



对于压力容器产品的壳体和复杂部件以及锅炉产品的锅筒和集箱部件,产品图样正式生效后,要根据产品图样制定该产品或部件的焊接方案。
产品焊接方案是焊接工艺设计的大纲,焊接工艺准备阶段、焊接试验阶段和焊接工艺文件制订阶段的所有工作都应根据产品焊接方案进行。
(一)产品焊接方案的内容
产品焊接方案的内容应包括:
1)产品或部件的结构简图,所有受压接头的位置、接头类型和编号在结构简图中标出。
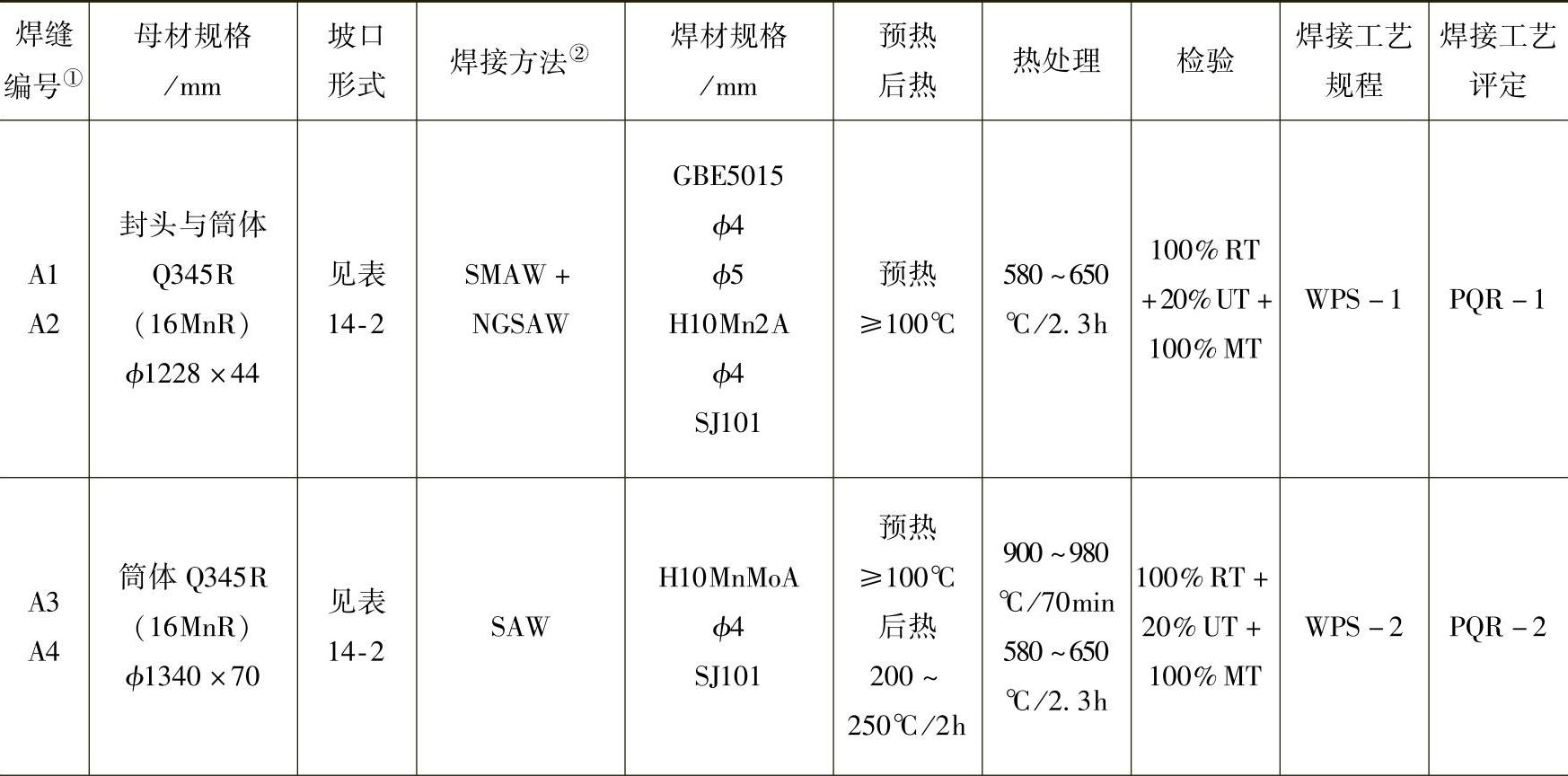
2)简图中,每一个受压接头的焊接工艺的初步设计,应以表格形式列出。焊接工艺的初步设计内容包括:接头编号、母材的材质和规格、坡口形式、焊接方法、焊接材料和规格、检验方法、预热、后热(消氢处理)和焊后热处理规范、采用的焊接工艺规程编号和对应的焊接工艺评定编号。产品焊接方案中,焊接接头所用的焊接工艺规程和对应的焊接工艺评定,可能是现有的,也可能是正在准备试验或制定中。
(二)气体储罐产品的焊接方案
1.上述气体储罐的焊接方案 见表10-3。
表10-3 气体储罐产焊接方案
 (https://www.xing528.com)
(https://www.xing528.com)
(续)
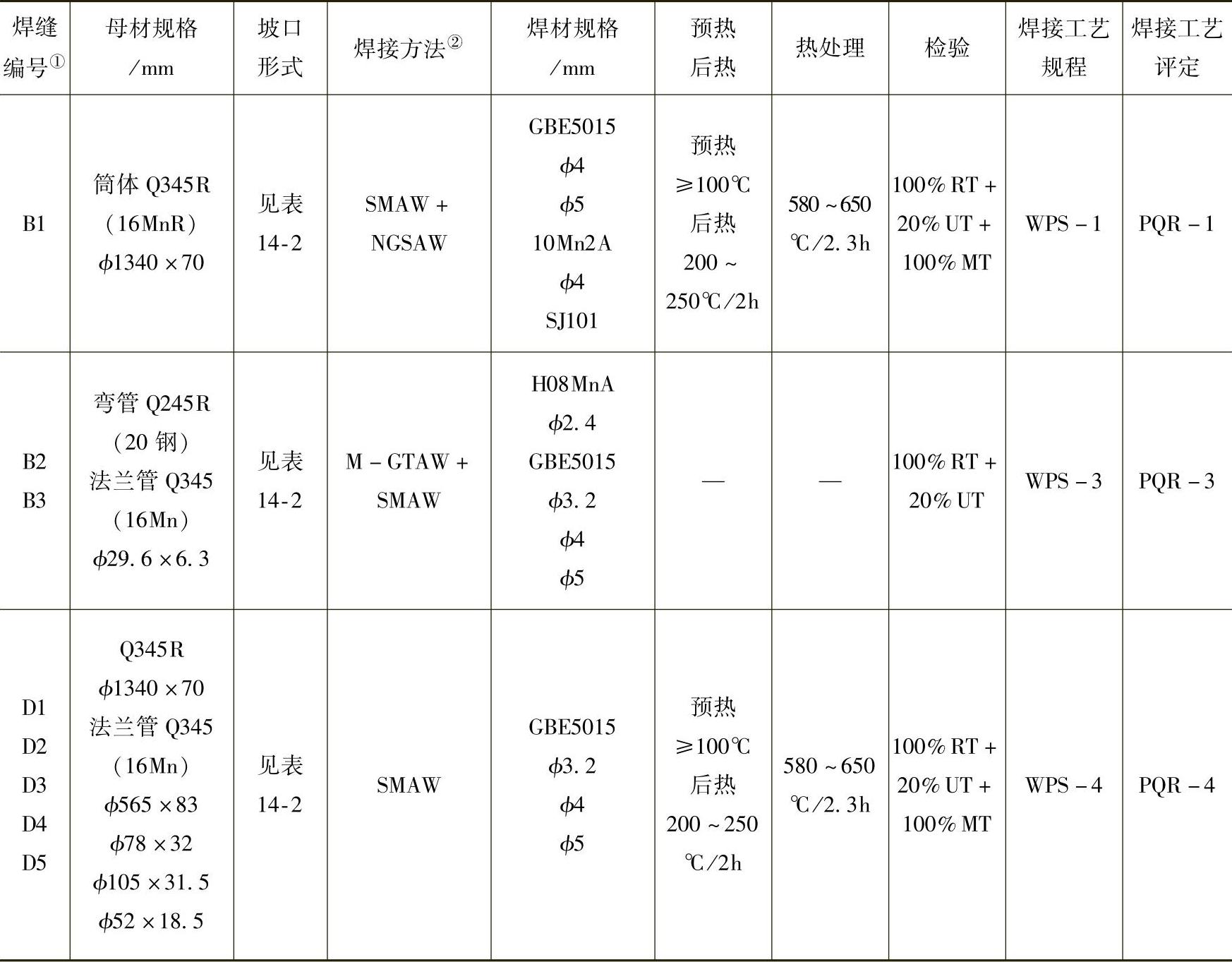
