



钨极惰性气体保护电弧焊的焊接电源有直流电源、交流电源、交直流两用电源及脉冲电源。各种类型钨极惰性气体保护焊电源的特点见表7-2。这些电源从结构与要求上和一般焊条电弧焊的电源并无多大差别,原则上可以通用。钨极惰性气体保护电弧焊也要求采用下降特性的电源,只是为了减少或消除因弧长变化而引起的焊接电流波动,外特性曲线要求更陡一些。
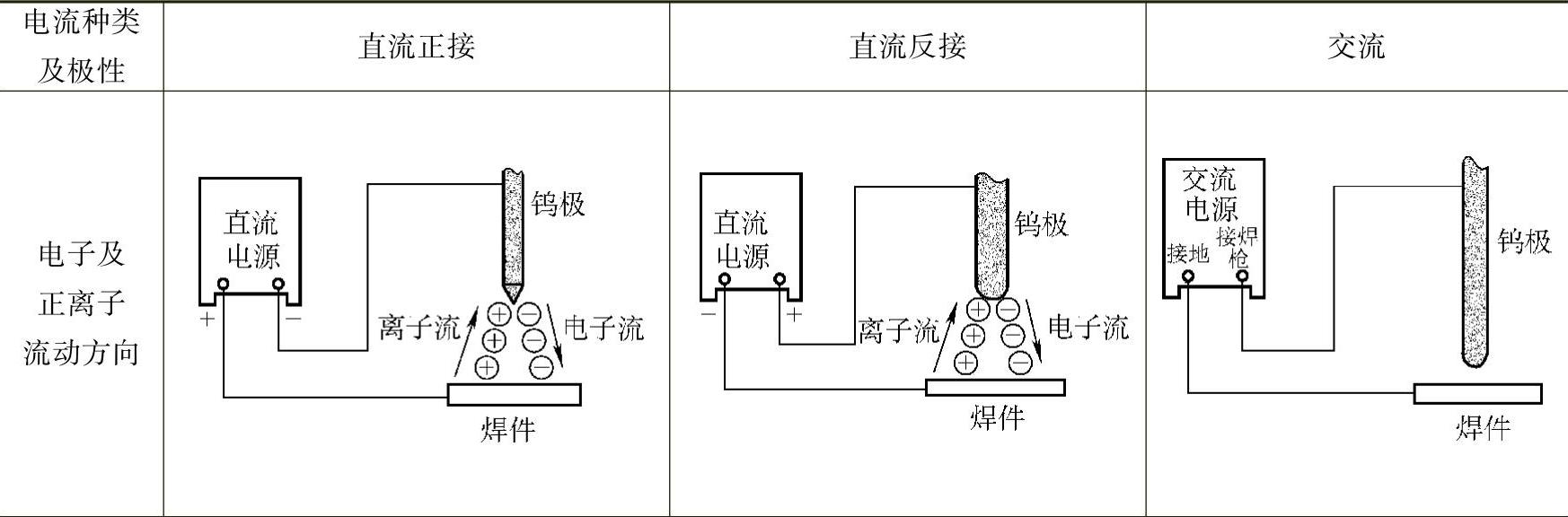
1.直流电源 直流电源焊接时没有极性变化,因此电弧燃烧非常稳定。然而它有正负极性之分。
(1)直流正接法 正接法是焊件与电源正极相连,钨极与电源负极相连。电弧燃烧时,电子流从钨极流向焊件,正离子流从焊件流向钨极。此时钨极具有很强的电子发射能力,大量高能量的电子流从阴极表面发射出来,流向弧柱而使阴极表面得到冷却,钨极烧损极少。直流正接时,电弧能量比较集中、电弧稳定、熔深大、钨极不易过热,因此钨极惰性气体保护电弧焊一般多采用直流正接。
表7-2 各种类型钨极惰性气体保护焊电源的特点
(续)
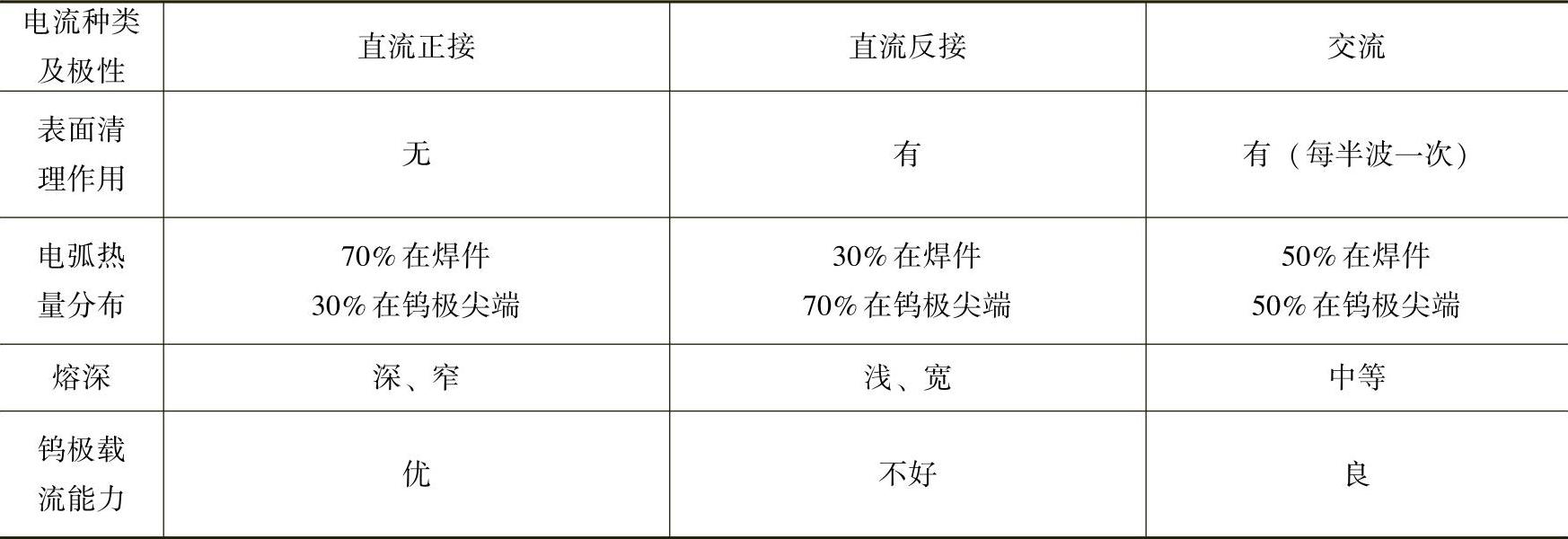
(2)直流反接法 反接法是焊件与电源负极相连,钨极与电源正极相连。此时电子流从焊件流向钨极,正离子流从钨极流向焊件。当正离子流撞击焊件时,焊件表面的氧化膜自动破碎被清除,即出现所谓的阴极清理作用。而钨极受到电子撞击,吸收电子携带的能量,使得钨极具有很高的温度。所以,反接时钨极允许承载的焊接电流很小,同样的焊接电流下,直流反接时所使用的钨极直径应比直流正接时大。直流反接电弧不集中、加热区大、电弧不稳定、熔深浅而宽、生产率低,一般不推荐采用。
