



熔化极气体保护焊的主要焊接参数有焊接电流(送丝速度)、电弧电压(弧长)、焊接速度、焊丝伸出长度(见图7-32熔化极气体保护电弧焊常用术语)、焊枪位置及行走方向、焊丝直径、保护气体成分和流量等。
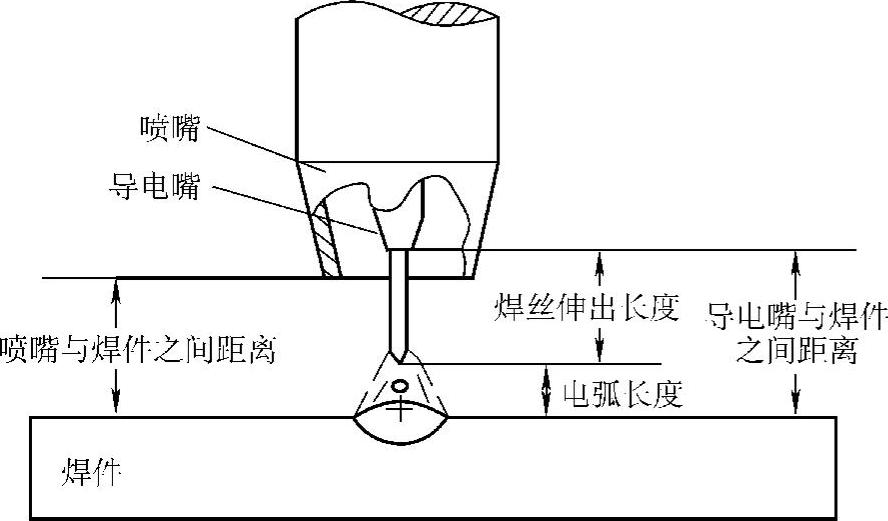
图7-32 熔化极气体保护电弧焊常用术语
这些参数并不是完全独立的,改变某一参数就要求同时改变另一个或另一些参数,以便获得最佳的焊接质量。选择最佳的焊接参数需要较高的技能和丰富的经验。焊接参数的搭配可能有几种方案,而不是唯一的一种。获得高质量的焊缝,是这些参数选择的前提。
(一)焊接电流(送丝速度)
熔化极气体保护焊不采用交流电源。因交流电源焊接电流是周期性变化的,当焊接电流变化过零时,就会造成电弧熄灭和电弧不稳。因而熔化极气体保护焊通常采用直流电源。为了得到稳定而且尺寸细小的熔滴过渡,通常都采用平特性电源,直流反接(DCEP)。因为反接时,熔滴尺寸较小时就被强制过渡,电弧稳定而有力、轴向性强、飞溅小、焊缝成形好。熔化极气体保护焊很少采用直流正接(DCEN),因当采用直流正接时,熔滴受到的电磁收缩力显著减小,熔滴过渡在较大程度上要依靠重力,故熔滴尺寸较大、过渡不稳定、飞溅大且无法实现轴向过渡。
(二)电弧电压
电弧电压是电弧两端之间的电压降。在熔化极气体保护焊中,电弧电压是相当关键的焊接参数。它不仅影响焊缝外形,更重要的是它决定了熔滴过渡的形式和焊接过程的稳定性。电弧电压与所选用的焊接电流之间存在着较严格的匹配关系。
在焊接电流一定的情况下,当电弧电压增加时,焊道成形变宽,电弧电压过高时,将会产生气孔、飞溅和咬边。当电弧电压降低时,将会使焊道变窄、变高且熔深减小。
电弧电压取决于焊丝端部与焊件之间的距离(电弧长度)。增加电弧长度,则相应增加电弧电压;减少电弧长度,则相应降低电弧电压。需要指出的是,尽管电弧电压与电弧长度这两个术语密切相关,两者之间还是有差别的。弧长是一个独立参数,而电弧电压却不同,电弧电压不但与弧长有关,而且还与焊丝成分、焊丝直径、保护气体种类和焊接技术有关。电弧电压是在电源的输出端子上测量的,所以它还包括焊接电缆长度和焊丝伸出长度的电压降。其他参数保持不变时,电弧电压与弧长成正比。
(三)焊接速度
