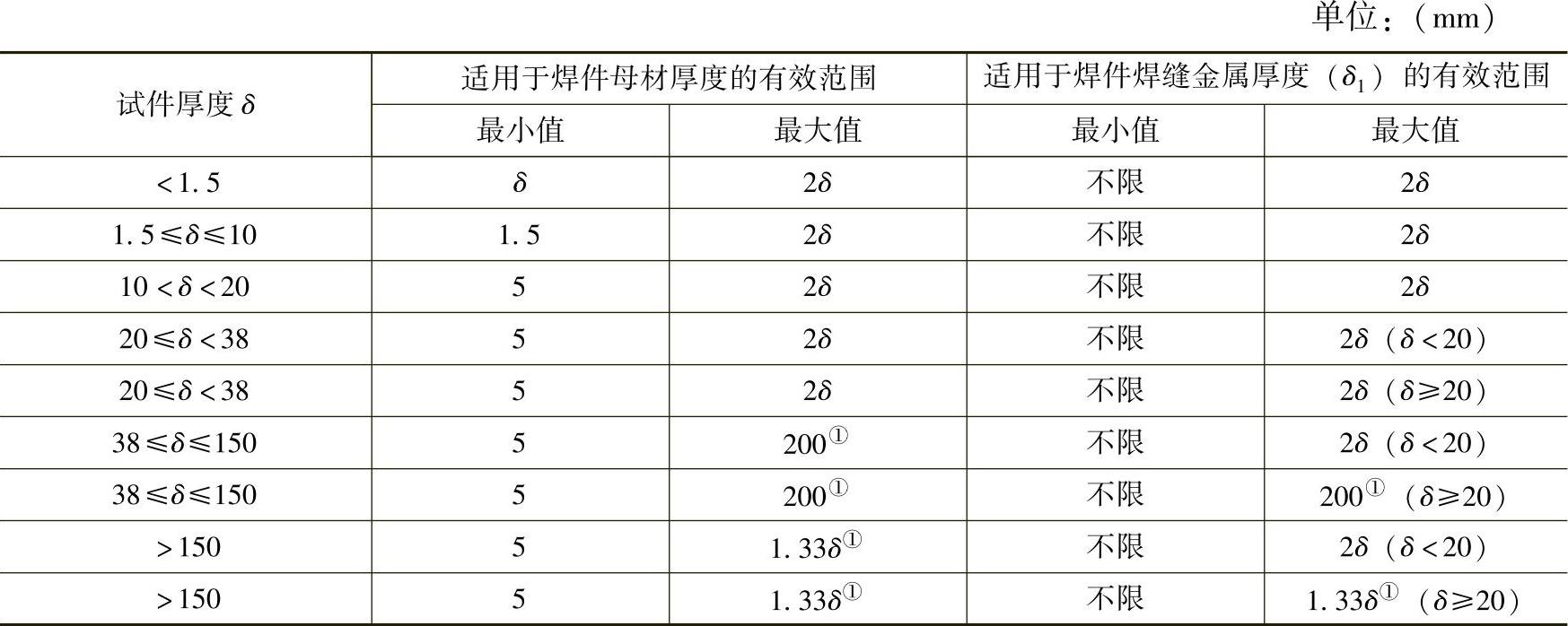
①限于焊条电弧焊、埋弧焊、钨极气体保护焊、熔化极气体保护焊。
8.焊接位置 除对焊接参数和焊接工艺条件有特殊要求的焊接位置外(例如;螺柱焊,有冲击试验要求的焊条电弧焊、等离子弧焊),对任一焊接位置的焊接工艺评定适用于其他焊接位置。
9.电特性 焊接工艺条件有热输入量、焊接电流种类和极性、焊接电流或电弧电压变化,熔滴过渡形式等。当变更这些条件时,应根据不同焊接方法对这些焊接工艺条件重要因素和补加因素的规定,确定是否须重新进行评定。
10.技术措施 技术措施中焊接工艺条件很多,例如,窄焊道技术、焊前清理方法、清根方法、是否锤击等。特殊的焊接方法和特殊的母材有不同的施焊技术工艺条件,因此,应根据不同的焊接方法确定变更这些焊接工艺条件后是否需要重新进行评定。
11.焊后热处理 焊后热处理分为实行和不实行。若实行焊后热处理,按正火、正火+回火、消除应力退火等热处理类别分类。改变焊后热处理类别或焊后热处理保温温度范围、保温时间范围超过规定,需要重新进行评定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。