



熔化极气体保护焊设备主要由焊接电源、送丝系统、焊枪和行走系统(自动焊)、供气系统、冷却系统和控制系统等组成。
(一)焊接电源
熔化极气体保护焊一般采用直流电源。通常焊接电流为150~500A,空载电压为55~80V,负载持续率为60%~100%。
熔化极气体保护焊时,焊丝伸出长度的变化将会引起弧长发生变化,从而使焊接电流和电弧电压变化,影响焊接质量。而焊接过程中的这种变化往往是瞬时发生的,若只靠预测和适时调整很难控制。因此,熔化极气体保护焊主要靠焊接电源的外特性和送丝方式的配合来解决这一问题。熔化极气体保护焊电弧的自调节系统,可以十分有效地克服弧长变化而导致焊接电流和电弧电压变化的问题。电弧自调节系统分为两大类,即电弧电压自动调节系统和焊接电流自身调节系统。
焊接电流自身调节系统的特点是,在焊接过程中送丝速度恒定不变(即等速送丝)。利用电弧本身固有的特性,即焊丝的熔化速度随着弧长的变化而变化,维持弧长的稳定。当弧长增加时,焊接电流减小,焊丝的熔化速度相应减慢。反之当弧长减小时,焊接电流增加,焊丝的熔化速度相应增大。焊接电流自身调节系统主要应用于平特性电源,等速送丝系统。因平特性电源当弧长发生变化时,所引起的焊接电流变化量大,自调节作用强。自身调节系统一般采用焊丝直径小于1.6mm的细丝,因为细焊丝的电弧自身调节作用较强。
电弧电压自动调节系统的特点是,送丝速度在焊接过程中随着电弧电压的升高(或降低)而加快(或减慢)以自动调节弧压(弧长),使系统自动恢复到稳定状态。电弧电压自动调节系统主要应用于下降特性电源,变速送丝系统。但这种调节系统只适用于直径较粗(大于1.6mm)、送丝速度要求较低的情况。
(二)送丝系统
送丝系统通常是由送丝机(包括电动机、减速器、校直轮和送丝轮)、送丝软管及焊丝盘等组成。常用的送丝方式有推丝式、拉丝式和推拉丝式,如图7-27所示。
1.推丝式 推丝式送丝系统如图7-27a所示。它是半自动熔化极气体保护焊应用最广泛的送丝方式之一。这种送丝方式的焊枪结构简单、轻便、操作和维修都比较方便。但焊丝送进的阻力较大,随着软管的加长,送丝稳定性变差,特别是对于较细、较软材料的焊丝稳定性更差。一般送丝软管长为3~5m。
图7-27f所示为加长推丝式送丝系统。即除了在焊机附近的主推丝机外,在送丝软管中间加有辅助推丝机,加一级辅助送丝即可使送丝软管的长度增加至10~20m。
