



产品图样的焊接工艺性审查是焊接工艺设计准备阶段的重要环节。产品图样设计时,设计人员可根据设计、制造标准及产品专用技术条件,对产品焊接接头进行强度设计和坡口形式及尺寸的设计。每一个焊接接头应画出坡口图,或按照GB/T 324—2008《焊缝符号表示法》标准,在图样中标出焊缝符号。设计人员往往对焊接接头和坡口进行设计时,从设计角度考虑较多,从工艺角度考虑较少。为避免产品生产过程中对不合理焊接方法、接头和坡口形式的更改,产品图样设计后,焊接工艺人员应对图样进行焊接工艺性审查。审查的重点是产品图样上的焊接接头及坡口形式,审查结果的修改意见用书面方式反馈到设计部门。
(一)对产品图样的焊接工艺性审查要从以下几方面考虑:
1.对接头和坡口进行工艺性审查的一般原则 接头和坡口设计的焊接工艺性审查应坚持二高二低的原则,即焊接接头的焊接生产的高质量、高效率、低消耗和低劳动强度的原则。例如,为确保接头质量,重要的焊接接头应采用双面焊坡口,以减少单面焊坡口根部夹渣、未焊透、未熔合和背面成形不良等焊接缺欠;为提高焊接生产率,应采用高效的焊接方法,例如埋弧焊和焊条电弧焊都可应用时,要首先选用埋弧焊;为降低消耗,坡口设计在保证质量的前提下,要选用窄间隙坡口;坡口设计还应考虑降低焊工的劳动强度,例如,筒体环缝对接焊坡口一般采用内侧小坡口,外侧大坡口,以减少劳动环境差的内侧焊接工作量。
2.根据国家和企业相关焊接接头和坡口标准进行工艺性审查 各种产品标准(或技术条件)中,对接头焊缝的焊透性、焊缝位置等要求都有明确规定。这些规定是图样焊接工艺性审查的依据。例如“锅规”第3.7.1条规定“锅炉主要受压元件的主焊缝[包括锅筒(锅壳)、集箱、炉胆、回燃室以及电站锅炉启动(汽水)分离器、集中下降管、汽水管道的纵向和环向焊缝,封头、管板、炉胆顶和下脚圈等的拼接焊缝],应当采用全焊透的对接接头”;第3.9.1条规定“锅筒(筒体壁厚不相等除外)、锅壳和炉胆上相邻两筒节的纵向焊缝,以及封头、管板、炉胆顶或下脚圈的拼接焊缝与相邻筒节的纵向焊缝都不应彼此相连。其焊缝中心线间距离(外圆弧长)至少应为较厚钢板厚度的3倍,且不小于100mm”等。对这些关于焊缝位置及全焊透的要求,焊接工艺性审查时必须进行考虑。
