



(一)等离子弧的产生
普通等离子弧焊与钨极氩弧焊(GTAW)方法一样,都使用不熔化电极(钨极)。不同的是等离子弧焊枪有压缩喷嘴,其电极缩进喷嘴内,如图7-121所示,等离子焊枪有两层气体,即从喷嘴流出的离子气体和从保护罩流出的保护气体。焊枪喷嘴内壁和电极之间的空间称为等离子气室。离子气体进入等离子气室,直接包围电极,然后通过喷嘴孔流向焊件,在热场、力场和电场作用下被电离,形成高速流动的、含有多种成分、多种形态的粒子流——等离子流。电弧在三种收缩效应作用下形成压缩电弧——等离子弧,保护气体从焊枪外侧的喷嘴进入等离子弧区,以防止焊接熔池被污染。
等离子压缩电弧的产生决定于三种收缩效应。
1.机械压缩 利用水冷喷嘴孔道限制弧柱直径,来提高弧柱的能量密度和温度。这种对弧柱的压缩作用称为机械压缩。
2.热收缩 由于水冷喷嘴温度较低,在喷嘴内壁形成一层冷气膜,一方面使喷嘴与弧柱相对绝缘,另一方面使弧柱有效截面进一步收缩,这种收缩称为热收缩。
3.磁收缩 弧柱电流自身磁场对弧柱的压缩作用称为磁收缩。电流密度越大,磁收缩作用越强。
(二)等离子弧的类型
按电源连接方式和形成等离子弧的过程不同,等离子弧有非转移型、转移型和联合型三种类型。
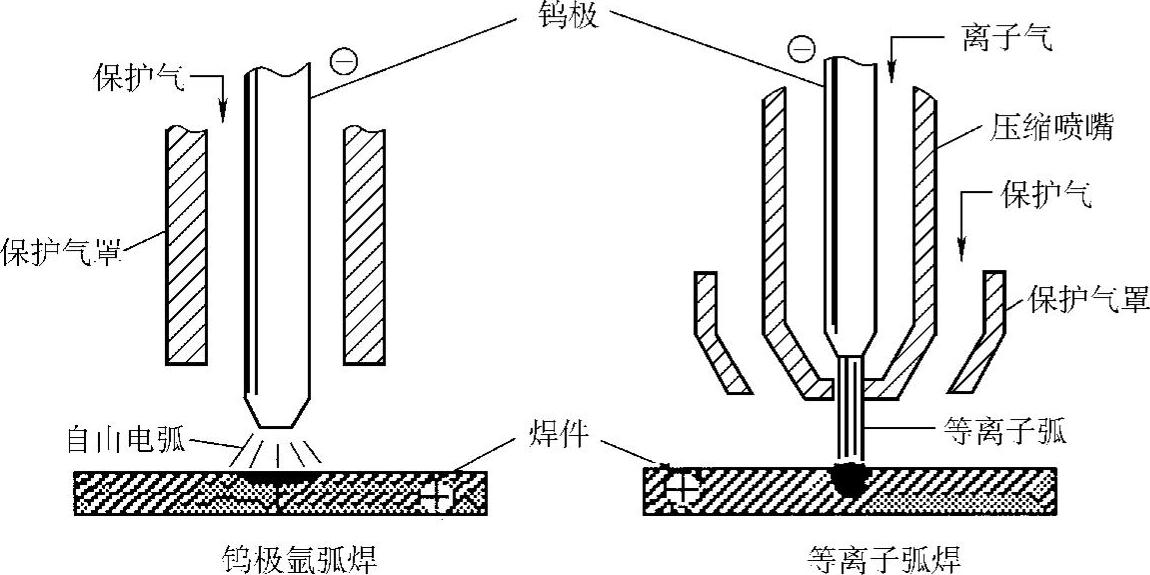
图7-121 钨极氩弧焊和等离子焊方法对比
1.非转移型等离子弧 电源接在钨极和喷嘴之间,在离子气流压缩下,弧焰从喷嘴中喷出,形成等离子焰,见图7-122a。焊件本身并不通电,而是被间接加热。因此热的有效利用率不高,约10%~20%,故这种等离子弧主要用于焊接金属薄板、喷涂和许多非金属材料的切割与焊接。
