



(一)板状试件对接接头平焊位置的操作要点
平焊是较容易掌握的一种焊接位置,握枪手要稳、钨极端部与焊件要有2~3mm的距离,尽量不要跳动和摆动焊枪(走直线),正常的情况下应是等速向前移动,焊丝应有规律地从熔池的前半部送进(与熔池接触送给)或移出,且焊丝端头应在氩气的保护区内以防氧化。底层焊接时,当电弧引燃后,形成的熔池稍有下沉的趋势,即说明已经焊透,应给送焊丝,同时向前移动焊枪,整个焊接过程应保持这种状态。如焊丝过早给送,则容易出现未焊透,给送焊丝不及时,容易造成焊瘤等缺陷。平焊操作时焊枪角度与焊丝角度如图7-59所示。
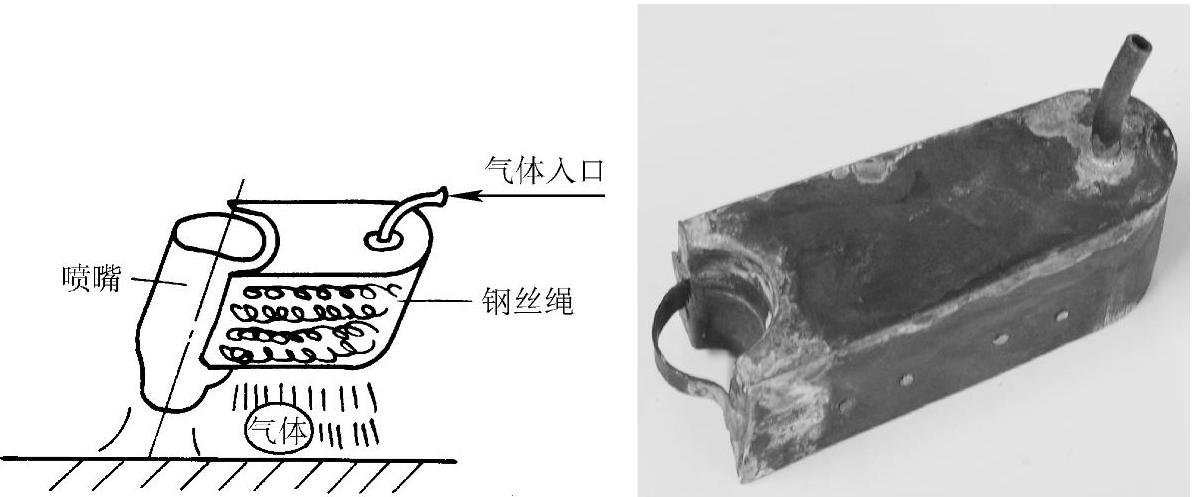
图7-58 氩弧焊用后拖气体保护罩
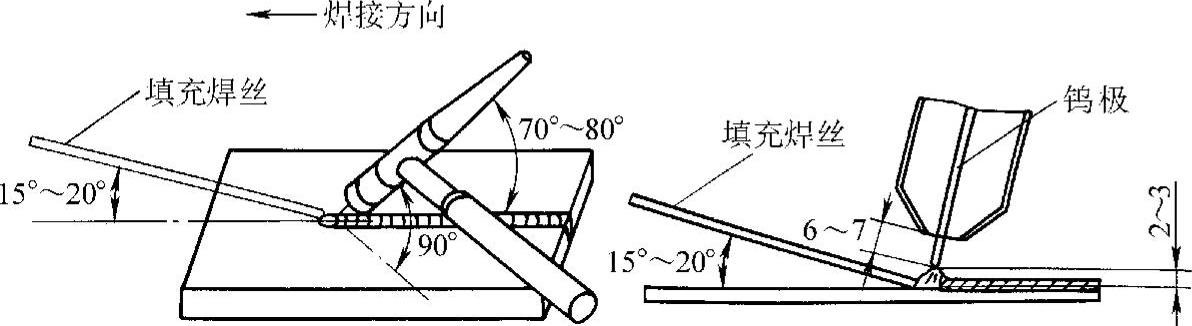
图7-59 平板I形坡口对接平焊时焊枪与焊丝角度