国家标准GB/T 985.1—2008《气焊、焊条电弧焊、气体保护焊及高能束焊的推荐坡口》和GB/T 985.2—2008《埋弧焊的推荐坡口》对常用的几种焊接方法焊缝坡口的基本形式和尺寸进行标准化规定。另外制造企业根据本企业焊接生产经验和特殊的焊接工艺方法要求都制定了企业坡口标准。例如,窄间隙埋弧焊坡口,复合板焊接坡口等。图样中各种接头坡口的形式和尺寸应尽量符合国家和企业的坡口标准。
3.根据企业的设备能力进行工艺性审查 焊缝坡口设计要符合企业的设备能力,包括焊接设备能力和坡口加工设备能力。不能离开本企业的设备能力设计焊缝坡口。例如,企业生产单位如果没有内环缝埋弧焊设备,就不能设计埋弧焊内环缝坡口。如果企业没有封头坡口机械加工设备,封头与筒体的环缝坡口,就不能设计成U形机械加工坡口。这要求设计者和焊接工艺人员要了解和熟悉企业制造设备能力,使设计的坡口利用现有设备可以加工,方便焊接。
4.应审查产品焊缝坡口焊接的可操作性 有的坡口设计在理论上是可行的,是符合标准的,但是在实际生产时无法操作或操作起来很困难,焊接质量无法保证。图样上一些无法操作或操作性很差的设计坡口,应在工艺审查时尽早发现并及时更改,否则到生产过程中发现,不仅会中断生产过程,而且临时进行工艺设计的更改,程序复杂,影响生产周期。例如,对于直径小、长度长,在内侧无法施焊部件的环缝或纵缝,如果设计成双面焊坡口,内部就无法焊接,必须更改成单面焊坡口。又例如,对于内壁焊接有施焊空间的双面焊坡口,如果被焊工件材料焊接性差,焊前要预热100~200℃,在内部也很难焊接,审查时应考虑更改为单面外侧坡口。
5.要根据产品、部件的制造工艺或工艺流程特点进行工艺性审查 部件的制造工艺不同,焊缝的坡口形式也不相同,要求焊接人员了解产品、部件的制造工艺或工艺流程。根据不同的制造工艺或工艺流程审查设计坡口。例如,大型球形封头要求拼焊,焊接工艺人员应了解制造工艺是拼焊后压制封头,还是先压制瓣片再拼成球形。先拼后压制,则拼焊可采用埋弧焊坡口。先压制后拼焊,拼焊坡口很难加工,装配时难以保证坡口尺寸和形状,应选用药皮焊条电弧焊坡口。