2.交流电源 交流电源的极性是周期性变换的,相当于每个周期的半波为直流正接,半波为直流反接。正接的半波期间,钨极可以发射足够的电子而不易过热,有利于电弧的稳定;反接的半波期间,焊件表面生成的氧化膜容易被清除掉而获得表面光亮、美观和成形良好的焊缝。这样同时兼顾了阴极表面清理作用、钨极烧损少以及正接时熔深大的优点。对于活泼性强的铝、镁、铝青铜等金属及其合金一般选用交流电源焊接。
3.脉冲电源 脉冲直流是指电流从基值(低)到峰值(高)反复和有规律性的变化的电流。脉冲直流TIG焊与普通恒流TIG焊焊接电流的波形对比见图7-54。普通恒流TIG焊的焊接电流调节参数只有电流值的大小,而脉冲TIG焊焊接电流可调参数多,见图7-54b中,脉冲电流幅值I脉、基值电流值I基、脉冲电流时间t脉、基值电流时间t基(脉冲周期T或脉冲频率f=1/T及脉宽比K=t脉/T)等参数都可分别调节。脉冲电流一般为基值电流的2~10倍。(https://www.xing528.com)
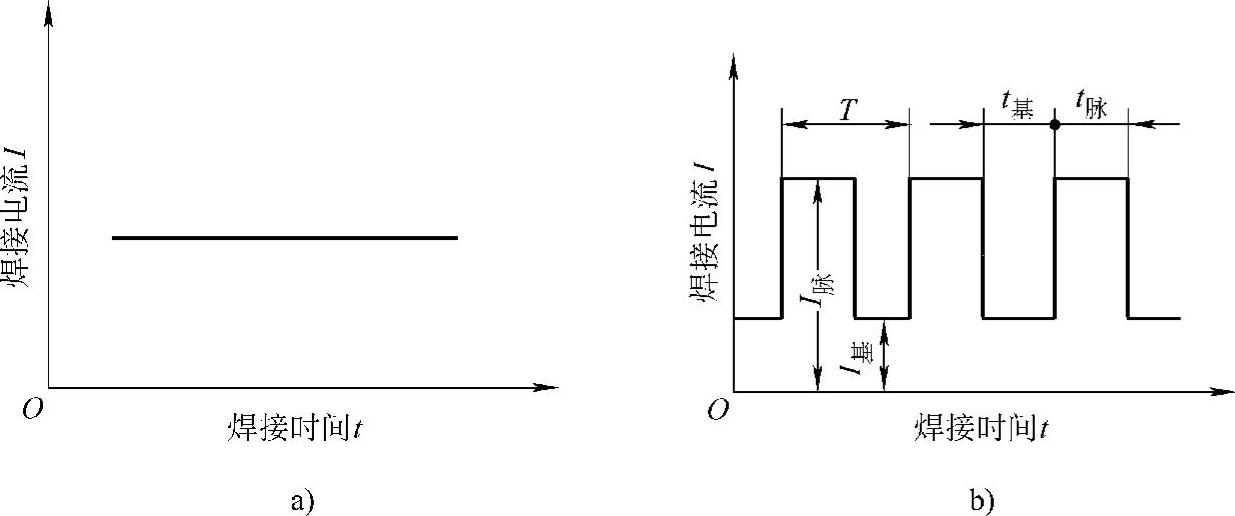
图7-54 恒流与脉冲TIG焊焊接电流波形
a)恒流TIG焊 b)脉冲TIG焊