2.拉丝式 拉丝式送丝系统如图7-27b~d所示。拉丝式可分为三种形式:一种是将焊丝盘与焊枪分开,两者通过送丝软管连接;另一种是将焊丝盘直接安装在焊枪上,这两种都适用于细丝半自动焊,但前一种操作比较方便。还有一种是不但焊丝盘与焊枪分开,而且送丝电动机也与焊枪分开,这种送丝方式可用于自动熔化极气体保护电弧焊。拉丝式送丝方式主要用于细丝(直径不超过0.8mm)的熔化极气体保护电弧焊。
3.推拉丝式 推拉式送丝系统如图7-27e所示,这种送丝方式为推丝式与拉丝式二者之结合。除推丝机外,焊枪上还装有拉丝机,这样送丝软管可加长。然而由于其结构复杂,调整不便,焊枪较重,实际生产上很少采用。
(三)焊枪
熔化极气体保护焊焊枪,可分为进行手工操作的半自动焊枪和安装在机械装置上自动操作的自动焊枪。常用焊枪按其冷却方式,可分为水冷式和气冷式,按其结构形式,可分为笔式直焊枪(图7-28)、手枪式焊枪(图7-29)和鹅颈式(图7-30)焊枪。
在焊接时,由于焊接电流通过导电嘴将产生电阻热和电弧的辐射热的作用,会使焊枪发热,所以常常需要冷却。气冷焊枪在CO2气体保护焊时,断续负载下焊接电流一般可使用高达600A。但是,在使用氩气或氦气保护焊时,焊接电流通常只限于200A以下。超过上述电流时,应该采用水冷焊枪。自动焊焊枪的基本构造与半自动焊焊枪相同,但其载流容量较大,工作时间较长,一般都采用水冷。
因为焊丝是连续送给的,焊枪必须有导电嘴,由导电嘴将电流传给焊丝。导电嘴是由铜或铜合金制成,内表面应光滑,以利于送丝和导电。一般导电嘴的内孔应比焊丝直径大0.13~0.25mm,对于铝焊丝应更大些。导电嘴必须牢牢地固定在焊枪本体上。导电嘴与喷嘴之间的相对位置取决于熔滴过渡形式。对于短路过渡,导电嘴常常伸到喷嘴之外;而对于喷射过渡,导电嘴应缩到喷嘴内,最多可以缩进3mm。
焊接时应定期检查导电嘴,如发现导电嘴内孔因磨损而变大,或由于飞溅而堵塞时就应立即更换。磨损的导电嘴将会破坏电弧的稳定性。
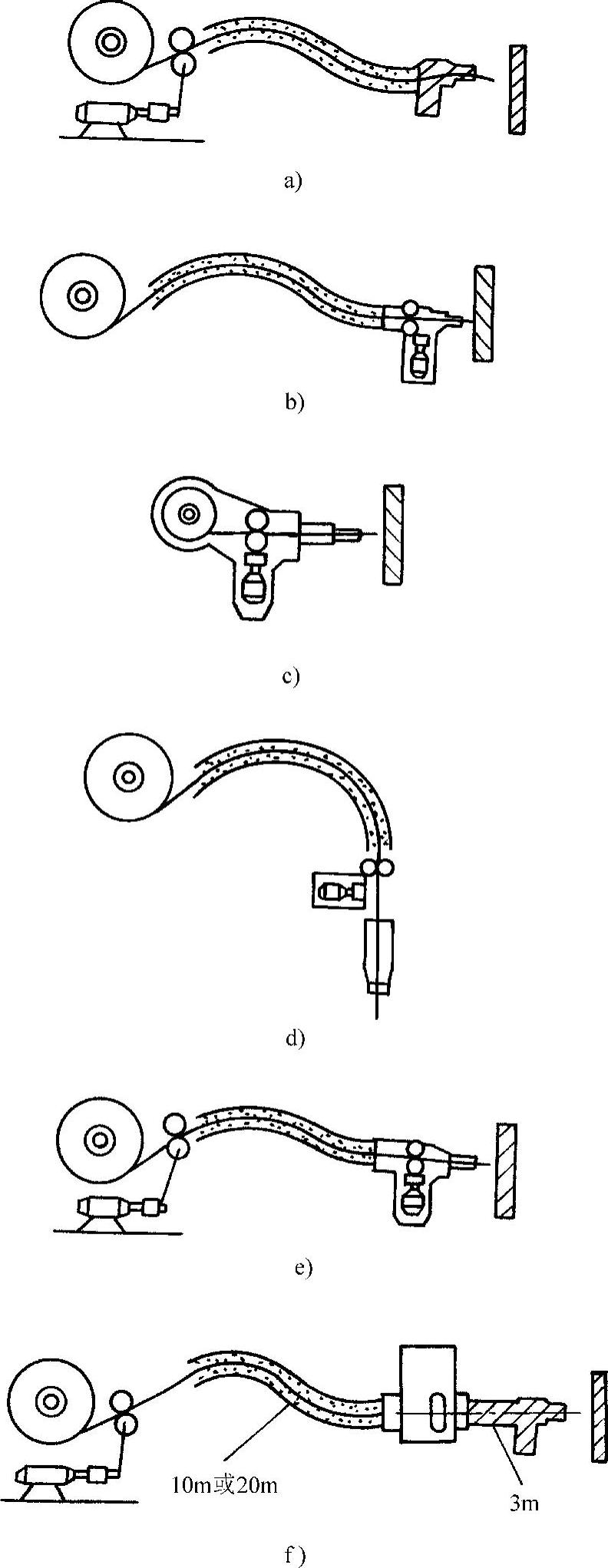
图7-27 常用的送丝方式
a)、f)推丝式 b)~d)拉丝式 e)推拉丝式(https://www.xing528.com)
