



丝极埋弧焊设备由焊接电源、控制系统、送丝机构、行走机构、导电嘴、焊丝盘、焊剂输送与回收装置以及焊件变位设备和焊接夹具等部分组成。
1.焊接电源 丝极埋弧焊可采用交流电源,也可采用直流电源。直流电源可采用平特性、缓降特性、垂降特性、陡降特性和多特性,交流电源一般采用陡降特性。
(1)直流平特性与缓降特性电源 直流平特性电源又称恒压电源。输出电流一般为300~1500A,其中300~600A的电源用于手工埋弧焊,焊丝直径为1.6~2.4mm。自动埋弧焊电源适用电流一般在300~1000A范围内,焊丝直径为2.4~6.0mm。埋弧焊采用恒压或缓降特性电源时必须配置等速送丝系统,利用电弧自身调节作用实现电弧稳定燃烧。焊接电弧电压由电源决定,焊接电流由送丝速度决定,高速薄板焊接最好选择恒压直流电源或缓降特性电源。
(2)直流垂降特性与陡降特性电源 垂降特性电源又称恒流特性电源。电源的输出电流可达1500A,除高速薄板焊接之外,恒流电源可用在恒压电源使用的各种场合。由于恒流电源不具备电弧自身调节作用,为了提高调节灵敏度,埋弧焊采用陡降特性电源时,必须配备具有弧压反馈的变速送丝系统。由于这种调节系统弧长波动是通过改变送丝速度来恢复的,所以电弧电压由给定的送丝速度和焊丝直径决定,焊接电流由焊接电源预置。弧压反馈变速送丝系统较复杂,其价格高于恒压等速送丝自调节系统。
(3)多特性电源 这种电源特性可以转换,根据需要可选择上升、平、缓降、陡降或垂降等多种特性输出,其输出电流可达1500A,这种电源的优点在于其多功能性,它除了可用作埋弧焊电源外,还可用于焊条电弧焊、熔化极气体保护焊、碳弧气刨及螺柱焊等。
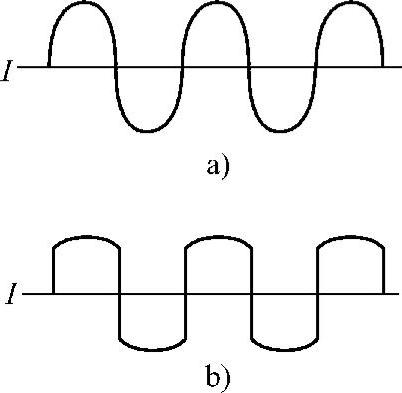
图7-74 交流电源的波形
a)传统交流电源的输出电流波形 b)方波交流电源的输出电流波形
(4)交流电源 在负载持续率为100%时,埋弧焊交流电源的输出电流通常有800A、1000A两种。如要求更高的输出电流,可以将电源并联使用。传统的交流电源是恒流电源。输出电压近似于方波,输出电流近似于正弦波,如图7-74a所示。在极性换向时,输出电流下降到零,反向再引弧要求的引弧电压较高。为了有利于引弧,埋弧焊的交流电源空载电压一般都高于80V,同时使用交流电源进行埋弧焊时,对焊剂的要求较高,一般适合直流埋弧焊的焊剂不一定适合交流埋弧焊。