①表中的焊缝编号在气体储罐中的位置见图10-3。
②表中SMAW、SAW、NGSAW和M-GTAW分别表示焊条电弧焊、埋弧焊、窄间隙埋弧焊和手工钨极氩弧焊。
2.气体储罐产品的焊接方案制定说明
1)纵缝坡口采用埋弧焊,先焊外坡口。焊到一半厚度后,背面清根,直到露出焊缝金属光泽,再用埋弧焊焊接清根形成的坡口,内侧坡口焊完后,焊接未完的外侧坡口。筒体纵缝接头焊完后,要对筒体进行高温矫圆,为保证高温处理后,纵缝接头的强度性能,焊接材料应该选用H10MnMoA焊丝。
2)筒体环缝、筒体与封头环缝采用埋弧焊窄间隙U形坡口+焊条电弧焊V形坡口,采用药皮焊条电弧焊先焊内坡口,再用窄间隙埋弧焊焊外坡口。在窄间隙埋弧焊焊接前,可以不清根。
3)法兰管子与封头、筒体的D类接头焊接采用药皮焊条电弧焊,先焊坡口焊缝。焊到一半厚度后,背面清根,直到露出焊缝金属光泽,清根坡口焊完后,再焊坡口焊缝。坡口外的角焊缝焊脚尺寸应满足有关标准和图样的要求。
4)筒体、封头环缝接头、纵缝接头、法兰管子与封头、筒体的D类接头全部完工后,才能进行壳体的整体热处理。为了防止焊接接头焊后产生冷裂纹,筒体环缝接头、纵缝接头、法兰管子与封头、筒体的D类接头分别焊完后,应立即按要求进行后热处理。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。