



将金属螺柱或类似的紧固件(螺栓、螺钉等)焊到焊件上的方法称为螺柱焊(英文简称SW焊,ISO代号为78)。实现螺柱焊接的方法有电阻焊、摩擦焊、爆炸焊及电弧焊等多种。电弧法螺柱焊在使用设备及焊接技术上有其特殊性,而其他螺柱焊接方法均采用传统设备,仅仅是焊接夹具上有所改变。
锅炉、压力容器生产中主要采用的是电弧法螺柱焊,本节仅就电弧法螺柱焊的相关内容加以介绍。
电弧法螺柱焊是利用电弧加热和熔化螺柱(或类似紧固件)与焊件间的接触面,立即使螺柱快速插入焊件而形成焊缝的焊接方法。焊接过程中电弧引燃、燃弧时间和快速插入动作均采用自动控制。
根据所用焊接电源不同,电弧法螺柱焊可分为稳定电弧螺柱焊、不稳定电弧螺柱焊和短周期螺柱焊。电弧法螺柱焊的分类如图7-109所示。
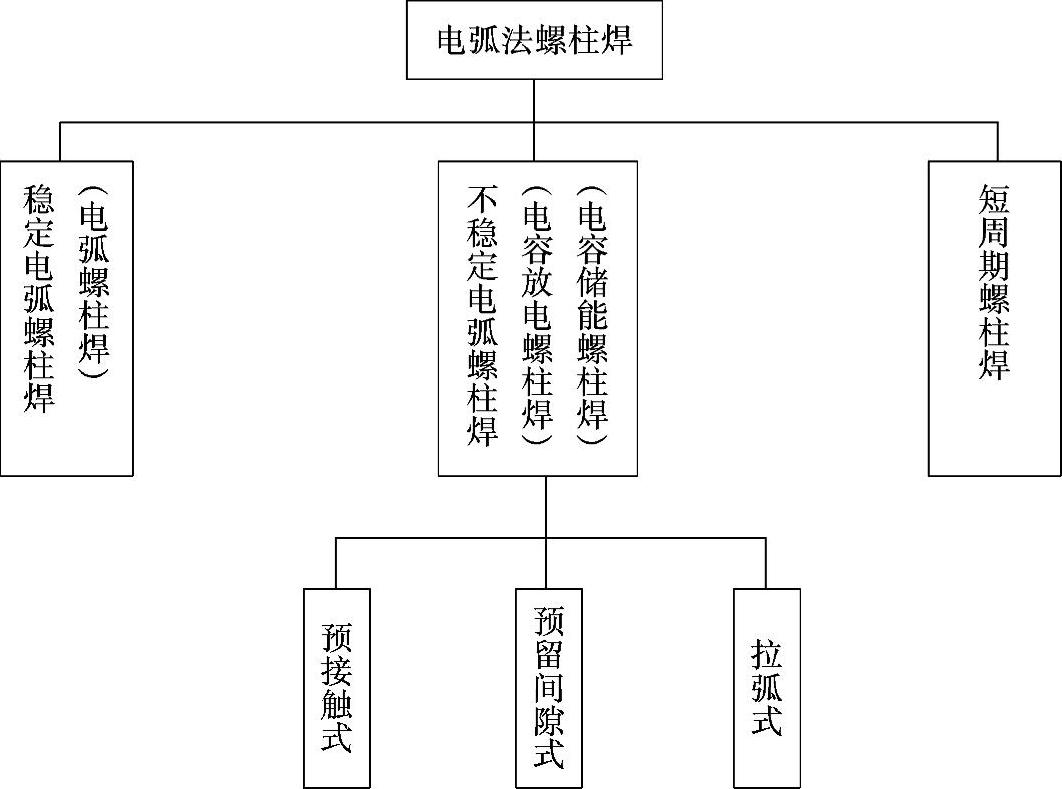
图7-109 电弧法螺柱焊的分类
(一)稳定电弧螺柱焊
稳定电弧螺柱焊又称电弧螺柱焊。螺柱端部与焊件表面之间产生稳定的电弧过程,电弧作为热源在焊件上形成熔池,螺柱端被加热形成熔化层,在压力(弹簧等机械压力)作用下将螺柱端部浸入熔池,并将液态金属全部或部分挤出接头之外,从而形成连接。这种螺柱焊的电源一般是弧焊整流器、焊接逆变器或直流弧焊发电机,即普通弧焊电源就可以。电弧螺柱焊的电弧放电是持续而稳定的电弧过程,焊接电流不经过调整,焊接过程中基本上是恒定的。
电弧螺柱焊焊接过程如图7-110所示,开始时先将螺柱放入焊枪的夹头里并套上套圈,使螺柱端与焊件(母材)接触(见图7-110a),按下开关接通电源,枪体中的电磁线圈通电,将螺柱从焊件拉起,随即起弧(见图7-110b)。电弧热使柱端和母材熔化,由时间控制器自动控制燃弧时间。在断弧的同时,线圈也断电。靠压紧弹簧把螺柱压入母材熔池即完成焊接(见图7-110c)。最后提起焊枪并移去套圈(见图7-110d)。
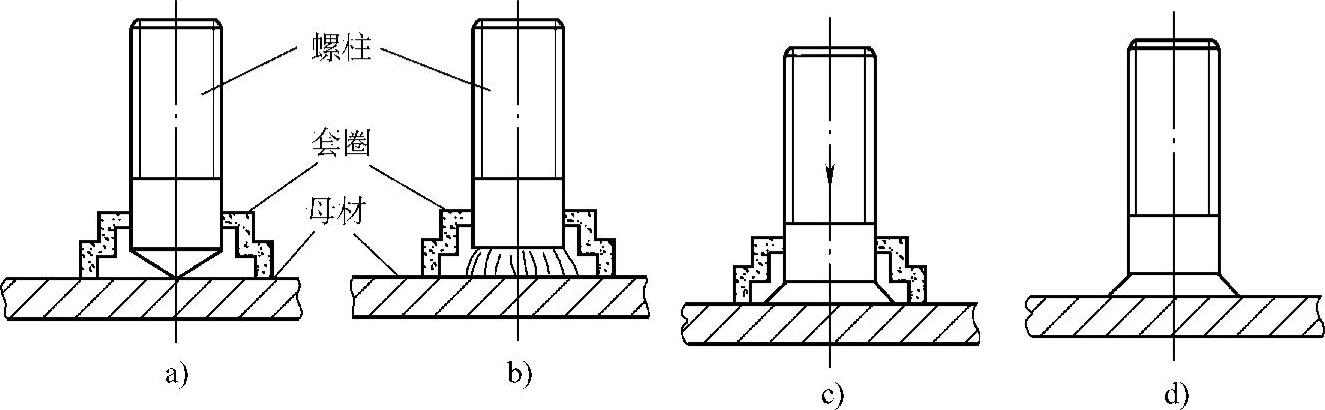
图7-110 电弧螺柱焊焊接过程