恒压方波交流电源是一种相对新型的交流电源。输出电流和输出电压都近似于方波。对于方波电源来说极性的换向可在瞬间完成,如图7-74b所示,电弧的再引燃能力较传统的交流电源强。因此,某些传统的交流电源不能使用的焊剂,交流方波电源可以使用。交流方波电源的恒压特性,配等速送丝系统,可简化焊机的控制系统。
2.控制系统 通用小车式埋弧焊机控制系统由送丝与行走驱动控制、引弧和熄弧程序控制、电源输出特性控制以及配套的辅助电路(转台、变位机)的电气联动等部分组成。龙门式、悬臂式专用埋弧自动焊机还可能包括横臂伸缩、升降、立柱旋转、焊剂回收等控制环节。
埋弧焊时,电弧长度、焊接电流及焊接速度是三项重要参数,控制系统的任务是使这些参数稳定,确保焊接质量。
埋弧焊过程时,焊丝通过送丝机构不断送进并在高温电弧的作用下不断地熔化,理想的情况是焊丝的送进速度(v送)等于其熔化速度(v熔),这样可使电弧维持稳定。但实际上焊接过程是一个复杂的过程,焊丝的熔化可能会使电弧拉长,而焊丝的补充送进又可能使弧长缩短。其他还有多种外界因素,如电网波动、工艺条件改变(如坡口间隙变化,定位焊点的影响等),都会使弧长变化。弧长调节系统的作用是当弧长变化时能立即调整v送或v熔之间的关系,使弧长恢复至给定值。调整的方法有两种:一种是送丝速度维持不变(即等速送丝),依靠电弧自身调节作用调节熔化速度;另一种是熔化速度基本不变(或变化很小),而对送丝速度(即变速送丝)进行调节。
(1)埋弧焊电弧的自调节原理 埋弧焊电弧自身调节原理见图7-75。设电弧在A点燃烧(曲线L0),且vA送=vA熔,如某一干扰使弧长由L0升高到L1,工作点由A点移到B点,此时焊接电流就会由IA减小到IB,引起的电流变化量ΔI1=IA-IB,会使焊丝的熔化速度减慢,若送丝速度不变则v送>v熔,这样就会使弧长逐渐变短,直至恢复到A点并在该点稳定,vA送=vA熔。
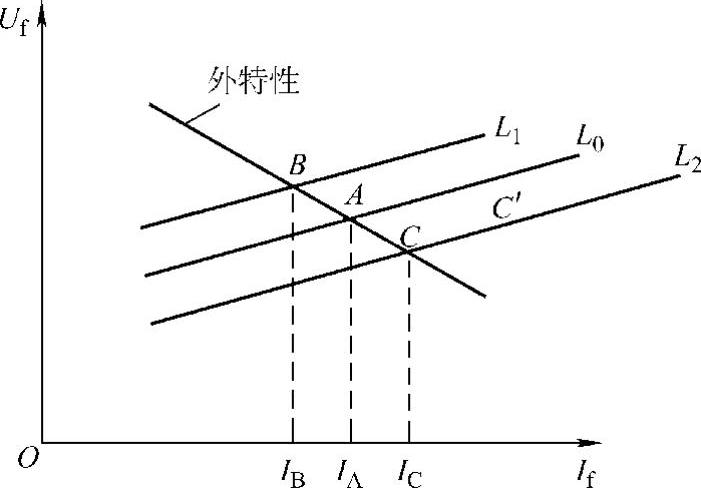
图7-75 电弧自调节原理
反之,若因干扰,使弧长由L0降低到L2,则电流变化的结果会使焊丝的熔化速度增加,并在与上述过程相反的方向使弧长恢复到稳定值。这种靠电弧电流调节弧长的作用就是电弧的自调节作用。
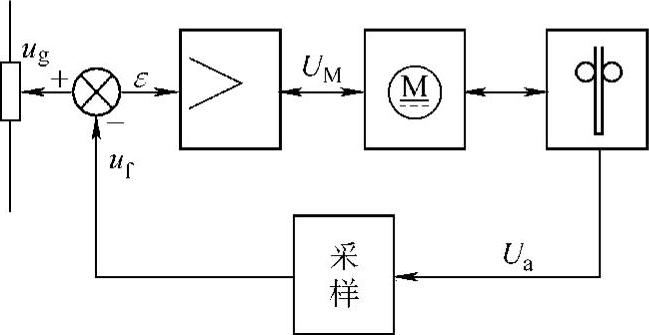