焊接速度是指电弧沿焊接接头运动的线速度。其他条件不变时,中等焊接速度时熔深最大。焊接速度降低时,则单位长度焊缝上的熔敷金属量增加。在很慢的焊接速度时,焊接电弧冲击熔池,而不是母材。这样会降低有效熔深,焊道也将加宽。焊接速度太快,熔化金属在焊缝中填充不足,容易产生咬边,焊缝表面粗糙。焊接速度太慢,熔池过大,易形成宽窄不匀的焊缝。
(四)焊丝伸出长度
焊丝伸出长度是指导电嘴端头到焊丝端头的距离。焊丝伸出长度越长,焊丝的电阻热越大、其熔化速度越快。若伸出长度过长,则导致电弧电压下降,熔敷金属过多,焊丝的指向性变差、焊道成形不良、熔深减少、电弧不稳定。若伸出长度过短,则电弧易烧导电嘴,其金属飞溅易堵塞喷嘴。短路过渡时推荐的焊丝伸出长度为6~13mm,其他熔滴过渡形式推荐的焊丝伸出长度为13~25mm。
(五)焊枪位置及行走方向
熔化极气体保护电弧焊,有两种行走方向,其分别对应着左焊法和右焊法。焊丝指向焊接方向的相反方向时,称为前倾焊法(右焊法)。焊丝指向焊接方向时,称为后倾焊法(左焊法)。左焊法、右焊法焊枪与焊接方向的相对位置如图7-33所示。焊丝轴线与焊缝轴线相垂直的焊接法称为正直焊法。
半自动气体保护焊,多采用后倾焊法。后倾焊法的特点是①容易观察焊接方向和接缝的位置,不会焊偏。②电弧吹力将焊接熔池向前推移,电弧热不能直接作用于母材,故焊缝的熔深较浅,焊缝较宽、较平,飞溅较大。③由于焊枪前倾10°~15°,喷嘴指向前进方向,抗风能力较强,保护效果较好,在焊接速度较快时,后倾焊法更为适宜。④适用于薄板、开I形坡口中、厚板的双面焊及船形位置的单道焊。
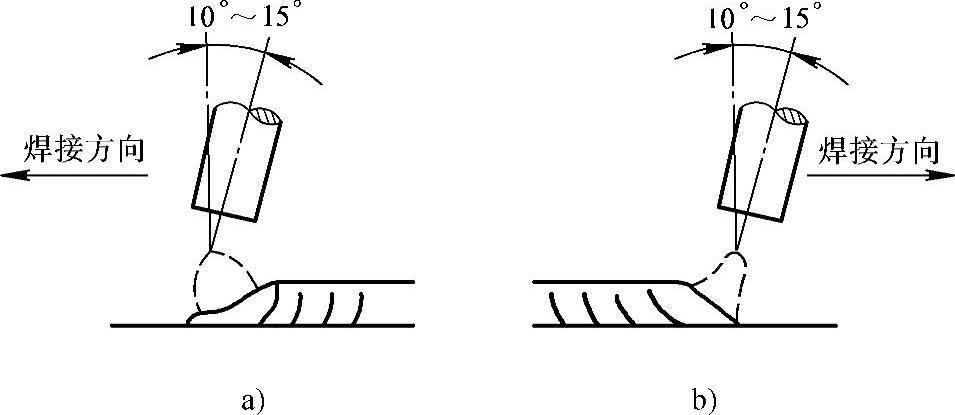
图7-33 左、右焊法焊枪与焊接方向的相对位置
a)左焊法 b)右焊法
前倾焊法正好相反,其特点是:(https://www.xing528.com)
1)不易观察焊接方向,特别是在采用小电流焊接无坡口的接头时,不易看清接缝。
2)由于熔化金属被吹向后方,故电弧可直接作用在母材上,熔深较大,焊缝窄而高,飞溅较小。
3)因为焊枪后倾10°~15°,喷嘴指向与前进方向相反,抗风能力较弱,保护效果稍差,尤其不宜快速焊。
4)适用于开坡口的中厚板的焊接。
焊枪倾角对焊缝成形的影响如图7-34所示。
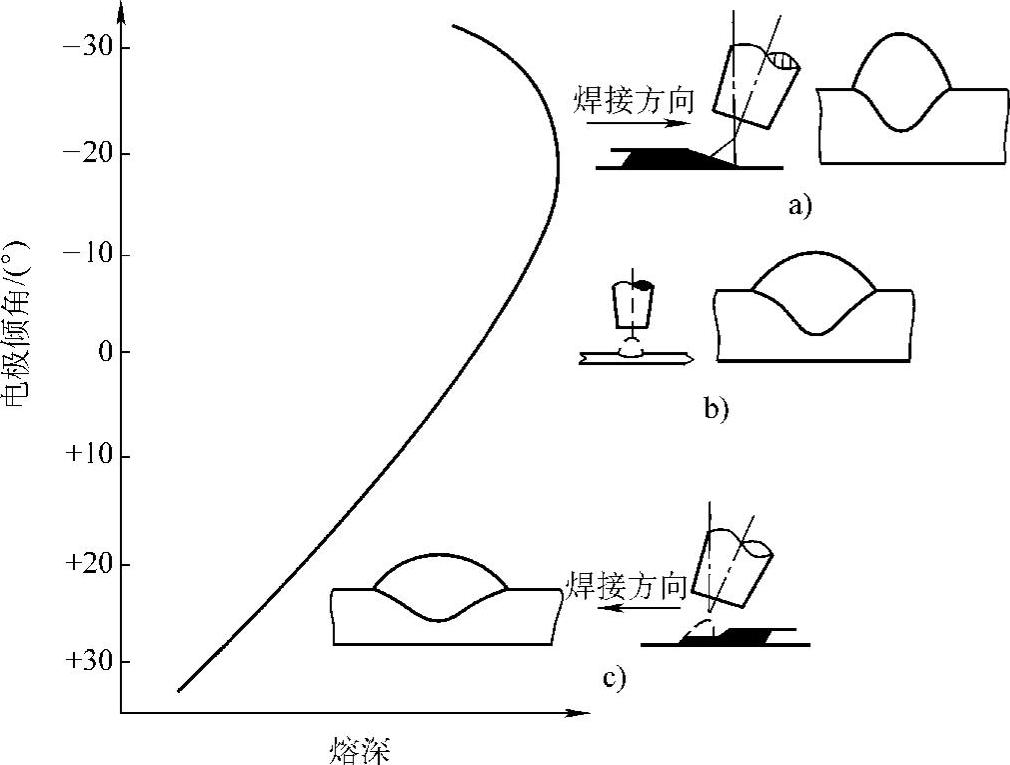
图7-34 焊枪倾角对焊缝成形的影响
