



埋弧焊操作技术包括引弧、收弧、焊丝端的位置、焊道的排列顺序、引弧板和引出板的设置等。焊接操作工必须熟练掌握这些技术,才能保证埋弧焊过程顺利地完成。
1.引弧及收弧技术 埋弧焊的引弧方法有很多种,如钢绒球引弧法、尖焊丝引弧法、刮擦引弧法和焊丝回抽法等。在工业生产中最常用、最可靠的引弧方法是焊丝回抽引弧法。
焊丝回抽引弧法必须使用具有焊丝回抽功能的焊机。引弧时,通常先将光洁的焊丝端向下缓慢给送,直到与焊件表面正好接触为止,然后撒上焊剂准备引弧。启动接通焊接电源时,因焊丝与焊件短接,焊丝与焊件之间的电压接近于零,此信号反馈到送丝电动机的控制线路,使电动机反转回抽焊丝而引燃电弧。当电弧电压上升到给定值时,电动机换向正转并以设定的速度向下送丝,开始正常的焊接过程。采用这种引弧法时应注意焊丝端无残留焊渣,焊件表面无氧化皮和锈斑,露出金属光泽,否则不易引弧成功。
埋弧焊时,由于焊接熔池体积较大,收弧后会形成较大的弧坑,如不作适当的填补,弧坑处往往会形成放射性的收缩裂纹。在某些焊接性较差的钢中,这种弧坑裂纹会向焊缝主体扩展而必须返修补焊。为在焊接结束前的收弧过程中将弧坑填满,在埋弧焊设备中大都装有收弧程序开关。即先按停止行走按钮,焊接小车或焊件停止行走,而焊接电源未切断,焊丝继续向下给送,待电弧继续燃烧一段时间后再按停止焊接按钮,切断电源,同时焊丝停止给送。这样可对弧坑作适当的填补,而消除了弧坑裂纹。对于重要的焊接部件,必须采用这种收弧技术。