(2)埋弧焊的弧压反馈调节原理 使用较陡外特性的弧焊电源进行埋弧焊,可得到较稳定的焊接电流,但这时弧长受干扰后的恢复很慢,难以稳定。如果此时人为地逆干扰方向变化送丝速度,同样可以使弧长恢复,这就是弧压反馈调节的原理。要使送丝速度能随弧长的变化而变化,最好的方法是实现弧长闭环控制,如图7-76所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图7-76 弧长的闭环控制
在图7-76的弧长闭环控制系统中,电弧电压Ua经采样转换为反馈信号uf,同弧压给定信号ug相比较后产生差值ε,再由放大环节放大后输出电压UM,驱动送丝电动机 ,即可控制送丝速度使弧长得到调整,由此实现了送丝的闭环控制。
,即可控制送丝速度使弧长得到调整,由此实现了送丝的闭环控制。
埋弧焊的控制系统可以采用模拟信号控制,也可以采用数字信号控制。控制系统除对焊接电源的外特性、送丝速度进行控制外,还可对焊接速度、焊接的开始及停止、焊丝的送进与回抽等焊接过程实施控制。数字控制系统能精确地控制焊接参数,保证焊缝熔深、熔宽均匀。其不足之处是数字控制系统只能与数字控制的电源兼容。目前数字控制只适合于恒压电源,而模拟控制既适合于恒压电源又适合于恒流电源。
3.送丝机构 埋弧焊的送丝机构是用来把焊丝自动送入电弧焊接区,由送丝驱动系统、送丝滚轮、压紧机构及矫直滚轮等组成。
送丝滚轮一般有三种结构,如图7-77所示。带齿的两种结构用于双主动滚轮驱动方式的送丝机构,适用焊丝直径为ϕ3mm以上。无齿带V形槽的送丝轮用于单主动滚轮驱动方式的送丝机构,适用于焊丝直径为ϕ3mm以下的细丝焊。
4.导电嘴 图7-78为埋弧焊常用的三种类型的导电嘴。其中偏心式(管式)用于ϕ2mm以下的细焊丝,偏心安装的导电嘴利用焊丝在进入导电嘴前的弯曲产生必要的接触压力来确保接触导电。滚轮式、夹瓦式均利用螺钉压紧弹簧产生接触压力,适用于焊丝直径为ϕ3mm以上的粗丝。夹瓦式的应用效果较好,焊丝送进方向稳定,使用寿命长。
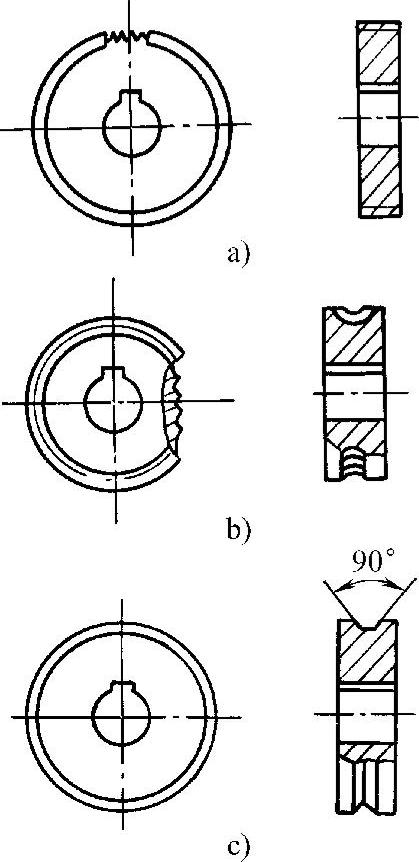
图7-77 送丝轮常见结构
a)带齿平顶 b)带齿弧形槽 c)无齿带V形槽
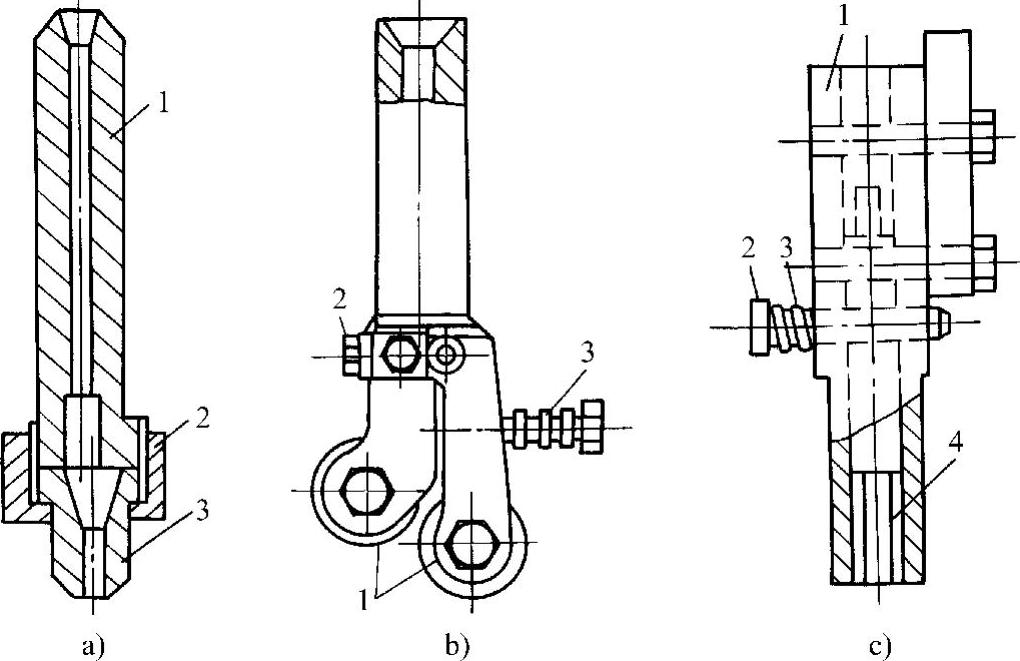
图7-78 导电嘴常见结构
a)偏心式
1—导电杆 2—螺母 3—导电嘴
b)滚轮式
1—导电滚轮 2—螺钉 3—弹簧
c)夹瓦式
1—接触夹瓦 2—螺钉 3—弹簧 4—可换衬瓦
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。