(二)板状试件对接接头横焊位置的操作要点
横焊时因熔池金属重力的作用,上部板的边缘易产生咬边,下部板的边缘易出现焊瘤。为了防止熔敷金属下垂应保持焊枪角度为100°,焊枪与焊丝位置如图7-60所示。
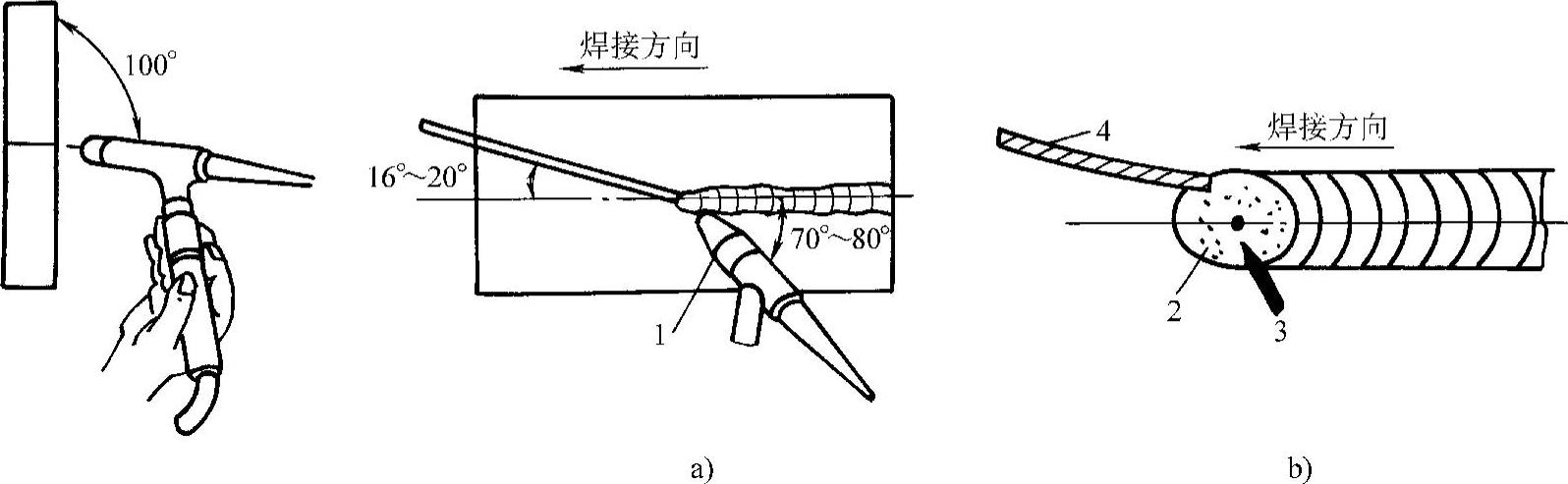
图7-60 对接接头横焊时焊枪与焊丝位置
a)焊枪行进角度 b)填充焊丝的端部位置
1—焊枪 2—熔池 3—钨极 4—填充焊丝
(三)板状试件对接接头立焊位置的操作要点
立焊操作应严格控制焊枪角度和电弧长度。焊枪角度倾斜太大或电弧太长都会使焊缝中间高及两侧产生咬边。正确的焊枪角度和电弧的长度,应使观察熔池和给送焊丝方便,如图7-61所示。
(四)板状试件对接接头仰焊位置的操作要点
