



熔化极气体保护电弧焊(英文简称GMAW焊,ISO代号为13),是利用连续送进的焊丝与焊件之间燃烧的电弧作为热源,用外加气体作为电弧介质,并保护金属熔滴、焊接熔池和焊接区高温金属的电弧焊方法,如图7-25所示。
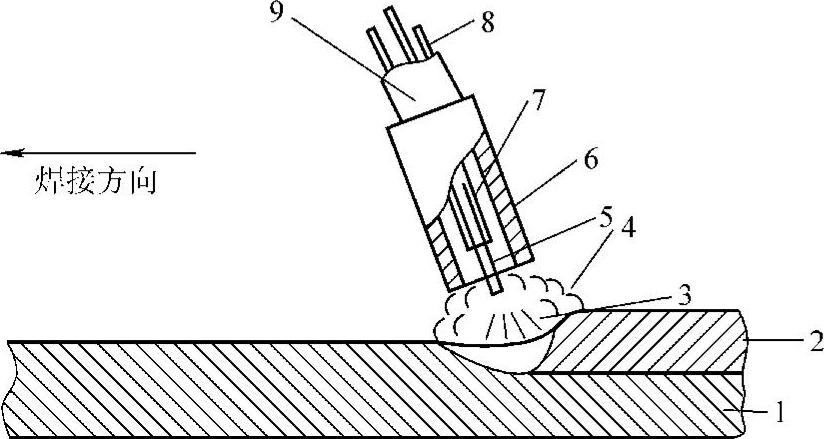
图7-25 熔化极气体保护电弧焊
1—母材 2—焊缝金属 3—电弧 4—焊丝 5—保护气体 6—气体喷嘴 7—导电嘴 8—电缆 9—焊枪
实芯焊丝熔化极气体保护焊,根据保护气体的种类,可分为熔化极惰性气体保护焊(熔化极氩弧焊)、熔化极活性气体保护焊和CO2气体保护焊等,如图7-26所示。
1.熔化极惰性气体保护电弧焊(英文简称MIG焊,ISO代号为131) 熔化极惰性气体保护电弧焊采用惰性气体Ar、He或Ar+少量[φ(CO2)≤5%]作为保护气体,生产中常采用的熔滴过渡类型为射流过渡,电流为高频脉冲。焊丝直径一般为ϕ0.8~ϕ1.0mm。锅炉、压力容器中的小直径管子对接常采用MIG焊。(https://www.xing528.com)
2.熔化极活性气体保护电弧焊(简称MAG焊,ISO代号为135) 熔化极活性气体保护电弧焊采用惰性气体中加入一定量的氧化性气体作为保护气体,如Ar+(5%~25%)CO2或Ar+(1%~5%)O2或Ar+CO2+O2(体积分数),常采用短路过渡和射流过渡形式进行焊接,可进行平焊、立焊、仰焊及全位置焊接。焊接机器人多采用熔化极活性气体保护电弧焊,焊丝直径一般为ϕ1.2~ϕ1.6mm。锅炉膜式壁管子与扁钢角焊缝的焊接,大量采用MAG焊。
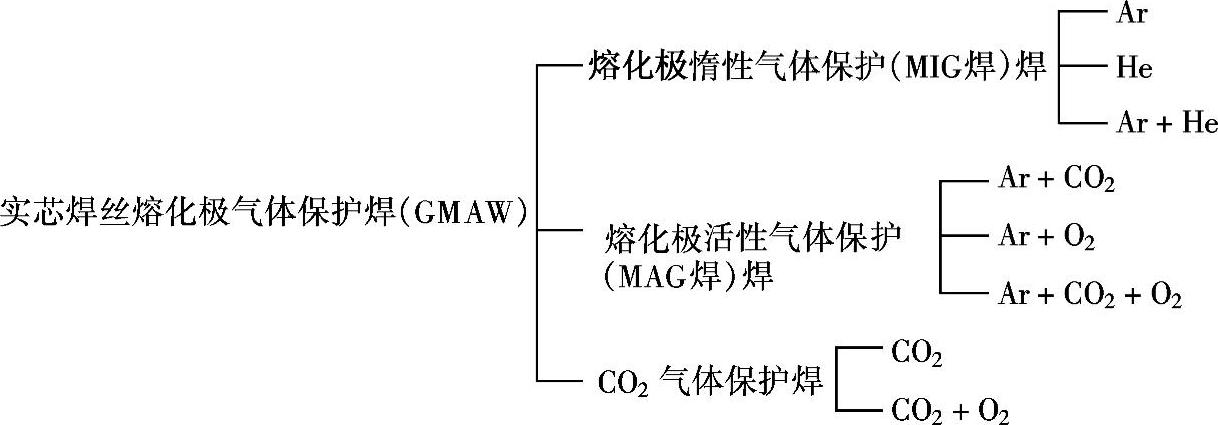
图7-26 熔化极气体保护焊的分类
3.二氧化碳气体保护电弧焊(简称CO2焊,ISO代号为135) 二氧化碳气体保护电弧焊采用CO2作为保护气体,焊丝直径一般为ϕ1.2~ϕ1.6mm。通常采用颗粒过渡或短路过渡形式,与其他焊接方法相比,飞溅较大,但是,CO2气体保护焊是目前黑色金属材料最重要的焊接方法之一。
通常可根据所要焊接的母材来选择保护气体。MIG焊既可以焊接黑色金属又可以焊接有色金属,但从制造成本考虑MIG焊主要用于合金钢、不锈钢以及铜、铝、钛及其合金的焊接。MAG焊和CO2气体保护焊主要用于焊接碳钢、低合金高强度钢。CO2气体保护焊广泛用于普通金属结构的焊接。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。