设计部门可根据产品图样焊接工艺性审查提出的书面反馈单,对图样进行修改。工艺部门接到修改后的产品图样时,则制定产品焊接方案。
(二)产品图样的焊接工艺性审查实例
以容器产品某一气体储罐的图样为例,进行焊接工艺性审查。
1.气体储罐的图样上的原始资料包括:
(1)气体储罐的主壳体简图 见图10-2。
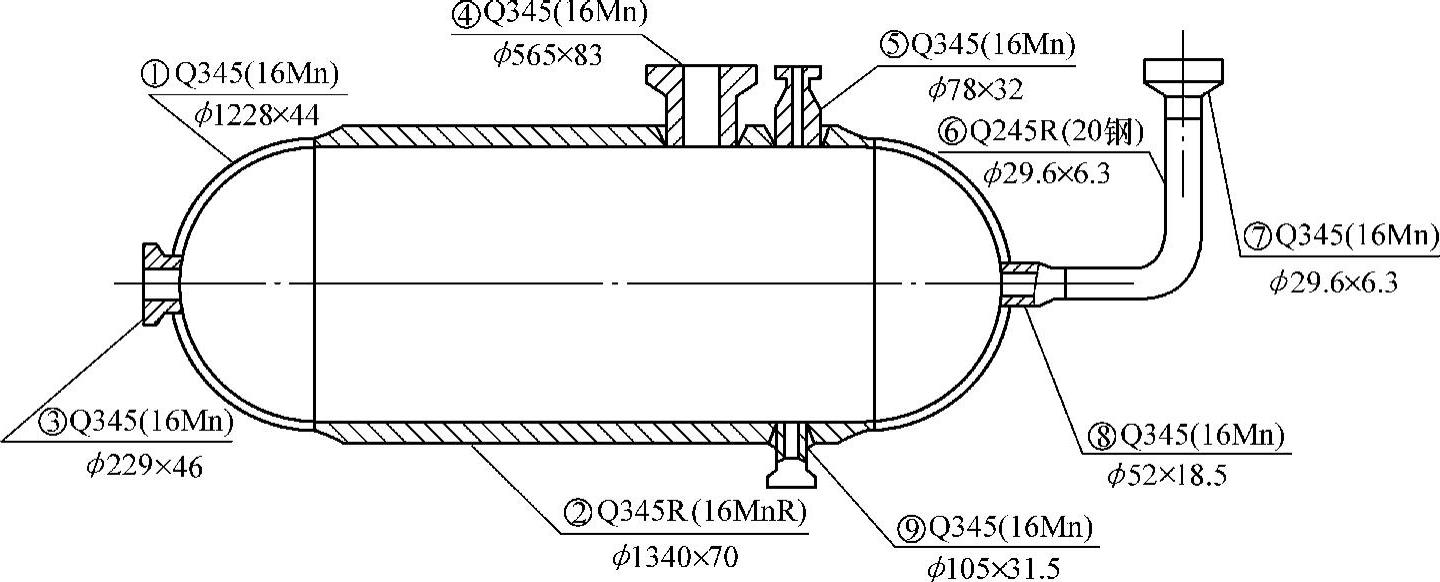
图10-2 某一气体储罐的主壳体简图
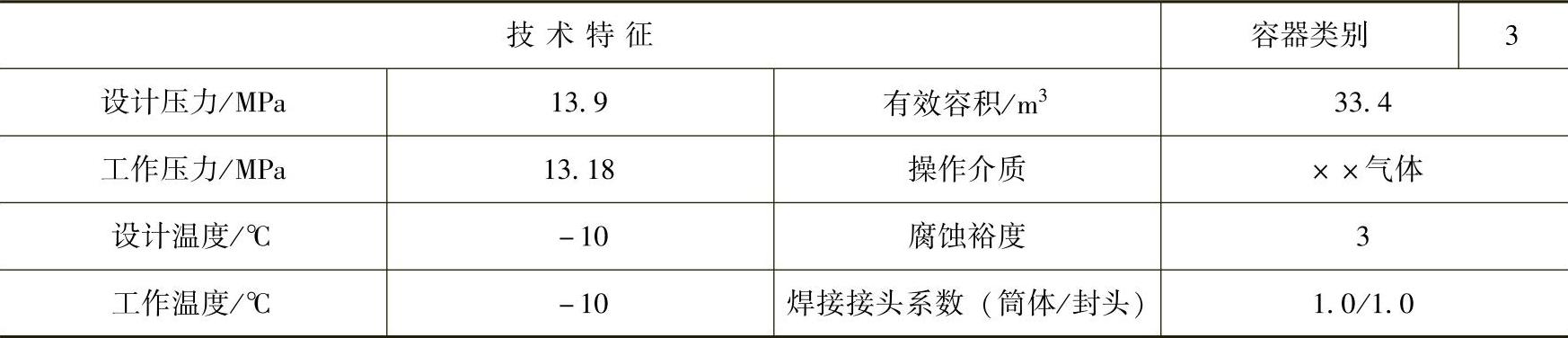
(2)气体储罐的技术特征 见表10-1。
表10-1 气体储罐的技术特征
(3)气体储罐主要焊接接头的位置、接头类型和编号图 见图10-3。
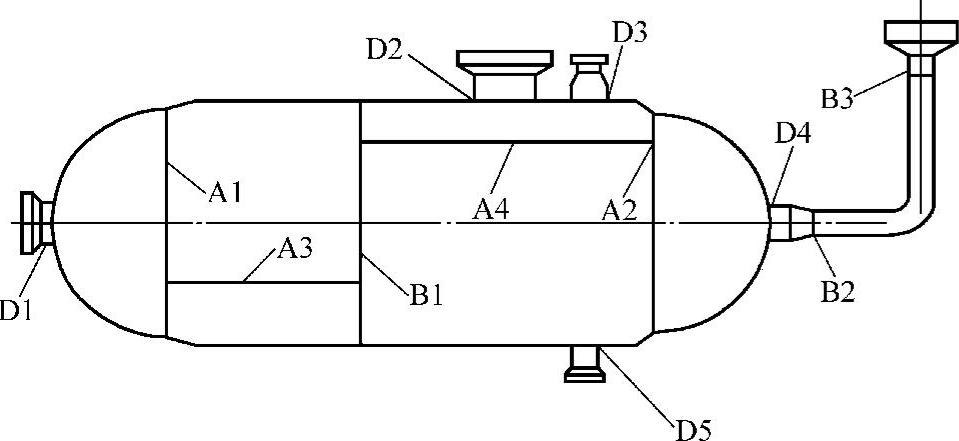
图10-3 气体储罐受压接头的位置、接头类型和编号图
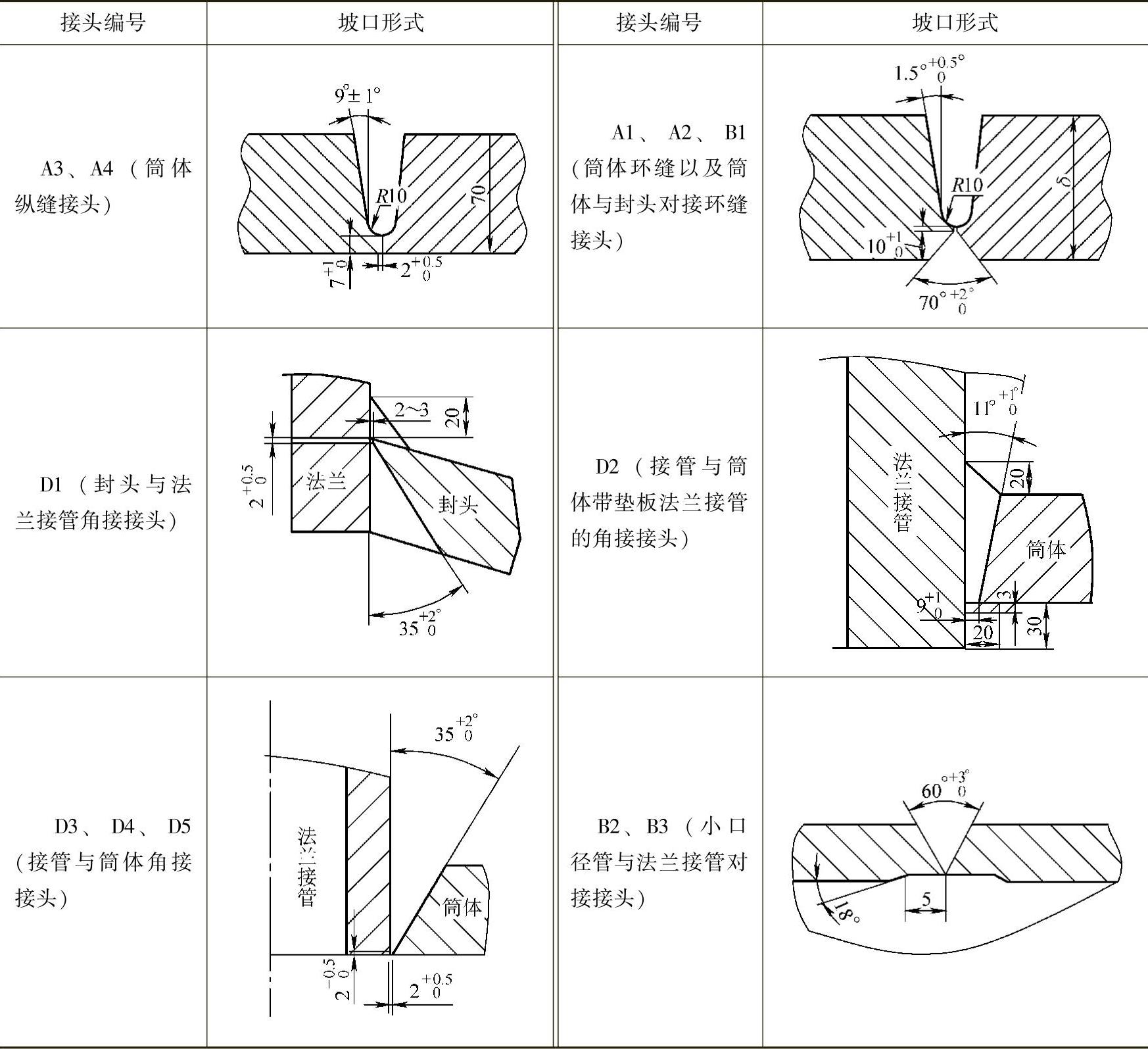
(4)主要接头的坡口 见表10-2。
(5)图样上标明该容器的技术要求 图样上标明该容器的技术要求如下:
1)本设备的制造、检验和验收按GB 150—2011《压力容器》和TSG R0004—2009《固定式压力容器安全技术监察规程》。(https://www.xing528.com)
表10-2 气体储罐各接头坡口形式
2)筒体、封头用钢的-10℃夏比冲击试验,三个试样的平均冲击吸收功AKV≥27J。
3)壳体A、B类焊接接头要求100%的RT检测,合格标准按JB/T 4730.2—2005《承压设备无损检测第2部分:射线检测》Ⅱ级,并且应进行超声波复查。复查长度不得少于各条焊缝长度的20%,合格标准按JB/T 4730.3—2005《承压设备无损检测第3部分:超声检测》Ⅰ级,所有与壳体相焊焊接接头内外表面(包括A、B、C、D类焊接接头内外表面),应按JB/T 4730.4—2005《承压设备无损检测第4部分:磁粉检测》进行磁粉检测,Ⅰ级合格。
4)设备焊完后,进行整体热处理。
