



(一)母材
用其他弧焊方法容易焊接的金属材料,都适于进行螺柱焊。其中应用最多的是碳钢、高强度钢、不锈钢和铝合金。
可焊母材的最小壁厚与螺柱端部直径有关。为了防止焊穿和减少变形,对于电弧螺柱焊建议母材的厚度不要小于螺柱端部直径的1/3,当强度不作为主要要求时,母材的厚度最薄也不能小于螺柱端部直径的1/5。
(二)螺柱
工业上最常用的螺柱是低碳钢、高强度钢、不锈钢和铝及其合金。螺柱的外形必须使焊枪能夹持并顺利地进行焊接。
钢的螺柱焊时,为了脱氧和稳弧,常在螺柱端部中心处(约在焊接点2.5mm范围内)放上一定量的焊剂。图7-114给出将焊剂固定于柱端的4种方法,其中图7-114c较为常用。对于直径小于6mm的螺柱,一般不需要加入焊剂。
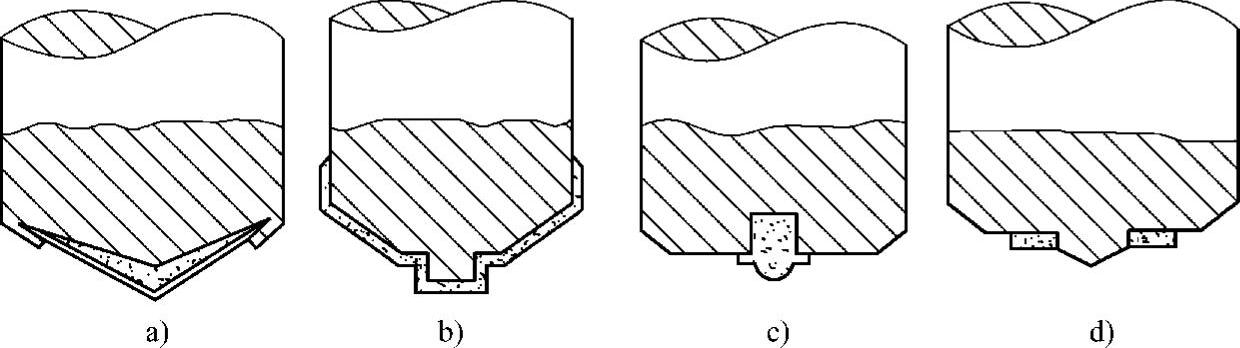
图7-114 螺柱焊柱端焊剂的固定方法
a)包覆颗粒 b)涂层 c)镶嵌固体焊剂 d)套固体焊剂
铝的螺柱端部可不加焊剂,为了便于引弧端部可做成尖状,焊接时需用惰性气体保护以防止焊缝金属氧化并稳定电弧。
螺柱待焊底端多为圆形,也可以是方形或矩形。矩形的宽度不应大于5mm。(https://www.xing528.com)
螺柱的长度必须考虑焊接过程产生的缩短量。因为焊接时螺柱和母材金属熔化,随后熔化金属从接头处被挤出,所以螺柱总长度要缩短。电弧螺柱焊时,螺柱缩短量的典型值见表7-12。与电弧螺柱焊相比,电容放电螺柱焊的螺柱熔耗量很小,通常在0.2~0.4mm范围。熔化所产生的缩短量几乎可以忽略不计。
表7-12 电弧螺柱焊螺柱缩短量的典型值 (单位:mm)

(三)套圈
电弧螺柱焊一般都使用套圈,焊前套在螺柱待焊端面,由焊枪上的卡钳保持适当位置。套圈的作用是:
1)施焊时将电弧热集中于焊接区。
2)阻止空气进入焊接区,减少熔化金属氧化。
3)将熔化金属限定在焊接区域内。
4)遮挡弧光。
套圈有消耗型和半永久型两种,前者为一次性使用,多用陶质材料制成,焊后易于碎裂。后者可在一定程度上重复使用。套圈为圆柱形,底面与母材的待焊端表面相配并做成锯齿形,以便气体从焊接区排出。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。