a)前倾焊法 b)正直焊法 c)后倾焊法
(六)焊丝直径
在直流反接情况下,当焊丝材料的导热性能较强时,焊丝端头不易形成铅笔状的液体金属柱,不容易获得射流过渡。例如铝焊丝惰性气体保护焊,当其电流超过临界电流时,熔滴尺寸并不发生突变,而是逐渐减少,从粗滴过渡转变为射滴过渡。所以采用铝及其合金焊丝的MIG焊,就存在一个从粗滴过渡转变为射滴过渡的临界电流。而用钢焊丝,则存在一个从射滴过渡转变为射流过渡的临界电流。不同焊丝直径也影响熔滴的过渡形式,焊丝直径越小,临界电流越低,越容易得到稳定的射流过渡。
(七)保护气体成分和流量
对焊缝性能和外形尺寸要求不高的碳钢焊件,可采用纯CO2气体保护。铬不锈钢和铬镍奥氏体型不锈钢的焊接保护气体,应采用φ(Ar)98%+φ(CO2)2%的混合气体。
气体流量会直接影响保护气体对焊接区的保护效果。除了气体喷嘴的结构形状以外,过大或过小的气体流量都会造成紊流而破坏保护效果。另外,气体流量还与焊接电流、焊接速度和焊丝伸出长度有关,在室外焊接时,应适当加大气体流量。通常细丝小电流焊接时,使用的气体流量为10~15L/min;粗丝大电流焊接时,气体流量应为20~25L/min。对气体保护效果要求高的焊件,或在室外焊接时,气体流量可加大到30L/min。
(八)焊接位置
喷射过渡适用于平焊、立焊和仰焊位置的焊接。下坡焊、平焊和上坡焊时,焊件相对于水平面的斜度对焊缝成形、熔深的影响如图7-35所示。下坡焊时(夹角≤15°),焊缝余高和熔深减小,焊接速度可以提高,有利于焊接薄板。若采用上坡焊,重力会使液态金属后流,使熔深和余高增加,而熔宽减少。

图7-35 焊件相对于水平面的斜度对焊缝成形和熔深的影响
a)下坡焊 b)平焊 c)上坡焊
圆柱形筒体内外环缝平焊时(焊件转动),为了获得良好的焊缝成形,焊丝应向焊件转动相反的方向偏移一定的距离(x),见图7-36。若偏移量过大,则熔深变浅、熔宽增加、表面下凹,焊趾处熔合不良,甚至形成焊瘤见图7-36b;若偏反了方向,则熔深和余高增加而熔宽变窄,形成梨形焊道(图7-36c);只有当偏移距离(x)适当时,焊缝成形理想、余高适中、焊趾处平滑见图7-36a。圆筒形焊件(包括管子),直径越大,偏移距离(x)越小。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。