黑色金属电弧螺柱焊,通常采用直流正接(螺柱负极,焊件正极),有色金属电弧螺柱焊则采用直流反接。电弧螺柱焊通常采用陶质护圈来屏蔽电弧并挡住熔化的焊缝金属。
(二)不稳定电弧螺柱焊
不稳定电弧螺柱焊又称电容放电螺柱焊或电容储能螺柱焊。
电容放电螺柱焊由电容器存储电能,电弧由所储电能瞬时放电产生。电容器在螺柱端部与焊件表面间的放电过程是不稳定的电弧过程,即电弧电压与电弧电流瞬时在变化着,焊接过程是不可控的。
除与镀锌或电镀表面焊接外,电容放电螺柱焊一般采用直流正接。由于电容放电螺柱焊焊接时间(即电弧燃烧时间)极短,只有2~3s,空气来不及侵入焊接区,接头就已形成了,所以电容放电螺柱焊一般不用保护措施。
电容放电螺柱焊根据引燃电弧的方式不同,又可分为预接触式、预留间隙式和拉弧式。(https://www.xing528.com)
1.预接触式电容放电螺柱焊 预接触式电容放电螺柱焊焊接过程如图7-111所示。螺柱待焊端需设计有小凸台,焊接时先将螺柱对准焊件,使小凸台与焊件接触见图7-111a。然后施压,使螺柱推向焊件,随后电容放电,大电流流经小凸台。因电流密度很大,瞬间被烧断而产生电弧(见图7-111b)。在电弧燃烧过程中,待焊面被加热熔化,这时由于压力一直存在,故螺柱向焊件移动(见图7-111c),待柱端与焊件接触,电弧熄灭,即形成焊缝(见图7-111d)。
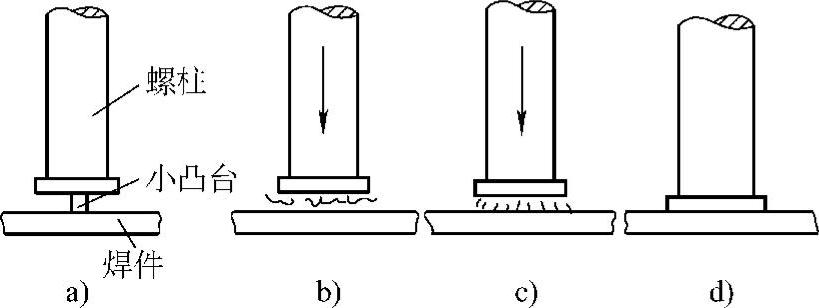
图7-111 预接触式电容放电螺柱焊焊接过程
预接触式电容放电螺柱焊的特征是先接触后通电,加压在通电之前。
2.预留间隙式电容放电螺柱焊 预留间隙式电容放电螺柱焊焊接过程如图7-112所示。螺柱待焊端也需设计有小凸台,焊接时螺柱对准焊件,但不接触,两者之间留有间隙(见图7-112a)。然后通电,在间隙间加入了电容器充电电压(空载电压),同时螺柱脱扣,在弹簧、重力或气缸推力作用下移向焊件。当螺柱与焊件接触瞬间,电容器立即放电(见图7-112b),大电流使小凸台熔化而引燃电弧,电弧使两待焊面熔化(见图7-112c),最后螺柱插入焊件,电弧熄灭而完成焊接(见图7-112d)。
