



1.焊接参数 获得优质的螺柱焊焊接接头的基本条件是输入足够的能量,该能量大小取决于螺柱的横截面积。输入焊接区的总能量与焊接电流、电弧电压及燃弧时间有关。电弧电压决定于电弧长度或螺柱焊枪调节的提升高度。当提升高度确定后,电弧能量就由焊接电流与焊接时间决定。
各种直径低碳钢电弧螺柱焊的焊接电流与焊接时间的关系如图7-117所示,对于某一给定的螺柱尺寸,均存在一个参考范围,通常需在此范围内选定最适合的焊接电流和焊接时间。
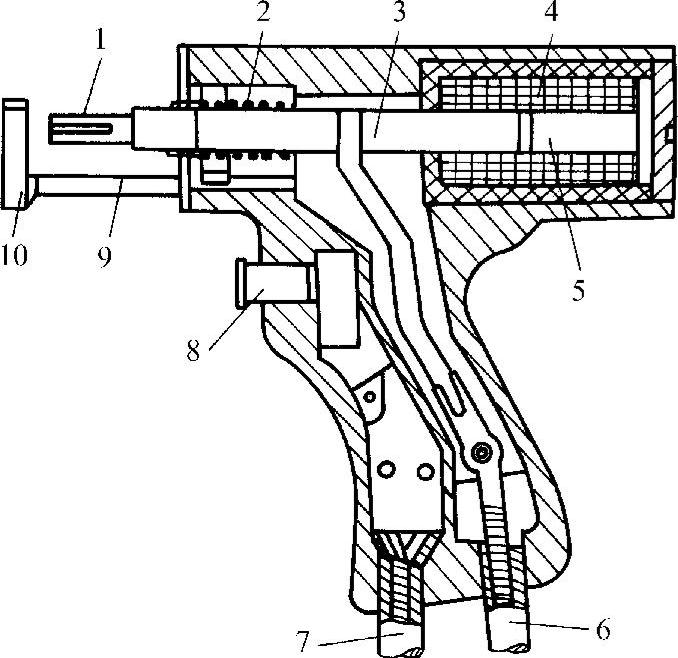
图7-116 电弧螺柱焊焊枪结构
1—夹头 2—拉杆 3—离合器 4—电磁线圈 5—铁心 6—焊接电缆 7—控制电缆 8—扳机 9—支杆 10—脚盖
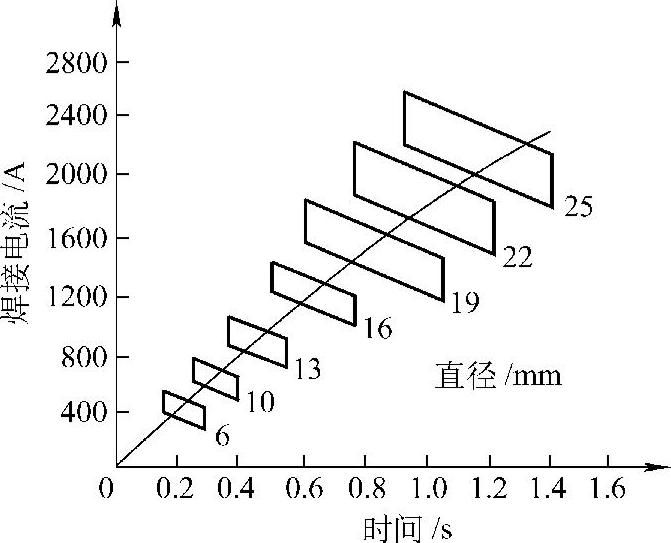
图7-117 低碳钢电弧螺柱焊焊接电流、焊接时间范围
2.焊接操作要点
1)螺柱焊端部和母材表面应具有清洁表面,无漆层、轧鳞和油水污垢等。
2)检查焊接电缆、导电夹头是否正常,导电回路是否牢固连接。(https://www.xing528.com)
3)将螺柱装入夹头,检查螺柱对中及伸出长度,并通过调整三角架及伸缩杆进行相应的调整。
4)焊接时将螺柱插入夹头底部,并调整夹持松紧度。长焊件焊接时为防止磁偏吹,应采用两根地线,对称与焊件相接,焊接过程中可随时调整地线位置。
5)采用惰性气体保护时,按要求调整好气体流量。采用陶瓷圈保护时,将陶瓷圈套入,用陶瓷圈保持架夹持牢靠。
6)钢螺柱焊采用直流正接,铝及其合金螺柱焊用直流反接。调节好焊枪提升量、螺柱超出套圈外伸长度、焊接电流和燃弧时间。保证焊枪与焊件保持垂直,压紧固定后再按扳机引弧、焊接,焊接过程中不能移动或摇晃焊枪,熄弧后再抬枪,以防拔起螺柱(脱焊)。
3.质量控制 投产前应对所选的焊接工艺进行评定,按评定合格的焊接工艺进行施焊。
现场生产操作者可目视检查,并按照如图7-118所示来判断焊接质量。
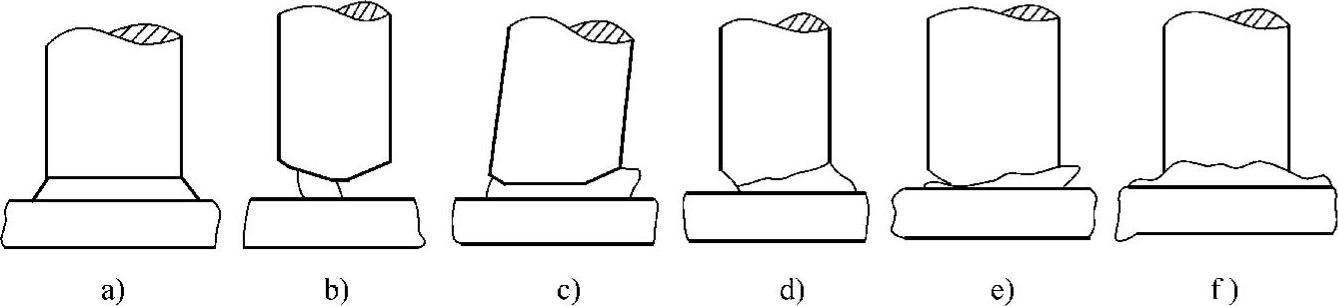
图7-118 电弧螺柱焊接头外观缺陷
a)焊缝形状良好 b)未插入 c)不垂直 d)压入不足 e)热量不足 f)热量过大
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。