仰焊时,熔池重力对焊缝成形的影响比立焊、横焊时要大,因而焊接的难度大。为了便于操作,给送的焊丝应适当靠近焊工身体一些。薄板的仰焊时,如熔池温度过高、给送焊丝不及时或给送焊丝完成后焊枪前移速度慢,易形成焊根下凹的缺陷。仰焊时焊枪角度与送丝位置的关系如图7-62所示。
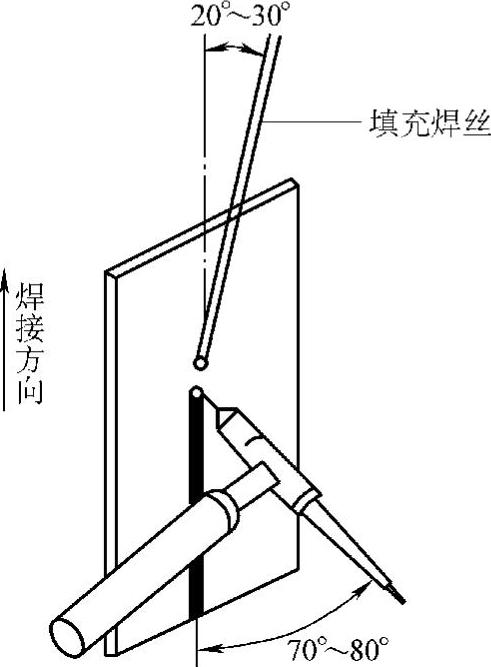
图7-61 平板立焊时焊枪与焊丝位置
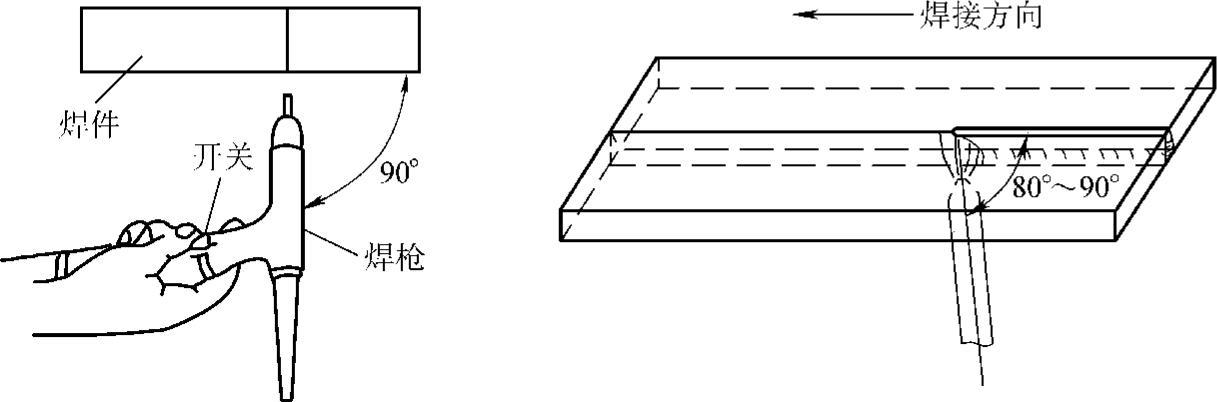
图7-62 仰焊时焊枪角度与送丝位置的关系
(五)板状试件各类角焊缝焊接的操作要点
1)端部接头平角焊时焊枪角度及送丝位置如图7-63所示。
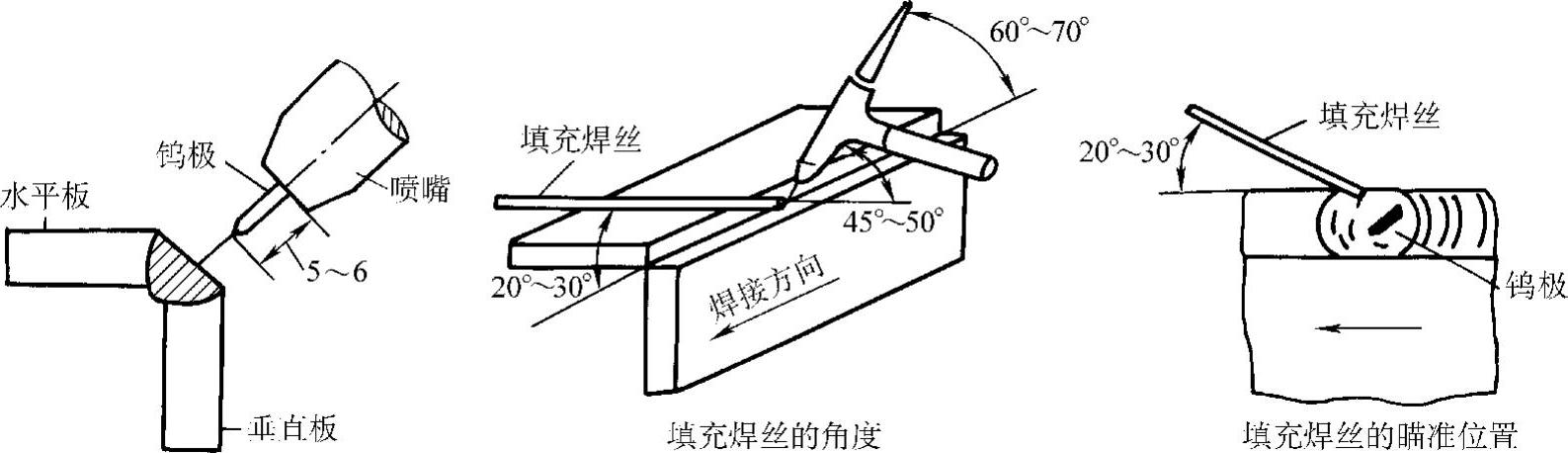
图7-63 端部接头平角焊时焊枪角度及送丝位置
2)T形接头平角焊时,焊枪角度及送丝位置如图7-64所示。
3)T形接头立角焊时,焊枪角度及送丝位置如图7-65所示。