喷嘴应使保护气体平稳地流出,并覆盖在焊接区。其目的是防止焊丝端头、电弧空间和熔池金属受到空气污染。根据应用情况可选择不同尺寸的喷嘴,一般直径为10~22mm。较大的焊接电流产生较大的熔池,则采用大喷嘴,而小电流和短路过渡焊时用小喷嘴。
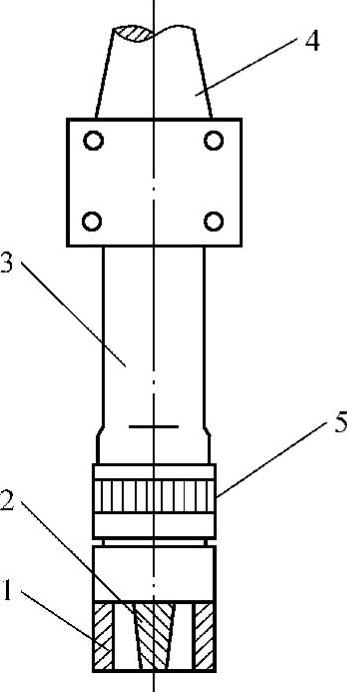
图7-28 自动焊用笔式直焊枪
1—喷嘴 2—导电嘴 3—枪体 4—电缆 5—绝缘接头

图7-29 手枪式焊枪
1—导电嘴 2—喷嘴 3—电缆 4—焊把 5—开关 6—绝缘接头

图7-30 鹅颈式焊枪
1—喷嘴 2—鹅颈管 3—焊把 4—电缆 5—开关 6—绝缘接头 7—导电嘴
(四)供气系统和冷却系统
供气系统与钨极氩弧焊相似。对于CO2气体,通常还需要安装预热器、减压阀、流量计和气阀。如果气体纯度不够,还需要串接高压干燥器和低压干燥器,以吸收气体中的水分,防止焊缝中产生气孔。对于熔化极活性气体保护焊还需要安装气体混合装置。若采用双层气体保护,则需要两套独立的供气系统。
水冷式焊枪的冷却水系统由水箱、水泵和冷却水管,水压开关组成。水箱里的冷却水由水泵流经冷却水管和水压开关后流入焊枪。然后经冷却水管再回流入水箱,形成冷却水循环。水压开关的作用是保证当冷却水未流经焊枪时,焊接系统不能启动焊接,以保护焊枪,避免过热而烧坏。
(五)控制系统的功能
控制系统由基本控制系统和程序控制系统组成。
基本控制系统主要用于焊前或焊接过程中调节焊接参数,包括焊接电源输出调节系统、送丝速度调节系统、焊接小车(或工作台)行走速度调节系统和气体流量调节系统等,用于调节焊接电流、电弧电压、送丝速度和保护气体流量的大小等。
程序控制系统主要用于将焊接电源、送丝系统、焊枪和行走系统、供气和冷却水系统有机地组合在一起,构成一个完整的、自动控制的焊接设备系统。程序控制系统主要控制焊接设备的起动和停止、控制电磁气阀动作(实现提前送气和滞后停气)、控制水压开关(保证焊枪受到良好的冷却)、控制引弧和熄弧、控制送丝和焊接小车的移动等。
除程序系统外,高档焊接设备还有焊接参数自动调节系统,其作用是当焊接参数受到外界干扰而发生变化时可自动调节,以保证焊接参数恒定,维持正常稳定的焊接生产过程。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。