



熔化极气体保护焊时,焊丝端头的液态金属经电弧向熔池过渡的过程称为熔滴过渡。熔滴过渡对电弧的稳定性、焊缝成形、金属飞溅等有直接影响,它是拟定气体保护焊工艺时首先要考虑的因素。熔化极气体保护焊金属过渡形式共有三种形式,见图7-31,即喷射过渡、粗滴过渡和短路过渡。前两种因焊丝端头与熔池之间不发生直接接触,故统称为自由过渡。
1.喷射过渡 金属从焊丝末端以细小熔滴流轴向过渡到熔池中,见图7-31a。这些小熔滴是从圆锥形焊丝末端滴落的,一个熔滴紧接着另一个熔滴地滴落,但它们彼此之间并不相连。熔滴的尺寸可各不相同,但在喷射电弧中,熔滴最大直径小于焊丝的直径。
采用氩气保护焊接时,当焊接电流由小到大逐渐变化时,熔滴尺寸越来越小,过渡频率越来越快。当焊接电流达到某一值时,熔滴尺寸和过渡频率发生突变,熔滴过渡呈射流状,这种过渡形式称为射流过渡。开始产生射流过渡的电流称为射流过渡的临界电流。把介于粗滴过渡和射流过渡之间,熔滴尺寸小于焊丝直径的过渡形式称为射滴过渡。射流过渡和射滴过渡都属于喷射过渡。
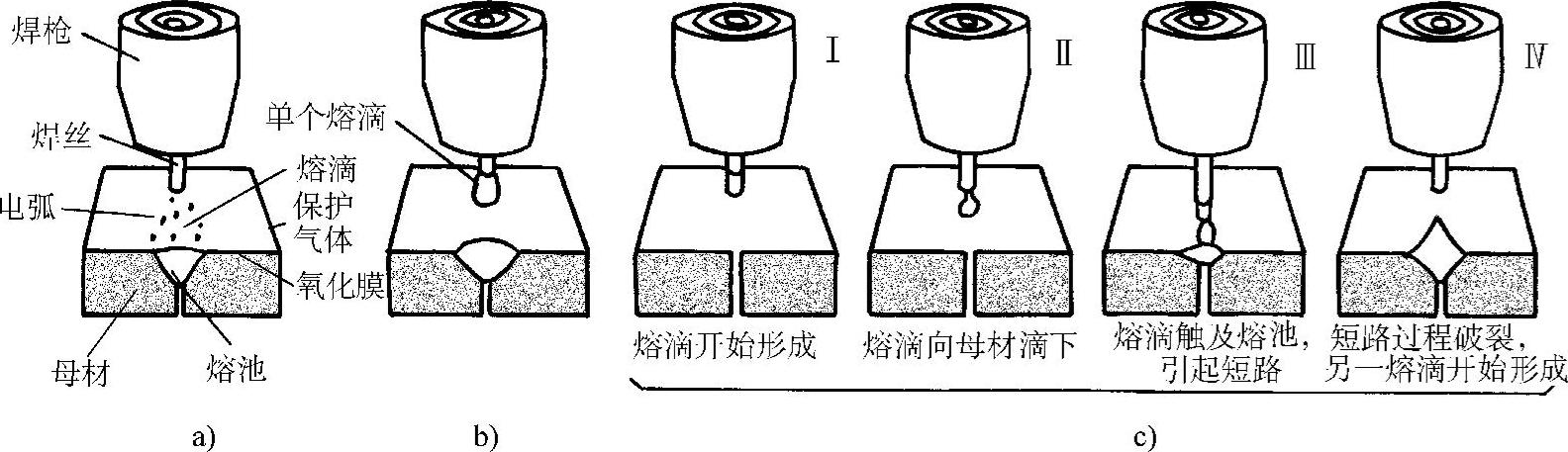
图7-31 熔化极气体保护电弧焊时熔滴过渡的形式(https://www.xing528.com)
a)喷射过渡 b)粗滴过渡 c)为短路过渡中的各个阶段
2.粗滴过渡 又称大滴过渡,粗滴过渡的特征是熔滴尺寸大于焊丝直径,见图7-31b。在惰性气体为主的保护介质中,当平均电流高于短路电流时,产生轴向的粗滴过渡;而在CO2气体保护介质中,当焊接电流和电弧电压超过短路过渡范围时,则产生非轴向的粗滴过渡。粗滴过渡时,如果弧长太短,将导致长大的熔滴与焊件短路,造成过热、爆炸并产生严重飞溅。因此,电弧长度应足以保证熔滴与熔池接触之前就脱落;相反,弧长过长时,则会引起未熔合、未焊透及余高过大等焊接缺陷的产生。采用所有类型的保护气体都能产生粗滴过渡,但是粗滴过渡形式只能用于平焊的焊接位置。如果在仰焊时采用粗滴过渡,则熔融的焊丝金属会滴落到焊枪的喷嘴中。
3.短路过渡 短路过渡是在较低范围的焊接电流和电弧电压的条件下产生的,这种过渡形式产生小而快速的焊接熔池,非常适合于薄板全位置焊和大间隙搭桥焊接。只有在焊丝与熔池接触时产生熔滴的过渡,而在电弧空间不发生熔滴的过渡。
短路过渡形式的各阶段如图7-31cⅠ~Ⅳ所示。在短路电弧循环开始时,焊丝末端熔化成一个液态金属的小球滴,见图7-31cⅠ。接着熔化的金属因重力的作用移向焊件,见图7-31cⅡ。然后,熔滴靠重力及表面张力的作用与焊件相接触,造成短路,见图7-31cⅢ,这时电弧熄灭。最后,熔滴因受电磁收缩力的作用而断开,同时电弧又重新引燃,见图7-31cⅣ。随着电弧重新引燃,循环又重新开始。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。