4)T形接头仰角焊时,焊枪角度及送丝位置如图7-66所示。(https://www.xing528.com)
(六)垂直固定管氩弧焊的操作要点
打底焊的关键是保证焊透,打底焊焊枪角度如图7-67所示。先引燃电弧不填焊丝,待坡口根部熔化形成熔池熔孔后送进焊丝,当焊丝端部熔化形成熔滴后,将焊丝轻轻地向熔池内移动,并向管内摆动,将液态熔敷金属送到坡口根部,以保证背面焊缝的高度。填充焊丝的同时,焊枪作小幅度横向摆动。
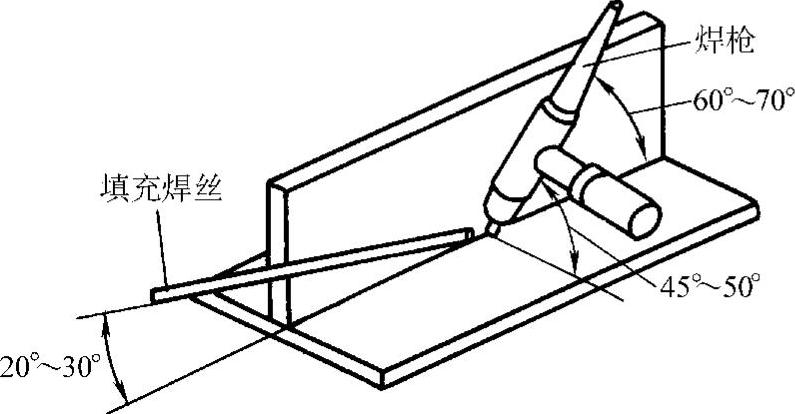
图7-64 T形接头平角焊时焊枪角度及送丝位置
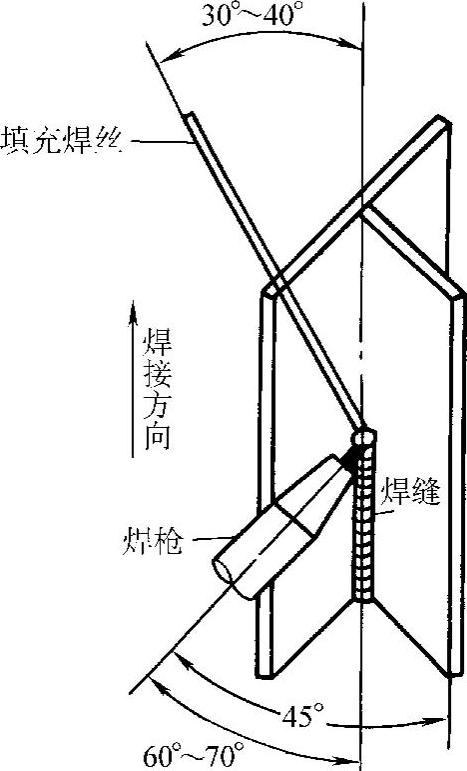
图7-65 T形接头立角焊时焊枪角度及送丝位置
在焊接过程中,填充焊丝以往复运动方式间断地送入熔池前方,在熔池前呈滴状加入。要有规律送进焊丝,不能时快时慢,这样才能保证焊缝成形美观。