



【摘要】:熔化极药芯焊丝电弧焊的焊接参数包括:焊接电流、电弧电压、焊接速度、焊丝伸出长度及保护气体流量等。因此最佳焊接参数的选择是有前提条件的,应针对具体的药芯焊丝产品、施焊时的实际工况条件等,最终确定最佳焊接参数。由于药芯焊丝的特有结构特点,药芯焊丝电弧焊的常用焊接电流、电弧电压参数范围与实芯焊丝电弧焊略有不同,药芯焊丝在各种位置焊接中厚度板时的焊接电流、电弧电压常用范围见表7-14。
熔化极药芯焊丝电弧焊的焊接参数包括:焊接电流、电弧电压、焊接速度、焊丝伸出长度及保护气体流量等。焊接参数对焊缝成形及焊接质量的影响与实芯焊丝基本相同。但由于药芯焊丝填充药粉在焊接过程中的造气、造渣等一系列冶金作用,其影响程度不仅使药芯焊丝和实芯焊丝有差别,而且同一类别不同生产厂的产品也略有差别。因此最佳焊接参数的选择是有前提条件的,应针对具体的药芯焊丝产品、施焊时的实际工况条件等,最终确定最佳焊接参数。
由于药芯焊丝的特有结构特点,药芯焊丝电弧焊的常用焊接电流、电弧电压参数范围与实芯焊丝电弧焊略有不同,药芯焊丝在各种位置焊接中厚度板时的焊接电流、电弧电压常用范围见表7-14。
与实芯焊丝气体保护焊和焊条电弧焊不同,药芯焊丝只靠截面积较小的金属皮导电,所以与其他焊接方法相比,药芯焊丝电弧焊的电流密度相当高,焊丝伸出长度微小的变化都会影响熔敷效率和焊缝成形,因此药芯焊丝气体保护电弧焊必须严格控制焊丝伸出长度,药芯焊丝的伸出长度与焊接电流、电弧电压推荐的匹配值见表7-15。
表7-14 药芯焊丝在各种位置焊接中厚度板时的焊接电流、电弧电压常用范围(https://www.xing528.com)
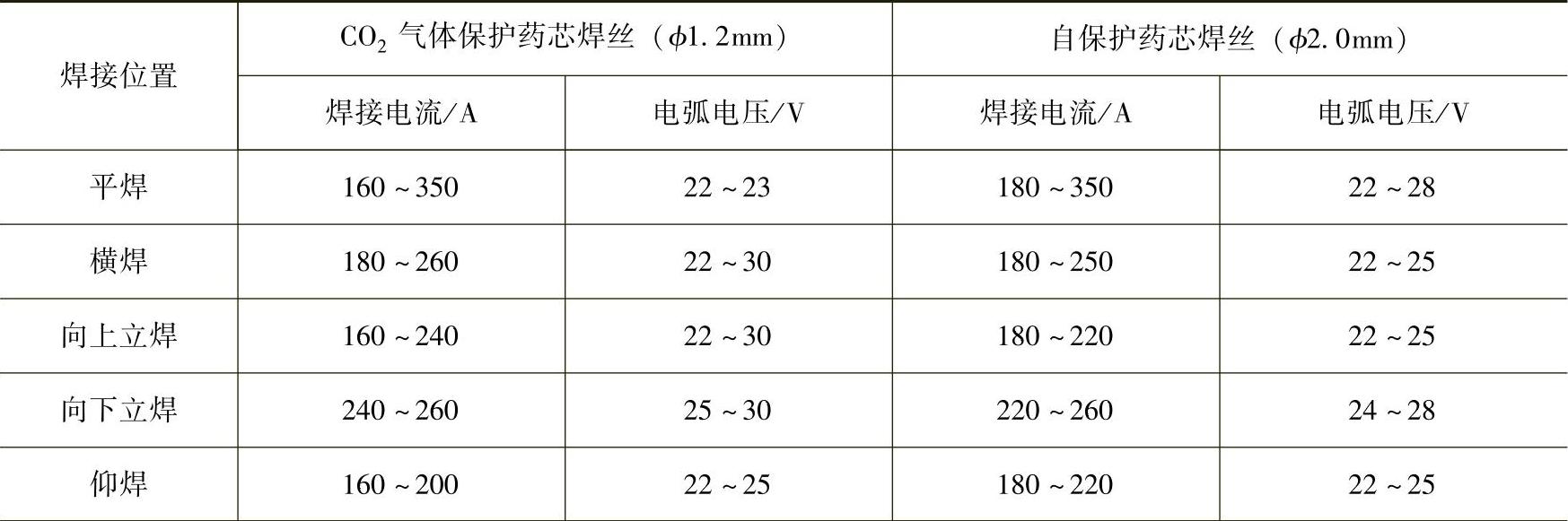
表7-15 药芯焊丝的伸出长度与焊接电流、电弧电压推荐的匹配值

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。