2.焊丝位置的调整 埋弧焊时,焊丝相对于接缝和焊件的位置也很重要。不合适的焊丝位置会引起焊缝成形不良,导致咬边、夹渣和未焊透等缺陷的形成。因此,焊接过程中应随时调整焊丝的位置,使其始终保持在所要求的正确位置上。焊丝的位置包括焊丝中心线与接缝中心线的相对位置,焊丝相对于接头平面的倾斜角,焊丝相对于焊接方向的倾斜以及多丝焊时焊丝之间的距离和相对的倾斜。
在薄板对接焊和厚板开坡口焊缝的根部焊道焊接时,焊丝的中心垂线必须对准接缝的中心线,如图7-81a所示。如焊丝偏离接缝中心线超过容许范围,则很可能产生未焊透,如图7-81b所示。在焊接不等厚对接接头时,焊丝应适当向较厚侧偏移一定距离,以使接头两侧均匀熔合,如图7-81c所示。
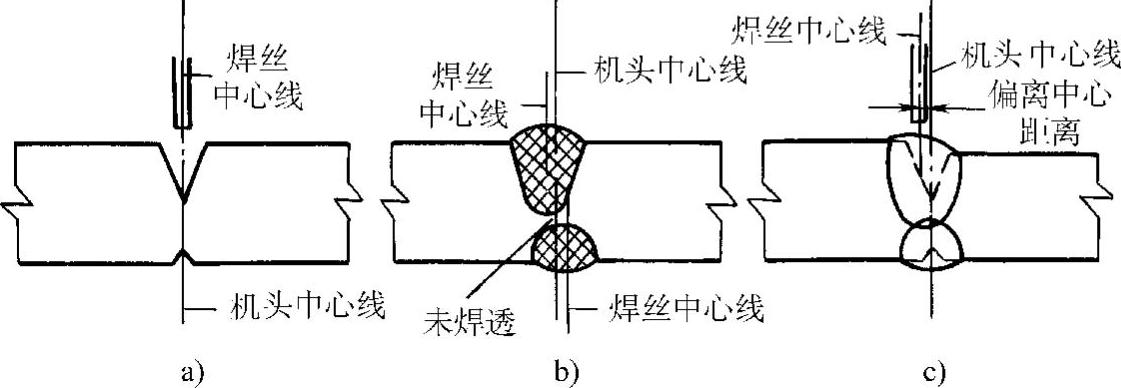
图7-81 焊丝与接缝的相对位置
a)正确 b)不正确 c)正确
在T形接头的平角焊时,焊丝的位置如图7-82所示。焊丝中心线应向焊件底板平移1/4~1/2焊丝直径的距离(视平板和立板的厚度差而定)。在焊制焊脚尺寸较大的角缝时,应选用较大的偏移量。不恰当的焊丝位置可能引起立板侧的咬边,或可能形成外形不良、焊脚尺寸不等的角焊缝。
T形接头平角焊时,焊丝相对于立板平面的倾斜角可调整到20°~45°,正确的角度视立板和底板的相对厚度而定,焊丝应靠近厚度较大的部件。
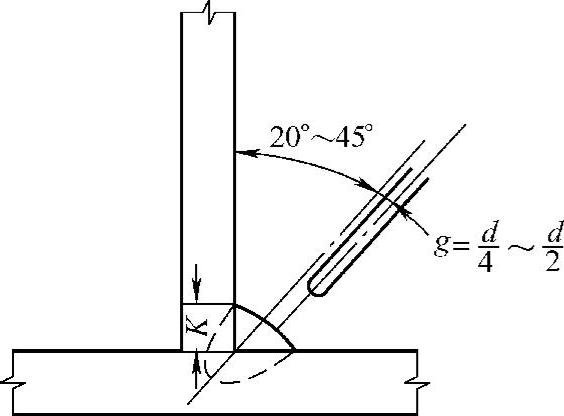
图7-82 角焊缝平角焊时焊丝的位置