熔池的上下坡口的温度要保持均匀,以防止上部坡口温度过热,母材熔化过多,产生咬边或焊缝背面的余高下坠。多道焊时,先焊下面的焊道,后焊上面的焊道,盖面焊时焊枪角度如图7-68所示。
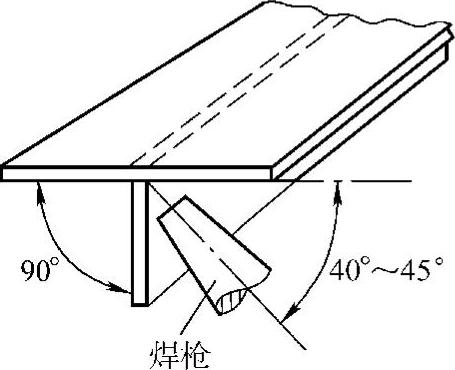
图7-66 T形接头仰角焊时焊枪角度及送丝位置
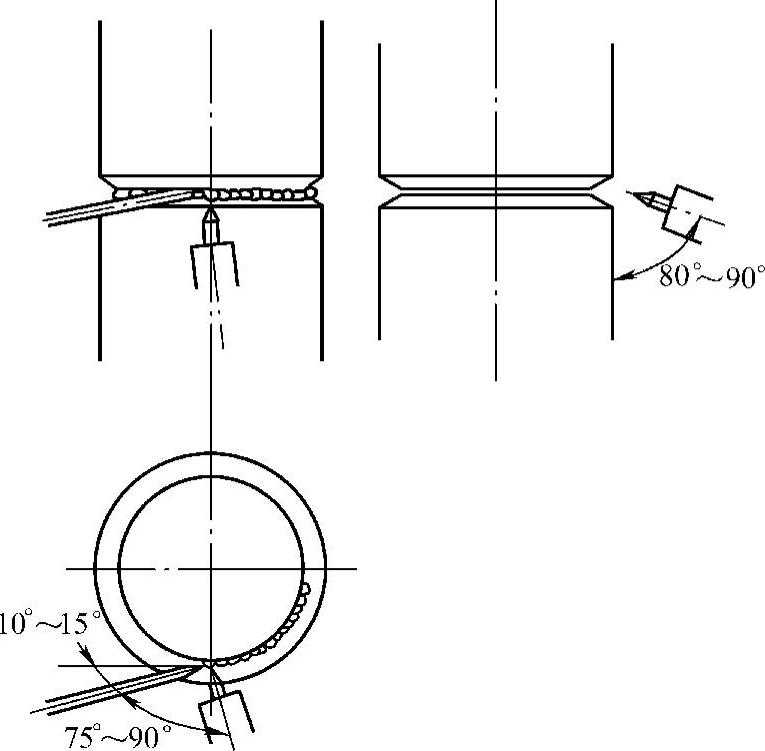
图7-67 垂直固定管氩弧焊打底焊时的焊枪角度
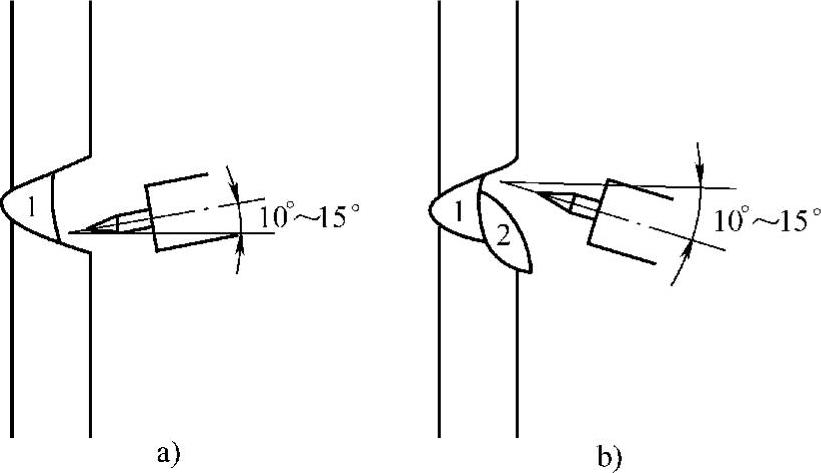
图7-68 垂直固定管氩弧焊盖面焊时焊枪角度
a)下侧焊道的焊接 b)上侧焊道的焊接
(七)水平转动管氩弧焊的操作要点
在管子圆周时钟位置12点处引燃电弧,先不转动管子,也不加焊丝,待管子坡口熔化再加入少量焊丝形成明亮的第一个熔池和熔孔后,管子开始转动并开始正常加入焊丝。