



(一)控制焊接变形的设计原则
1)选择焊接工艺性好的结构形式。
2)设计合理的焊缝尺寸和接头形式。
3)合理安排焊缝布局和接头位置,尽可能减少焊缝数量。
4)选用型材等,构成最佳焊接结构。
(二)控制焊接变形的工艺措施
1.焊前预防措施
(1)反变形 焊前将焊件装配成具有与焊接变形方向相反的变形。反变形的大小以能抵消焊后变形为准,这种变形可以是弹性的、塑性的和弹塑性的。
图8-8所示为反变形的典型实例。反变形的大小和方向,应根据经验事先预测。在待焊工件装配过程中,造成与焊接残留变形大小相当、方向相反的预变形,使焊后残留变形与预变形相互抵消,焊件恢复到设计要求的几何形状。
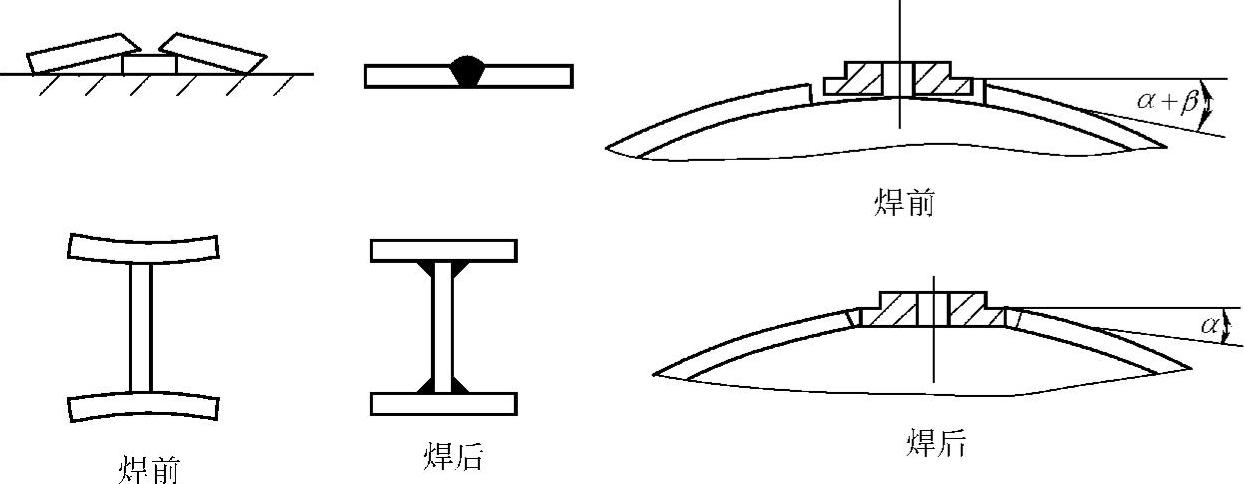
图8-8 不同焊件上采用的反变形措施
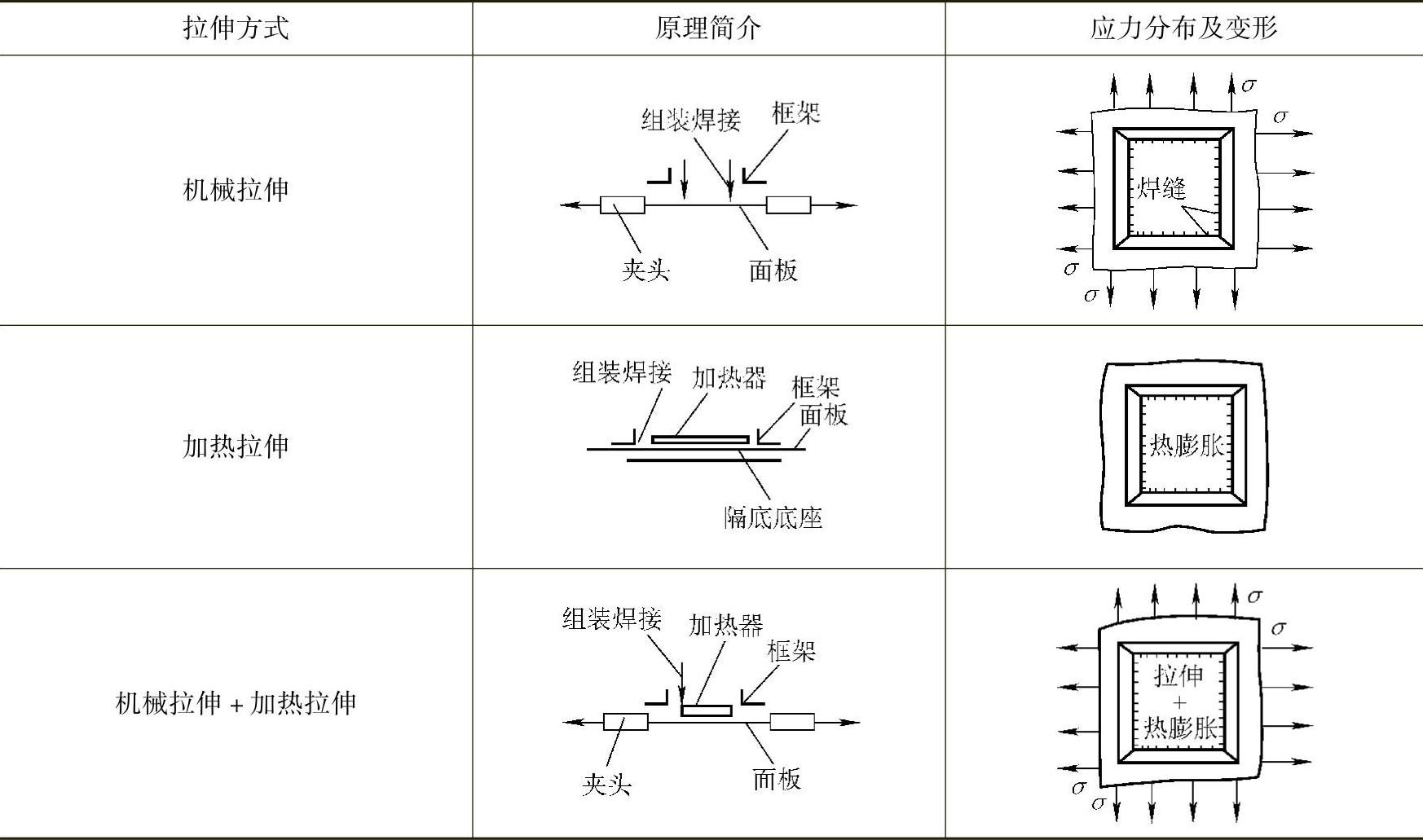
(2)预拉伸 焊接薄件前,采用机械、加热或机械和加热并用的方法,使焊接件得到预先的拉伸和伸长,然后与刚性架或肋条装配焊接,可以很好地防止波浪变形(见表8-2)。
表8-2 预拉伸法控制焊接变形
(3)刚性固定 将焊件刚性固定,来防止焊接变形。对于刚度小的焊接件可以用胎具和临时支撑增加结构的刚度,减小焊接变形。对于刚度较大的焊接件,用刚性固定法减小弯曲变形的效果较差,而对于防止角变形和波浪变形较为有效,但是,却增加了焊接应力。
2.焊接过程中控制焊接变形的措施(https://www.xing528.com)
(1)采用热量密度高的焊接方法 例如采用CO2气体保护焊,由于其电弧能量集中,可以有效地减小焊接变形,该方法是钢结构焊接中使用较为普遍的焊接方法。对于精密件,可采用真空电子束焊方法焊接。
(2)采用合理的焊接参数,减小热输入 焊接过程中应采用小的焊接电流,快速焊接。
