



电渣焊的分类方法很多。按用途可分为电渣堆焊和电渣焊接;按电源种类可分为直流电渣焊和交流电渣焊;按电极的形状和尺寸可分为丝极电渣焊、熔嘴电渣焊、板极电渣焊、带极电渣堆焊和大截面填充金属电渣焊等。
1.丝极电渣焊 丝极电渣焊用焊丝做电极,焊丝通过铜质导电嘴送入渣池,焊接机头随着金属熔池的上升而向上移动。焊接较厚的焊件时,既可以采用2根、3根或多根焊丝,也可采用焊丝横向摆动焊接。其特点是焊接参数调节方便,熔宽及熔深易于控制。
2.熔嘴电渣焊 焊丝由能伸进整个焊缝长度的导向熔嘴引导至焊接坡口的下端。熔嘴导电并在熔池上方逐渐被熔化。熔嘴占整个填充金属的5%~15%。
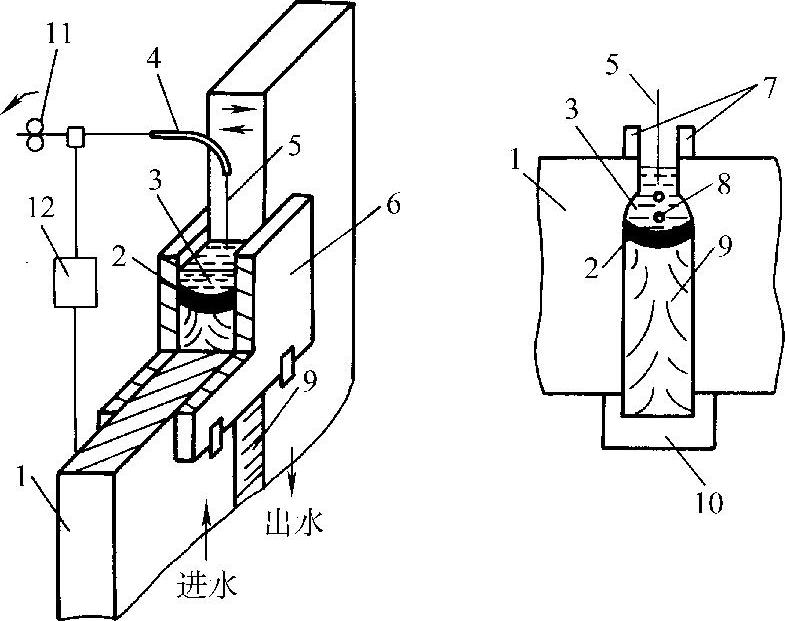
图7-99 丝极电渣焊焊接过程示意图
1—焊件 2—金属熔池 3—渣池 4—导电嘴 5—焊丝 6—强迫成形装置 7—引出板 8—金属熔滴 9—焊缝 10—引弧板 11—送丝轮 12—焊接电源(https://www.xing528.com)
熔嘴电渣焊机头固定不动,成形块不需滑动。焊接短焊缝时,成形块的长度可与焊缝的长度相同。对于较长的接头,可以同时采用几套成形块,来完成整个接头的焊接。焊接过程中,随着熔池的凝固,可将底部的成形块取下放至上部。通过间断挪动成形块的方式来完成长焊缝的焊接。
像普通的电渣焊一样,熔嘴电渣焊也可以采用单丝或多丝,焊丝也可以在焊接接头中进行横向摆动。由于熔嘴长且导电,因而必须考虑熔嘴与接头两侧金属及成形块间的绝缘问题。可以采用在熔嘴外表面涂药皮的方式进行绝缘,也可以采用绝缘环、绝缘套和绝缘带的方式进行绝缘。
3.板极电渣焊 板极电渣焊是利用板状金属材料作为电极的电渣焊方法。焊接过程中,通过送进机构将板极不断向熔池中送进,板极熔化成焊缝金属的一部分。
板极可以是铸造的,也可以是锻造的。板极电渣焊适于不易拉成焊丝的合金钢材料的焊接和堆焊。目前多用于模具钢的堆焊、轧辊的堆焊等。板极电渣焊的板极一般为焊缝长度的4~5倍,因此送进设备高大,焊接过程中板极在接头间隙中晃动,易于与焊件短路,操作较复杂,因此一般不用于普通材料的焊接。
4.带极电渣堆焊 带极电渣堆焊是利用焊接电流通过导电的熔渣所产生的电阻热熔化焊带、焊剂及母材的表面进行的焊接,带极电渣堆焊过程如图7-100所示。带极堆焊主要是用于核电站压力壳、蒸发器以及加氢反应器等化工容器内壁的堆焊,还有电站锅炉高压加热器的管板堆焊等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。