焊接过程中,试件与焊丝、喷嘴的位置要保持一定距离和一定角度,避免焊丝扰乱气流及触到钨极。水平转动管氩弧焊时焊枪角度如图7-69所示。
(八)水平固定管氩弧焊的操作要点
水平固定管焊接时,应将管子圆周按时钟钟面分为左右两个半周进行,焊接顺序如图7-70所示。焊接右半周在仰焊部位距时钟钟面6点钟位置左侧4~5mmA处引弧,按逆时针方向进行焊接,焊接至超过12点钟4~5mm的B处收弧。引燃电弧后,先用电弧加热坡口根部两侧金属,2~3s后即形成熔池,当获得一定大小的明亮清晰的熔池后,才可向熔池填送焊丝。焊丝与通过熔池的切线成10°~15°角送入熔池前方,焊丝沿坡口的上方送到熔池后,轻轻地将焊丝向熔池内移动,并向管内摆动,这样能提高焊缝背面高度,避免凹坑和未焊透。在填丝的同时,焊枪逆时针方向匀速移动。钨极尖端与熔池距离保持在2~4mm,即尽量保持短弧焊接,以增强保护效果,水平固定管焊接时焊枪的角度及焊丝位置如图7-71所示。
焊完右半周后,焊工转到管子的另一侧进行左半周的焊接,在距时钟6点钟右侧4~5mm的A′处引弧,在超过12点钟4~5mm的B′处收弧。接头处的焊缝应相互重叠8~10mm。焊接过程中填丝和焊枪移动速度要均匀,才能保证焊缝美观。
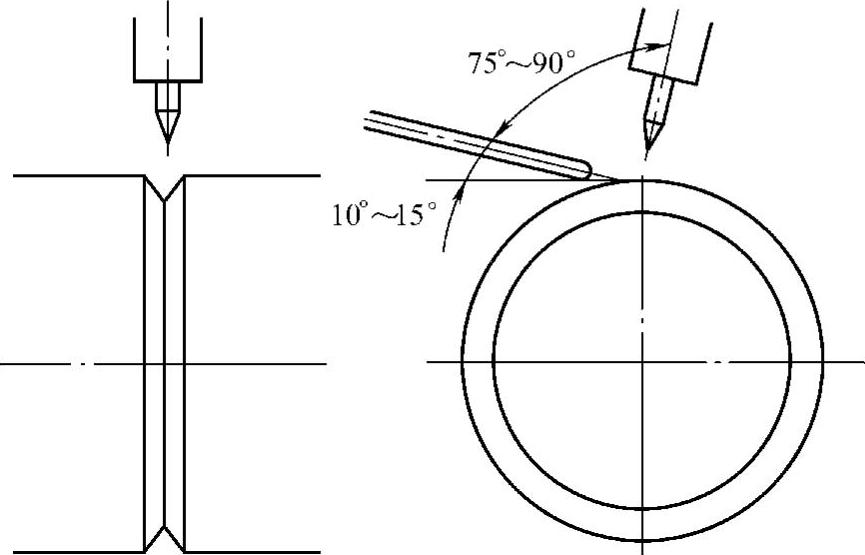
图7-69 水平转动管氩弧焊时焊枪角度
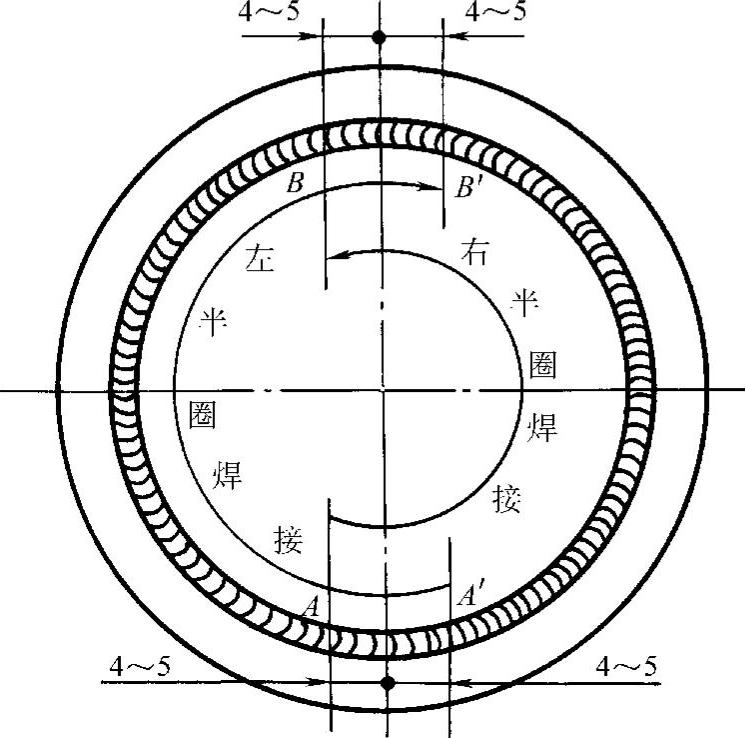
图7-70 水平固定管焊接顺序
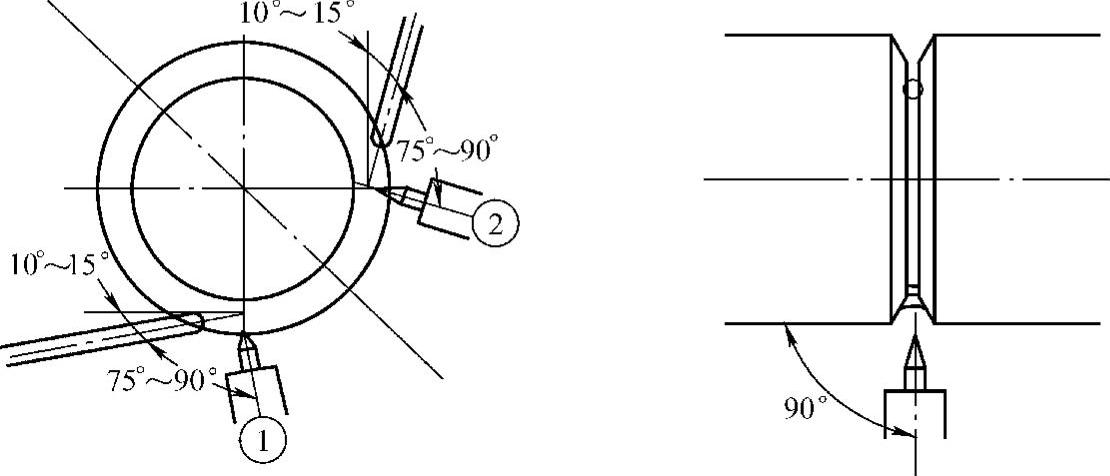
图7-71 水平固定管焊接时焊枪角度及送丝位置
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。