g—偏移量 d—焊丝直径 K—焊脚尺寸
在船形位置焊接时,通常将焊丝放在垂直位置并与焊件相交成45°,如图7-83a所示。在要求较深的熔透时,焊件的倾斜度可调整到如图7-83b所示的倾斜角度。为防止产生咬边,焊丝亦可略作倾斜。
在厚板深坡口对接焊时,除了根部焊道需对中接缝中心外,填充层焊道焊接时,焊丝与坡口侧壁的距离应大致等于焊丝的直径,如图7-84所示。焊接过程中应始终保持丝/壁间距在容许范围内。如果间距太小,则很易产生咬边,如太大,则会出现未熔合。在实际生产中,厚壁深坡口接头会经常由于焊丝/壁间距掌握不当而出现上述缺陷,而导致焊缝返修。(https://www.xing528.com)
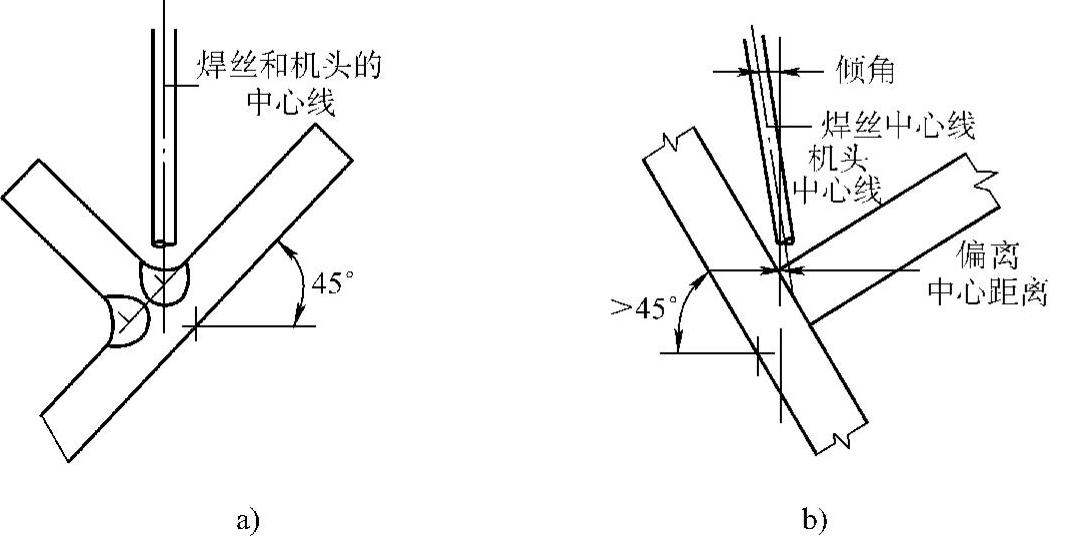
图7-83 船形位置焊接时焊丝的位置
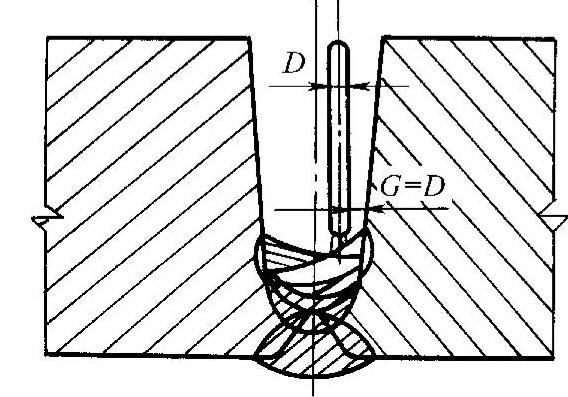
图7-84 多道焊焊丝与坡口侧壁之间的距离
G—与侧壁的距离 D—焊丝直径 G=D
较先进的埋弧焊装置中均装有焊接机头(焊头)自动跟踪系统,焊丝与侧壁间距调定后,焊丝的位置通过自动跟踪机构始终保持在最佳的焊接位置,从而获得高质量的无缺陷的焊缝,另一方面也减轻了焊工的劳动强度。
多丝埋弧焊中最常用的是纵列焊丝双丝埋弧焊,该焊接方法每根焊丝由单独的送丝机构送进,并由独立的焊接电源供电。纵列焊丝双丝埋弧焊的焊接电源,一般只能采用直流和交流联用,如两个电源均为直流电源则电弧偏吹现象十分严重。