



(一)埋弧焊的分类及应用
埋弧焊作为一种高效、优质的焊接方法,在工业生产中得到了广泛的应用。埋弧焊可按电源种类、用途、送丝方式、行走机构、电极形状及数量和自动化程度等进行分类,如图7-73所示。
埋弧焊电源可分为交流电源、直流电源和交直流两用电源,应根据使用条件进行电源的选择。交流电源成本低,结构简单可靠,维修方便。但正弦波输出电流的过零时间长(小电流时因波形畸变尤为严重),电弧过零时容易造成熄弧。对于弧焊变压器式交流电源噪声大、焊接电流的稳定性差,而且焊接电流越小,稳定性越差。
交流电弧焊不会产生直流电弧焊的磁偏吹现象,在某些特殊场合(如窄间隙焊接),为避免磁偏吹现象可选用交流弧焊电源。因此,除工艺上特殊要求外,交流电源多用于大电流埋弧焊和采用直流焊时磁偏吹严重的场合。
直流电源用于焊剂稳弧性差、对焊接参数稳定性要求较高、较小的焊接电流、快速引弧、短焊缝、高速焊的场合。
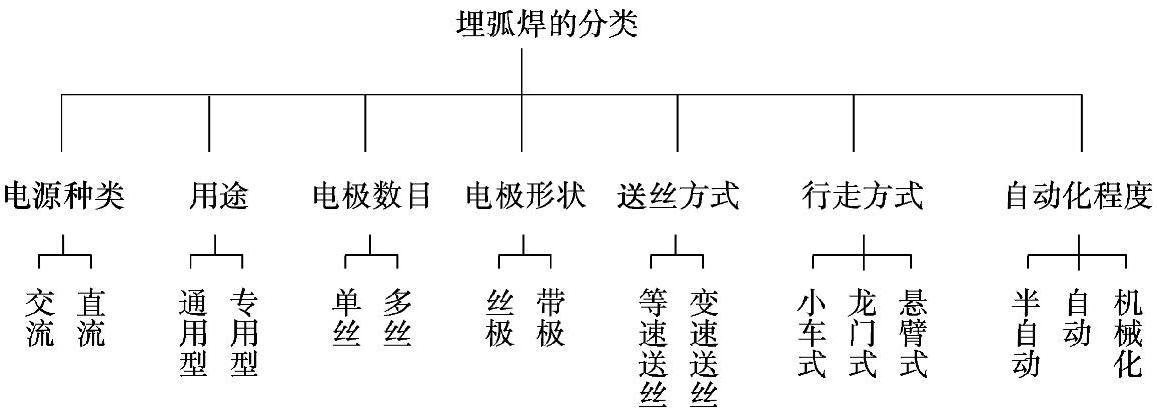
图7-73 埋弧焊的分类
埋弧焊机按用途可分为通用和专用两种。通用焊机广泛用于各种结构的对接、角接、环缝和纵缝的焊接,而专用焊机则适合于特定的焊缝和构件的焊接。
按电极数目和形状可分为单丝、多丝及带状电极埋弧焊机。焊接生产应用最广泛的是单丝焊机,为了加大熔深和提高焊接生产率,多丝埋弧焊(双丝或三丝)得到越来越多的应用。带状电极埋弧焊机主要用于大面积堆焊。
锅炉、压力容器常用的埋弧焊有丝极埋弧焊(ISO代号为121)和带极埋弧焊(ISO代号为122)。
按埋弧焊机的送丝方式,分等速送丝式和变速送丝式两种,前者适用于细丝高电流密度条件的焊接,后者适用于粗丝低电流密度条件的焊接。
按埋弧焊机的行走方式,可分为小车式、龙门式和悬臂式三类。通用埋弧焊机多采用小车式,可适合平板对接、角接及筒体内外环缝的焊接。龙门式行走机构则适用于大型结构件的平板对接、角接。悬臂式焊机适用于大型工字梁、化工容器,锅炉锅筒等圆筒形、球形结构的纵缝和环缝的焊接。
按自动化程度可分为半自动、自动和机械埋弧焊。半自动埋弧焊利用手工操作焊枪、机械驱动输送焊丝和焊剂。自动焊完全由设备来完成整个焊接过程,焊接过程中无需焊接操作者调节和监控。机械埋弧焊是利用焊接设备完成基本的焊接过程,而焊件的就位、起焊、停焊和焊接参数调整等必须由焊接操作者来完成。(https://www.xing528.com)
(二)埋弧焊的特点
1.埋弧焊的优点
(1)生产率高 埋弧焊所用焊接电流大,相应电流密度也大,加上焊剂、熔渣和由焊剂熔化所产生的蒸气保护,电弧的熔透能力和焊丝的熔敷速度都得到大大提高。
(2)焊接质量好 因为熔渣的保护,熔化金属不与空气接触,焊缝金属中含氮量低,熔池金属凝固较慢,液体金属和熔化焊剂间的冶金反应充分,减少了焊缝中产生气孔、裂纹的可能性。
焊接参数通过自动调节保持稳定,对焊工操作技术要求不高,接头质量容易保证。
利用焊剂对焊缝金属脱氧还原反应以及渗合金作用,可以获得力学性能优良、致密性高的优质焊缝金属。焊缝金属的性能容易通过焊剂和焊丝的选配任意调整。
(3)劳动条件好 埋弧焊过程无弧光辐射,易于实现机械化和自动化操作,焊接质量易于保证,同时劳动条件得到改善。
2.埋弧焊的缺点
(1)焊接位置受到限制 埋弧焊采用颗粒状焊剂进行保护,一般只能在平焊或横焊位置进行焊接,对焊件的倾斜度亦有严格的限制,否则焊剂和焊接熔池难以保持。其他位置的焊接,则需采用特殊装置来保证焊剂对焊缝区的覆盖和防止熔池金属的流淌。
(2)不便于观察电弧 埋弧焊焊接时不能直接观察电弧与坡口的相对位置,对于要求高的焊件,需要采用焊缝自动跟踪装置来保证焊接焊头的准确位置。
(3)不适合薄焊件的焊接 埋弧焊使用的焊接电流较大,电弧的电场强度较高,焊接电流小于100A时,电弧稳定性较差,因此不适宜焊接厚度小于1mm的薄件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。