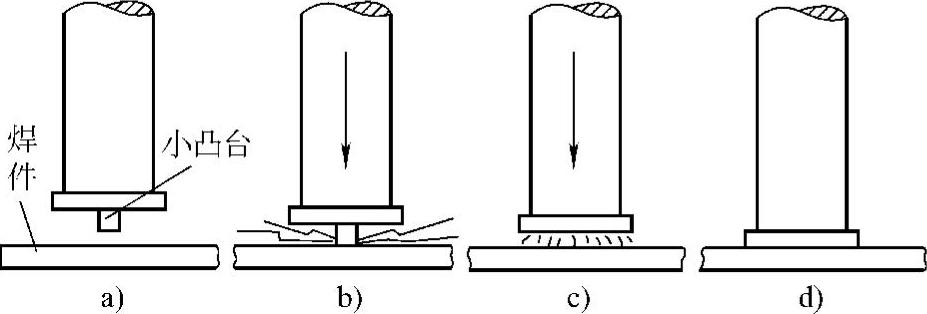
图7-112 预留间隙式电容放电螺柱焊焊接过程
预留间隙式电容放电螺柱焊的特征是留间隙,先通电后接触放电加压,完成焊接。
3.拉弧式电容放电螺柱焊 拉弧式电容放电螺柱焊的螺柱待焊端不需小凸台,但需加工成锥形或略呈球面。引弧的方法与电弧螺柱焊相同,需由电子控制器按程序操作,其焊枪与电弧螺柱焊枪相似。
焊接时,先将螺柱在焊件上定位并使之接触(见图7-113a),按动焊枪开关,接通焊接回路和焊枪体内的电磁线圈。线圈的作用是把螺柱拉离焊件,使它们之间引燃小电流电弧(见图7-113b)。当提升线圈断电时,电容器通过电弧放电,大电流将螺柱和焊件待焊面熔化,螺柱在弹簧或气缸力作用下返回向焊件移动(见图7-113c),当插入焊件时电弧熄灭,完成焊接(见图7-113d)。
拉弧式电容放电螺柱焊的特征是接触后拉起引弧,再电容放电完成焊接。
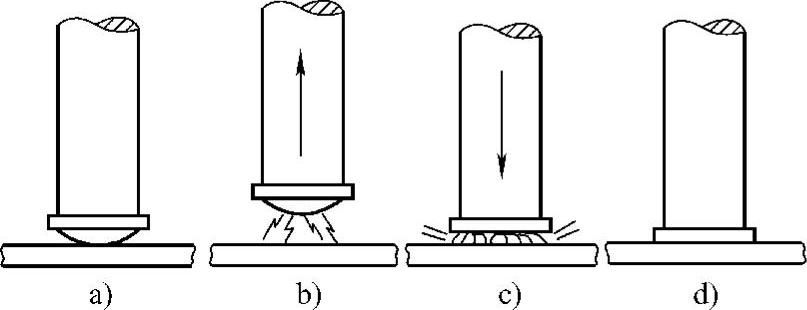
图7-113 拉弧式电容放电螺柱焊焊接过程
(三)短周期螺柱焊
短周期螺柱焊是焊接电流经过波形控制的电弧螺柱焊。这种螺柱焊的电源一般情况下是两个并联的电源先后给电弧供电,可以是两个弧焊整流器,也可以是整流器加电容器组,只有采用逆变器作电源时可以不用双电源。短周期螺柱焊采用逆变器或双整流器作电源时的电弧过程是阶段稳定的电弧过程。当双电源中含有电容器组时,电容放电产生的电弧过程仍然是不稳定的。
短周期螺柱焊是普通电弧螺柱焊的一种特殊形式。焊接时间只有电弧螺柱焊的十分之一到几十分之一,所以叫短周期或短时间螺柱焊。短周期螺柱焊与电容放电螺柱焊一样,焊接过程不用采取像普通电弧螺柱焊所用的陶瓷环及保护气体等保护措施。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。