5)设备焊完后,应以17.7MPa(卧置)表压进行水压试验。
2.由焊接工艺性审查可知:
1)根据GB 150.3—2011《压力容器第3部分:设计》附录E《关于低温压力容器的基本设计要求》中“本附录适用于碳素钢和低合金钢制低温容器(设计温度低于-20℃)的设计”,该容器设计温度为-10℃,因此不是低温压力容器。
2)按GB 150.4—2011《压力容器第4部分:制造、检验和验收》中10.3.1条规定,该产品的A、B类焊接接头要求100%的RT检测或100%的UT检测,这是按照此标准制造的任何压力容器均需要遵守的最低要求,图样上标明该容器的技术要求提出应进行超声波复查,复查长度不得少于各条焊缝长度的20%,并且还需要进行磁粉检测。这是关于此台气罐产品的特殊要求,在产品制造中必须遵照进行。
3)按GB 150.4—2011《压力容器第4部分:制造、检验和验收》中9.1.1条规定,凡符合下列条件之一的,有A类纵向焊接接头的容器,应逐台制备产品焊接试件:
a)承装毒性为极度或高度危害介质的容器。
b)材料标准抗拉强度σb≥540MPa的低合金钢制容器。
c)低温容器。
d)制造过程中,通过热处理改善或恢复材料性能的钢制容器。
e)设计文件要求制备产品焊接试件的容器。
按照本气罐的技术要求,并非承装毒性为极度或高度危害介质;A类纵缝所用Q345R材料的标准抗拉强度只有490MPa,并不是材料标准抗拉强度σb≥540MPa的低合金钢制容器;且非低温容器;并且制造过程中无需通过热处理改善和恢复材料性能,产品的技术说明中也没有要求制备焊接试件,因此本气罐无需制作产品焊接试板。由于封头和壳体的钢板Q345R按GB 713—2008,其冲击吸收功要求试验温度为0℃,平均冲击吸收功AKV≥34J,本气罐选用该材料要求进行-10℃夏比冲击试验,三个试样平均冲击吸收功AKV≥27J。因此钢板的采购及验收需按照技术要求进行。
4)注意到壳体设有人孔(ϕ565mm×83mm),进行壳体封闭环缝坡口设计时,可以采用双面焊坡口设计。
