



(一)钨极惰性气体保护电弧焊的原理
钨极惰性气体保护焊(英文简称GTAW焊,ISO代号为141),用钨棒作为电极(称为钨极)利用钨极和焊件之间的电弧使金属熔化,由焊枪的喷嘴送进惰性保护气体,根据需要可以添加或不添加填充金属的一种焊接方法,如图7-52所示。
焊接过程中钨极不熔化,只起电极的作用。常用的钨极材料有纯钨、钍钨和铈钨三种。惰性气体可采用氩、氦、氩-氦及氩-氢混合气体。
(二)钨极惰性气体保护电弧焊的分类
钨极惰性气体保护电弧焊可按电源种类、保护气体种类、填充焊丝的状态及操作方式等进行分类,常用的分类方法如图7-53所示。
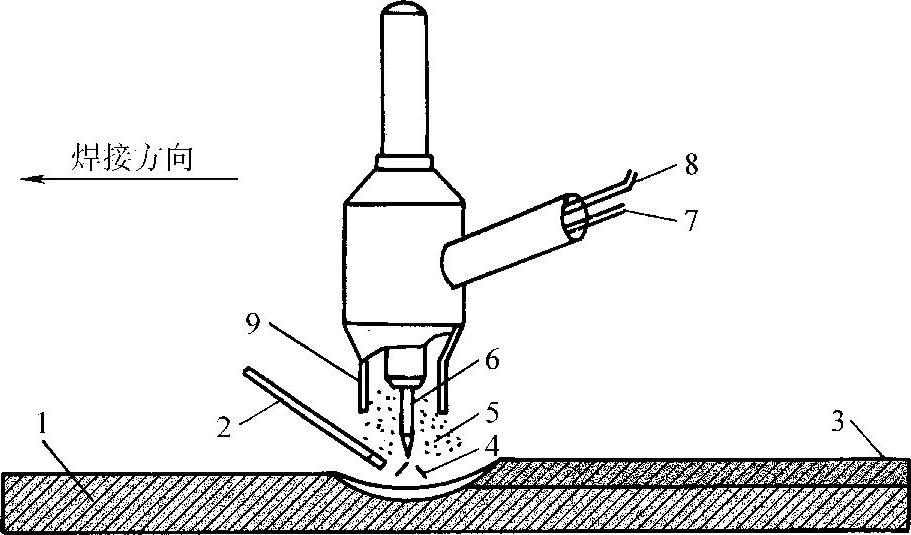
图7-52 钨极惰性气体保护焊原理
1—母材 2—填充金属 3—凝固的焊缝 4—电弧 5—保护气 6—钨极 7—气体导管 8—电缆 9—喷嘴
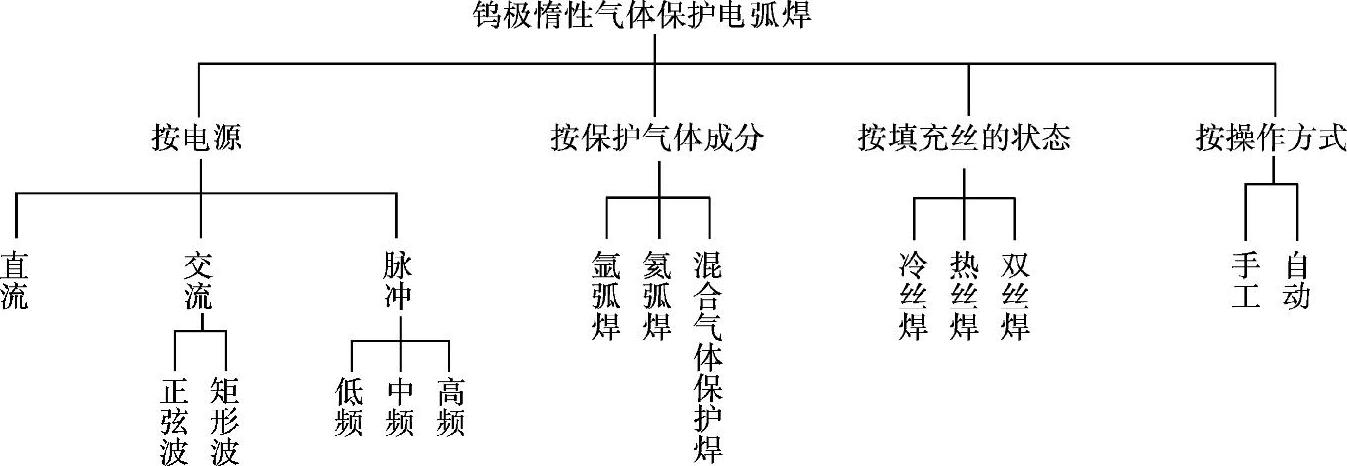
图7-53 钨极惰性气体保护电弧焊的分类
(三)钨极惰性气体保护电弧焊的特点
钨极惰性气体保护电弧焊应用最普遍的惰性气体是氩气,因此将氩气作为保护气体的钨极惰性气体保护电弧焊称为钨极氩弧焊或氩弧焊(简称TIG焊)氩弧焊分为手工和自动两种。手工氩弧焊灵活、方便、实用性强,可作为一种焊接工艺单独使用,也可以与其他焊接方法组合使用。自动氩弧焊根据焊接位置的不同,有水平自动氩弧焊、立焊位置(一次成形)自动氩弧焊、仰焊位置自动氩弧焊和全位置自动氩弧焊。根据填充金属(焊丝)是否加热,有冷丝和热丝氩弧焊之分。手工氩弧焊填充焊丝规格常用的有ϕ2.5(ϕ2.4mm)mm,自动氩弧焊焊丝规格常用的为ϕ0.8mm、ϕ1.0mm、ϕ1.2mm、ϕ1.6mm。氩弧焊具有如下特点:
1.优点
1)氩气具有极好的保护作用,能有效地隔绝周围空气,它既不与金属发生化学反应,也不溶于金属,使得焊接过程中熔池的冶金反应简单、易于控制。
2)钨极电弧非常稳定,即使在很小的焊接电流情况下(小于10A)仍能稳定地燃烧。(https://www.xing528.com)
3)热源和填充焊丝可以分别控制,因而热输入量易于调整,特别适合于全位置焊接和单面焊双面成形。
4)由于填充焊丝不通过焊接电流,焊接时无飞溅产生,焊缝成形美观。
5)可精确地控制焊接参数,能焊接几乎所有的金属及其合金。
6)交流氩弧焊时具有自动清除表面氧化膜的作用,因此可以成功地焊接化学性质活泼的金属和合金,如铝、镁及其合金。
7)明弧操作,熔池可见性好,便于观察。
2.局限性
1)与熔化极气体保护焊相比其熔敷速度相当慢,生产率低。
2)焊接时对焊工的操作技术要求较高。
3)焊接厚壁结构(厚度大于10mm)时,其经济性低于熔化极气体保护焊。
4)对焊接区、填充焊丝及母材表面的清理要求很高,因此在环境较脏的条件下不能可靠地保证焊接质量。
5)钨极承载焊接电流的能力较差,过大的焊接电流会引起钨极的熔化、蒸发和焊缝的夹钨。
6)氩弧受周围气流的影响较大,对于有风的场合需采取措施,以防止外界气流的影响。
氩弧焊与其他焊接方法相比,能很好地控制热输入,焊缝质量容易控制。氩弧焊在航空、航天、汽车和电器等制造中得到了广泛应用。在锅炉压力容器制造中,氩弧焊常用于锅炉受热面管的对接焊,例如,管对接的热丝TIG焊、TIG+MIG焊以及集箱环缝的TIG焊单面焊双面成形等,压力容器的管与管板的焊接、不锈钢和钛材料的焊接等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。