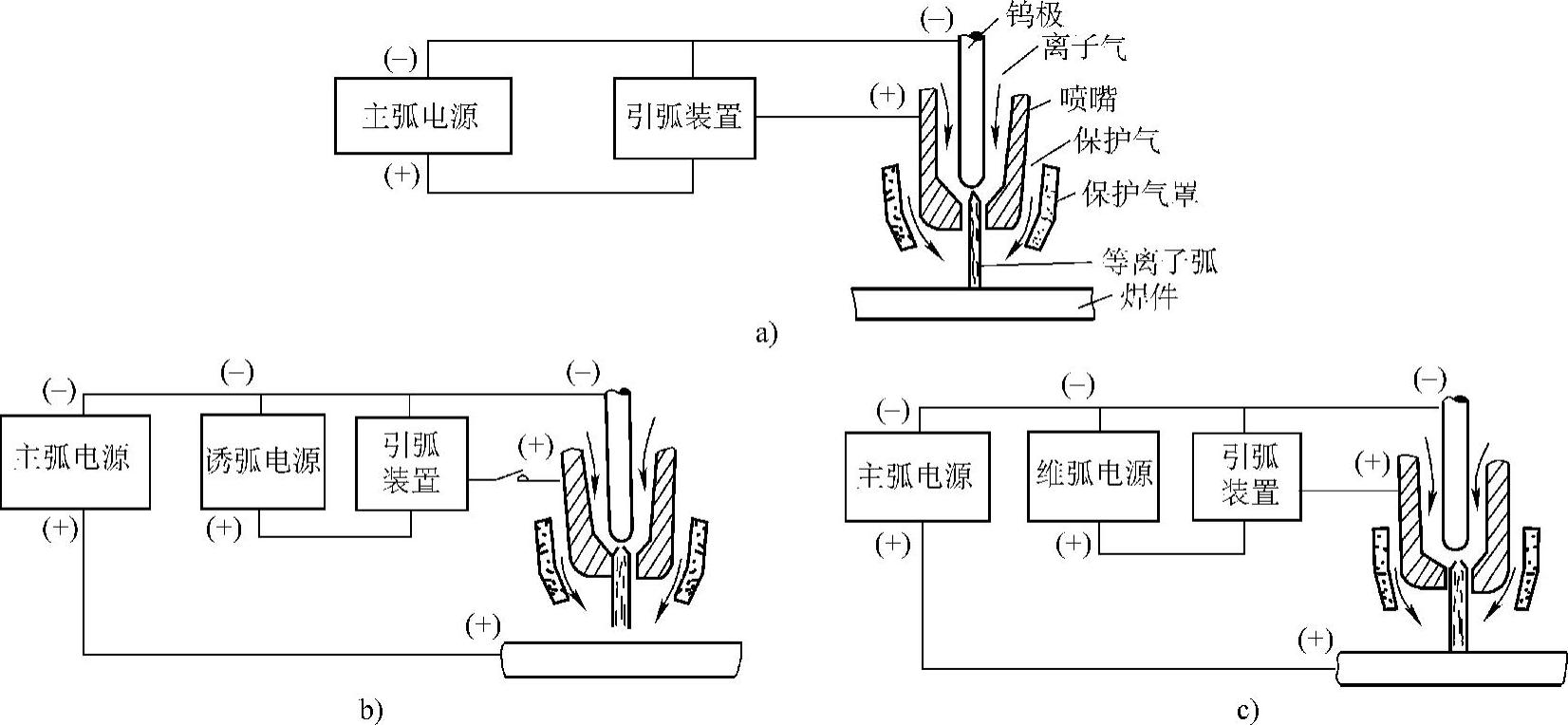
图7-122 等离子弧的类型
a)非转移型等离子弧 b)转移型等离子弧 c)联合型等离子弧
2.转移型等离子弧 电源接在钨极和焊件之间,因该电弧难以形成,需在喷嘴上也接入正极,先在钨极与喷嘴之间引燃电流弧较小的等离子弧(又称诱导弧)为焊件和电极之间提供足够的电离度,见图7-122b。然后迅速接通钨极和焊件之间的电路,使该电弧转移到钨极和焊件之间直接燃烧,随即切断喷嘴和钨极之间的电路。在正常工作状态下,喷嘴保持中性,不带电。
转移型等离子弧的阳极斑点直接落在焊件上,电弧热有效利用率大为提高,达60%~75%。金属焊接与切割一般都采用这种转移型等离子弧。
3.联合型等离子弧 非转移型等离子弧和转移型等离子弧在工作过程中同时并存,如图7-122c所示。前者在工作中起补充加热和稳定电弧作用,故又称它为维弧;后者称主弧,用于焊接。联合型等离子弧主要用于(微束小电流)等离子弧焊接和粉末堆焊。
(三)等离子弧焊的特点(https://www.xing528.com)
1.等离子弧焊与钨极氩弧焊相比的优点
(1)等离子弧与钨极氩弧焊的自由电弧相比 温度更高、能量密度更大、熔透能力更强。因此,等离子弧对焊件的热输入较小,焊缝截面形状较窄,深宽比大,呈“酒杯”状,见图7-123。热影响区窄,其焊接变形也小。