(3)通过调整焊接顺序,减小焊接变形 可采用跳焊、退焊、分段焊、对称焊的方法来减小焊接变形,具体焊接方向如图8-9所示。图中箭头方向为焊接方向。

图8-9各种焊法的焊接方向示意图
(4)采用强制冷却法 限制和缩小焊接时的受热面积采用水冷等措施,使焊接区快速冷却,从而减少焊接变形。该方法一般用于控制有色金属或薄板的焊接变形。
(5)选择合理的装配顺序,将整体结构分解为易于施工的单个部件构件 在装配过程中,由于截面的中性轴在不断地变化,因而影响焊接变形。所以同样的构件,采用不同的装配顺序,变形量的差别很大。通常将焊接件分成若干部分,分别装配焊接,并根据构件的实际形状,合理地安排装焊顺序。对于重要部件,还需要进行模拟试验。
(6)低应力无变形焊接法 采用低应力无变形法焊接法,可消除焊接变形。
3.焊后矫正
(1)利用机械方法矫正 所谓机械方法就是使用锤子、压力机等方法使构件的材料发生塑性变形,使原来的缩短部分得到延伸,恢复形状。
(2)加热矫正 加热矫正分为整体加热法和局部加热法。整体加热法是预先将构件变形的部位用刚性夹具复原到设计形状,然后整体加热到某一温度,使由夹具造成的弹性变形转变为塑性变形,构件恢复到原来形状,达到矫正的目的。
用于锅炉和压力容器制造过程中的加热矫正一般采用局部矫正法,用火焰作为热源加热。将变形的构件特定区域局部加热,产生塑性变形,使焊接过程中伸长的金属冷却后缩短来消除变形。通常对碳钢和低合金钢的矫正温度为600~800℃。对于合金含量较高的材料应经过具体分析,在保证加热对材料性能没有影响的情况下方可使用。
根据加热的区域不同,加热方法可分为点状加热法、线状加热法和三角加热法等几种方式。
在工程中,控制焊接变形和焊接应力的实例很多,特别是在锅炉和压力容器制造过程中,控制焊接变形的措施随处可见。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。