



锅炉、压力容器是一种特殊的焊接结构,这种结构上的焊缝与本体一样承受着工质的作用,焊接接头的质量将直接影响锅炉、压力容器的安全性。因此,世界各国都相继颁发了有关锅炉、压力容器的设计、制造和检验法规和标准。各种法规和标准从材料、设计、制造、检验、安装、调试、修理和改造等阶段对产品实施全过程的质量监督与管理。
锅炉、压力容器产品是按照一定的法规和标准进行产品的设计、制造、检验和验收。各种法规(标准)对产品的设计、制造、检验和验收方面的规定有很大差别。例如,对焊接工艺评定、焊工技能评定、焊后热处理和产品的检验及验收等要求,每个标准都不相同。进行产品的焊接工艺设计时,焊接工艺人员必须完全遵守产品设计、制造和检验标准中的各项规定。
我国有关锅炉及压力容器的设计、制造和检验的主要法规有,TSG G0001—2012《锅炉安全技术监察规程》、TSG R0004—2009《固定式压力容器安全技术监察规程》、《电力工业锅炉压力容器监察规程》、GB 150—2011《压力容器》、GB 151—2012《钢制管壳式换热器》等。
常用的国外锅炉、压力容器的产品设计、制造和检验法规是美国《ASME锅炉及压力容器规范》第Ⅰ卷《动力锅炉》和第Ⅷ卷《压力容器》第一册。
下面仅对TSG G0001—2012《锅炉安全技术监察规程》、TSG R0004—2009《固定式压力容器安全技术监察规程》、GB 150—2011《压力容器》、美国《ASME锅炉及压力容器规范》第Ⅰ卷《动力锅炉》和第Ⅷ卷《压力容器》第一册作简单介绍:
1.TSG G0001—2012《锅炉安全技术监察规程》简介 《锅炉安全技术监察规程》(本文简称“锅规”)是国家质量监督检验检疫总局颁发的锅炉设计、制造、安装、改造、修理、使用和检验方面安全要求的法规,它具有法律效力。“锅规”内容为十四部分和两个附件,它们分别是:
1 总则
2 材料
3 设计
4 制造
5 安装、改造、修理
6 安全附件和仪表
7 燃烧设备、辅助设备及系统
8 使用管理
9 检验
10 热水锅炉及系统
11 有机热载体锅炉及系统
12 铸铁锅炉
13 D型锅炉
14 附则
附件A 锅炉产品合格证
附件B 特种设备代码编号方法
进行锅炉产品焊接工艺设计时,焊接工艺人员主要应了解“锅规”以下相关内容,包括:焊接材料、焊缝布置、焊接、热处理、焊接检验等。其中第4.3节焊接,分别对焊接操作人员管理、焊接工艺评定、焊接作业等内容进行了详细规定。
2.TSG R0004—2009《固定式压力容器安全技术监察规程》简介 TSG R0004—2009《固定式压力容器安全技术监察规程》(本文简称“容规”)是国家质量监督检验检疫总局颁发的压力容器设计、制造、安装、改造、使用和检验方面安全要求的法规,它具有法律效力。“容规”内容为9部分和4个附件,它们分别是:
1 总则
2 材料
3 设计
4 制造
5 安装、改造与维修(https://www.xing528.com)
6 使用管理
7 定期检验
8 安全附件
9 附则
附件A 压力容器类别及压力等级、品种的划分
附件B 压力容器产品合格证
附件C 压力容器产品铭牌
附件D 特种设备代码编号方法
进行压力容器产品焊接工艺设计时,焊接工艺人员应重点了解“容规”以下相关内容:包括:焊接材料、焊接、焊接试板、焊后热处理、焊接检验等。其中第4.2节焊接,分别对焊接工艺评定、焊工及钢印、压力容器制造组装、焊接返修等方面提出要求。例如,规定在压力容器产品施焊前,受压元件焊缝、与受压元件相焊的焊缝、熔入永久焊缝内的定位焊缝、受压元件母材表面堆焊与补焊,以及上述焊缝的返修焊缝都应当进行焊接工艺评定或者具有经过评定合格的焊接工艺规程(WPS)支持。在总则中,规定了该规程的适用范围和不适用的压力容器等。
3.GB 150—2011《压力容器》简介 TSG R0004—2009《固定式压力容器安全技术监察规程》对各种材料固定式压力容器的设计、制造、检验、安装、使用管理与修理改造要求进行基于安全性方面要求的原则性规定,而GB 150《压力容器》则针对压力容器产品,对材料、设计、制造、检验和验收进行了详细的规定。该标准共分为四部分,分别是:
GB 150.1—2011压力容器 第一部分通用要求
GB 150.2—2011压力容器 第二部分材料
GB 150.3—2011压力容器 第三部分设计