5)技术要求中第4条有“设备焊完后,进行整体热处理”的规定,尽管小口径管与法兰接管对接接头B2、B3按照GB 150.4—2011《压力容器第4部分:制造、检验和验收》8.2.2.1条焊后可不需要热处理,但是为满足设计技术要求,B2、B3焊接接头仍需参与整体热处理,其焊接工艺仍需有热处理的焊接工艺评定进行支持。
3.对气体储罐各接头坡口的焊接工艺性审查如下:
(1)筒体纵缝接头A3、A4的坡口设计 筒体的制造工艺是在卷制成形前加工纵缝坡口,筒体卷制成形后,焊接纵缝对接接头。本产品筒体的材料为Q345R,规格为ϕ1340mm×70mm,要进行900~1000℃高温卷制成形。虽然电渣焊方法的坡口加工简单、生产效率高,但是由于电渣焊焊缝和热影响区组织粗大,即使进行正火处理也很难保证焊接接头-10℃的低温冲击韧度要求。所以纵缝不能采用电渣焊,可采用焊条电弧焊和埋弧焊方法。图样上将纵缝设计成焊条电弧焊V形坡口+埋弧焊U形坡口是正确的。由于加工后的坡口在高温成形后,表面严重氧化,采用宽坡口有利于氧化皮的清理。另外纵缝坡口的大钝边方便于筒体卷制成形。卷制成形后,筒体纵缝坡口的大钝边表面产生的氧化皮,虽然无法清理,但在焊接过程中,对筒体内侧坡口进行清根时,可以完全清除氧化皮。基于以上考虑,筒体A3、A4纵缝接头不宜设计为窄间隙坡口。
(2)筒体环缝B1以及筒体与封头对接环缝接头A1、A2的坡口设计 筒体纵缝接头焊完后,要对筒体进行高温矫圆,再加工环缝坡口。根据筒体的直径和壁厚,可以设计成窄间隙坡口。
(3)小口径管与法兰接管对接接头B2、B3的坡口设计 小口径管和法兰接管的规格为ϕ29.6mm×6.3mm,可采用手工钨极氩弧焊和焊条电弧焊的单面焊坡口。由于管子的不圆度和壁厚公差,会使管子内壁坡口产生较大的错边,影响根部焊接质量,所以管子内壁应镗孔。基于以上考虑,B2、B3的坡口设计是合理的。
(4)封头与法兰接管角接接头D1、D4和筒体与法兰接管角接接头D2、D3、D5的坡口设计 法兰接管与封头、筒体的D类接头有插入式和骑座式两种形式。厚壁封头、筒体的骑座式接头焊接时,容易产生层间撕裂,最好采用插入式接头形式。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。