(2)电弧挺直性好 图7-124表示了等离子弧与自由电弧的形态区别。等离子弧呈圆柱形,扩散角约5°左右。焊接时,当弧长发生波动时,母材的加热面积不会发生明显变化,而自由电弧呈圆锥形,其扩散角约45°,对工作距离变化敏感性大。由于等离子弧挺度比自由电弧好,焰流速度大,因而指向性好,喷射有力,其熔透能力强。由于等离子流的方向性强,电弧的刚度大,克服了自由电弧因磁场引起的电弧偏移现象。
(3)钨极烧损程度较少 由于等离子弧焊焊枪的电极位于压缩喷嘴内部,不可能与焊件接触,钨极烧损程度较少,所以可大大减少电极对焊缝金属污染的可能性。
(4)焊接速度比钨极氩弧焊快 在同样熔深下,其焊接速度比TIG焊高,可提高焊接生产率。
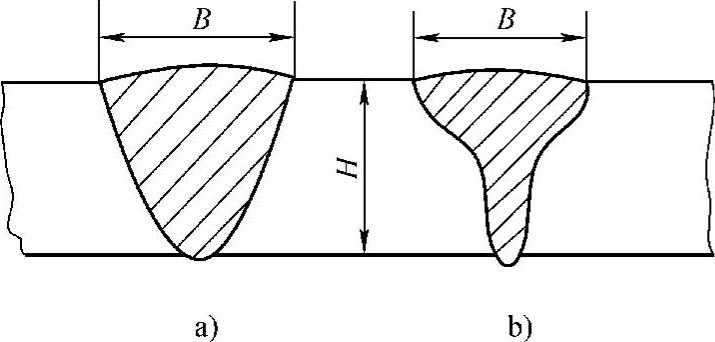
图7-123 自由电弧与等离子弧焊缝的横截面形状图
a)自由电弧 b)等离子弧
B—焊缝宽度 H—焊件厚度
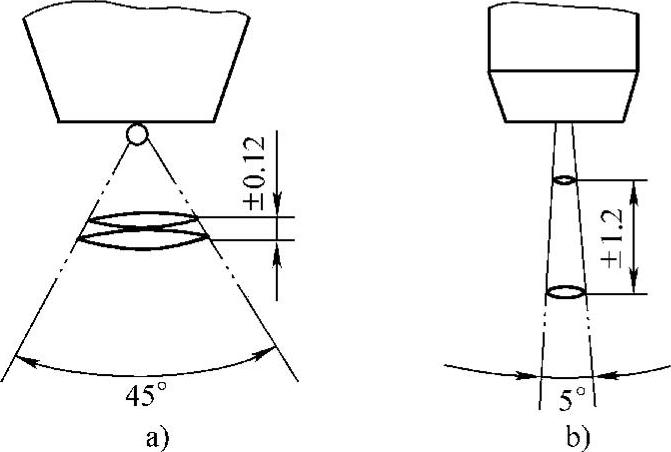
图7-124 自由电弧与等离子弧形态区别
a)自由电弧 b)等离子弧
(5)应用范围广 能够焊接更细更薄的零件,目前低至0.1A电流的等离子弧焊接设备已在生产上应用。
2.等离子弧焊与钨极氩弧焊相比的缺点
1)焊枪、电源及电气控制线路等较复杂,设备费用一般是氩弧焊的2~5倍。
2)焊接参数的调节匹配较复杂。
3)喷嘴寿命较短。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。