GB 150.4—2011压力容器 第四部分制造、检验和验收
在第四部分“制造、检验和验收”章节中,分别对适用范围、材料切割及标记移植、冷热加工成形与组装、焊接、热处理、试件与试样、无损检测、耐压试验和泄漏试验、多层容器以及出厂等方面的要求进行规定。其中焊接接头类型、冷热加工成形、焊接、热处理、试件与试样等方面的规定,对焊接工艺设计尤为重要。例如,在“制造、检验和验收”章节中规定了焊接工艺评定应按NB/T 47014—2011进行,A、B、C和D、E类接头的外形尺寸要求、容器及部件进行焊后热处理的条件、焊后热处理的方法、对产品焊接试板的规定、无损检测和耐压试验的规定等,在焊接工艺设计时都应无条件地遵守。
GB 150—2011《压力容器》,按焊接接头的受力条件及其所处部位,对压力容器的焊接接头进行分类,共分为A、B、C、D和E四类。这种分类与接头的坡口形式无关,目的在于对不同类别焊接接头的接头形式和检查程度提出不同的要求。在制定产品焊接方案和编制产品的焊缝识别卡时,要对实际产品焊接接头进行分类,同时画出产品焊接接头的编号图,所以焊接工艺人员要了解按GB 150—2011《压力容器》标准关于焊接接头的分类。GB 150《压力容器》中,A、B、C、D和E类焊接接头的典型位置示意图如图10-1所示。对焊接接头的分类规定如下:
A类接头 圆筒部分(包括接管)和锥壳部分的纵向接头(多层包扎容器层板层纵向接头除外)、球形封头与圆筒连接的环向接头、各类凸形封头和平封头中的所有拼焊接头以及嵌入式的接管或凸缘与壳体的对接连接的接头,均属A类焊接接头。
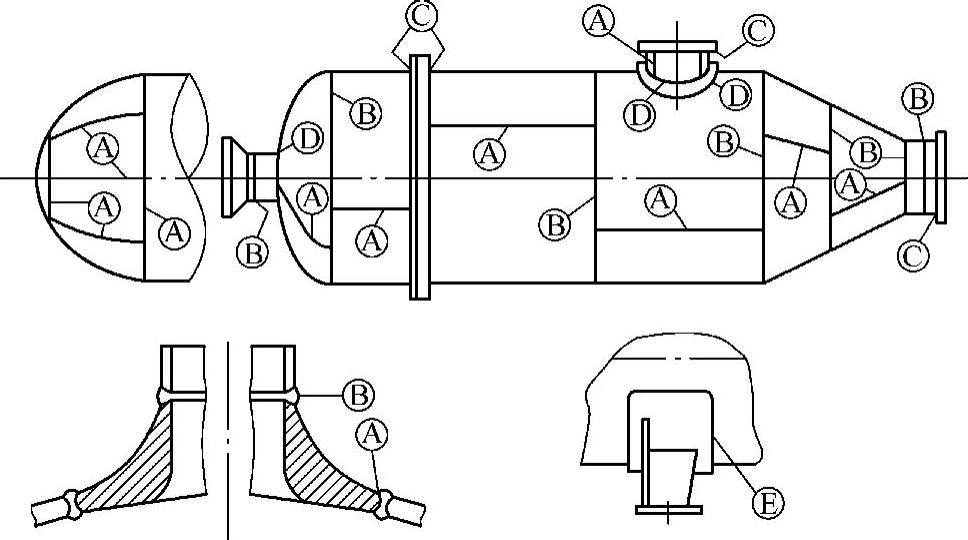
图10-1 A、B、C、D和E类焊接接头的典型位置示意图
B类接头 壳体部分的环向接头、锥形封头小端与接管连接的接头、长颈法兰与壳体或接管连接的接头,平盖或管板与圆筒对接连接的接头以及接管间的对接环向接头,均属B类焊接接头,但已规定为A类的焊接接头除外。
C类接头 球冠形封头、平盖、管板与圆筒非对接连接的接头,法兰与壳体或接管连接的接头,内封头与圆筒的搭接接头以及多层包扎容器层板层纵向接头,均属C类焊接接头,但已规定为A、B类的焊接接头除外。
D类接头 接管(包括人孔圆筒)、凸缘、补强圈等与壳体连接的接头,均属D类接头,但已规定为A、B、C类的焊接接头除外。
E类接头 非受压元件与受压元件的连接接头。
4.《ASME锅炉及压力容器规范》(第Ⅰ卷——动力锅炉)简介 《ASME锅炉及压力容器规范》是美国机械工程师学会制定的锅炉及压力容器规范,共分十二卷。其中关于锅炉及压力容器产品设计、制造和检验法规为第Ⅰ卷——动力锅炉和第Ⅷ卷——压力容器。
《ASME锅炉及压力容器规范》第Ⅰ卷共分十篇和两个附录。
其中PG篇为所有建造方法的共同要求,PW篇为焊接制造锅炉的要求。进行“ASME”产品焊接工艺设计时,应着重了解PG篇中,关于材料、制造、检验和验收、水压试验的共同要求,以及PW篇中,对材料、制造、检验和试验部分的特殊要求,并遵守有关规定。例如,PW——28.1.1条规定,焊接受压件和在受压件上连接的非受压件用的焊接工艺规程、焊工和焊接操作工应按“ASME锅炉及压力容器规范”第Ⅸ卷进行评定。
5.《ASME锅炉及压力容器规范》(第Ⅷ卷——压力容器第一册)简介 《ASME锅炉及压力容器规范》第Ⅷ卷——压力容器分为两册(第一册和第二册),第Ⅷ卷第一册与第二册的区别在于设计原则不同。第一册在壳体及容器部件的设计部分中采用简单的公式及设计步骤以计算必要的尺寸,而第二册采用应力分析法。由于第二册比第一册采用较低的安全系数,第二册中对制造和检验的要求比第一册高。
第Ⅷ卷——压力容器第一册包括A、B和C三个分卷、二十六个强制性附录和二十一个非强制性附录。A分卷为总的要求。B分卷为与压力容器制造方法有关的要求,分为三篇:UW篇——焊制压力容器的要求、UF篇——锻制压力容器的要求和UB篇——钎焊制造压力容器的要求。C分卷为对各类材料容器的要求,分为九篇。其中B分卷UW篇——焊制压力容器的要求和C分卷UCS篇——以碳钢和低合金钢制造压力容器的要求,在ASME压力容器产品焊接工艺设计时,是焊接工艺人员经常查阅的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。