通常将前置焊丝接直流电源,有利于增加熔深,后置焊丝接交流电源,有利于焊道成形。焊丝相对于焊件保持正确的位置更为重要,与单丝焊相比,还增加了丝间距和丝间倾斜角等参数,增加了操作的复杂性。图7-85为纵列焊丝双丝纵缝焊时,两焊丝间的相对位置。图7-86为大型板梁角焊缝船形位置和横焊位置焊接时焊丝的排列。
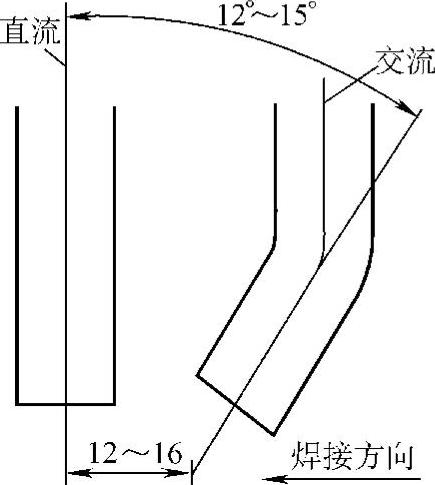
图7-85 双丝焊焊丝间的位置
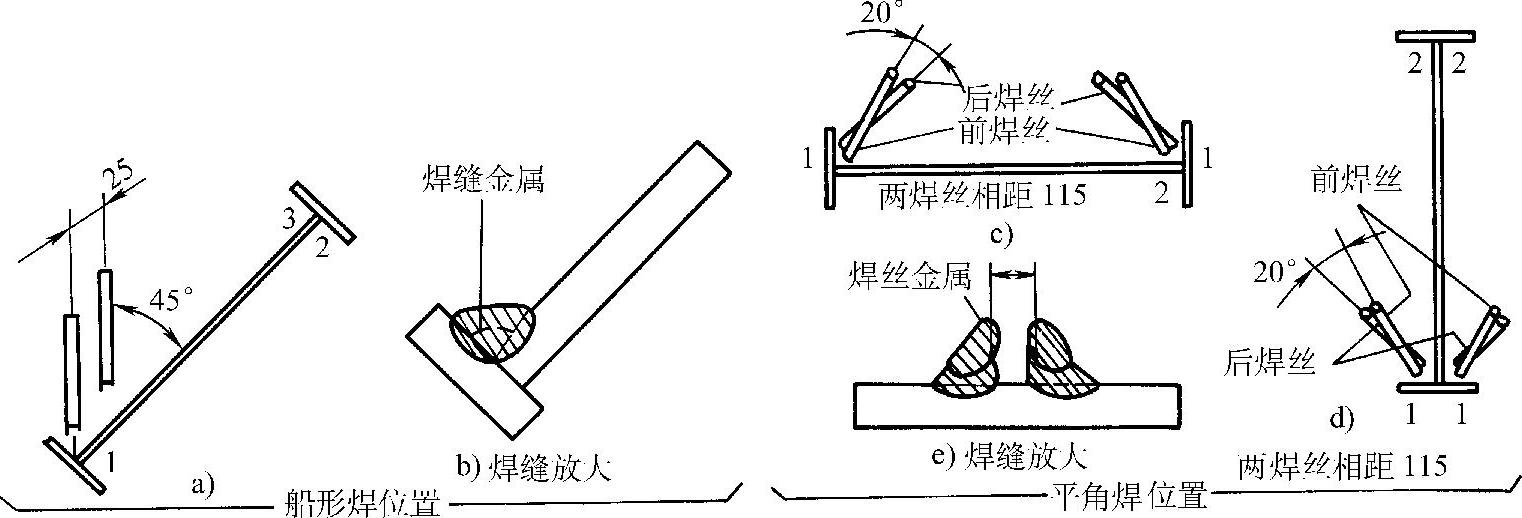
图7-86 角焊缝船形位置焊和横焊位置时焊丝的排列
3.引弧板和引出板的设置
埋弧焊引弧端和收弧端的焊缝成形和质量总是不如焊接过程稳定后所形成的焊缝,特别是在厚板纵缝焊接时,由于引弧端和收弧端的层层重叠,会大大降低焊缝的质量。因此,引弧端和收弧端部位的焊缝金属必须切除。为节省焊件的用料,在焊缝的始端和末端分别装上引弧板和引出板是实际生产中最常用的方法。引弧板和引出板的大小应足以堆积焊剂并使引弧点和弧坑落在正常焊缝之外。如果焊件的纵缝开一定形状的坡口,则引弧板和引出板亦应开相应的坡口。图7-87为纵缝焊接时,对引弧板和引出板的要求。
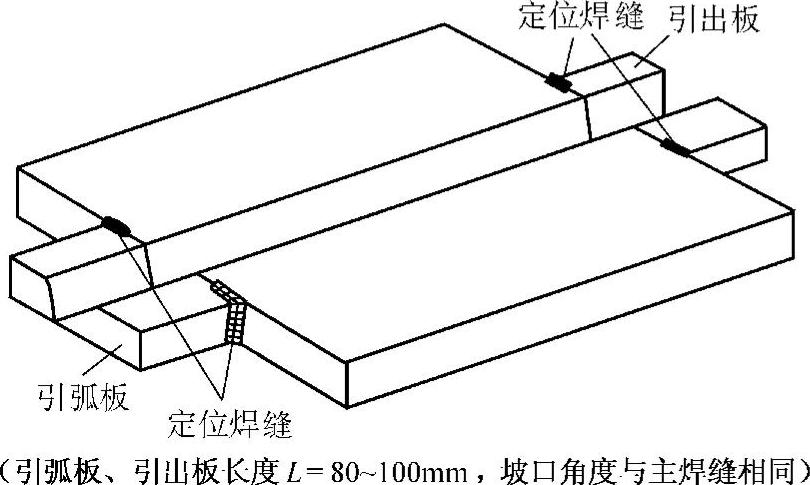
图7-87 纵缝焊接用引弧板和引出板
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。