脉冲TIG焊由于对母材的热输入是脉冲式的,从而使之具有了独特的焊缝形成过程,见图7-55。在每个脉冲电流作用区间里,都瞬时地将较高的能量集中地传给母材,形成一个所谓热脉冲,此时在电弧下面产生一个较深的熔池;脉冲电流结束后,基值电流仍然维持着电弧燃烧,但此时的电弧能量大为减小,使熔池有了相对冷却的机会,熔池尺寸大为缩小,当然也伴随着熔深的相对减小。这样,一个脉冲周期即相应形成一个焊点。下一次脉冲作用时,是在上一个凝固焊点边缘上产生另一个新的熔池,脉冲结束后冷却并形成一个新焊点。如此重复下去,即形成一条由许多焊点(图7-55中的1、2、3、4)连续搭接而成的规则链状焊缝。在稳定的脉冲TIG焊焊接参数下,所获得的焊缝具有极为规则而美观的鱼鳞纹。
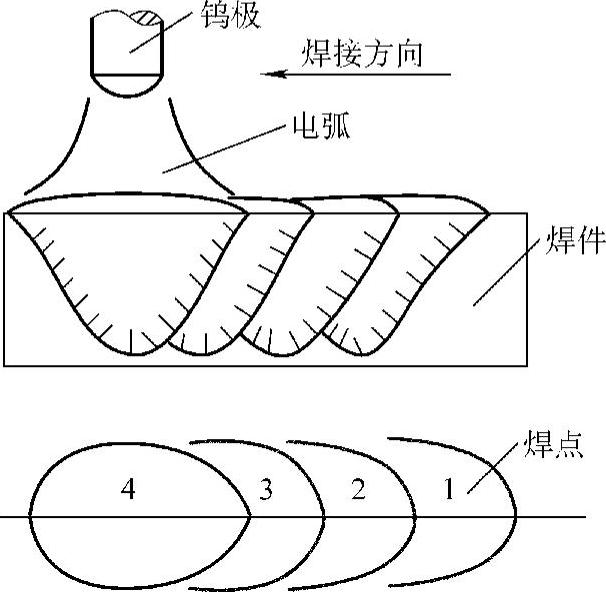
图7-55 脉冲TIG焊焊缝的形成过程
脉冲TIG焊的基值电流是起维持电弧稳定燃烧的作用的,它直接影响熔池金属的冷却和结晶。焊接薄板时,采用较小的基值电流,可以减小焊接变形。脉冲TIG焊增强了电弧的收缩效果,使电弧刚度增强、能量集中,有利于减小焊接变形和改善焊缝的背面成形。同时,由于焊接熔池受到较强的搅拌作用而改善了焊缝性能。
脉冲频率对焊接过程影响也较大,通常可通过调节脉冲电流时间和基值电流时间达到调节脉冲频率之目的。一般要根据板厚和焊接速度选择适宜的频率。脉冲TIG焊常见的脉冲频率一般为0.5~20Hz。随着工业技术的进步,目前已开发出脉冲频率高达1000~25000Hz的高频脉冲TIG焊。高频脉冲TIG焊焊接速度高于普通TIG焊,也特别适合于超薄件的焊接。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。