



图7-2为焊条电弧焊的基本电路。它由弧焊电源、焊钳、焊条、焊件等部分组成。由此可见焊条电弧焊设备的主要部分就是弧焊电源。
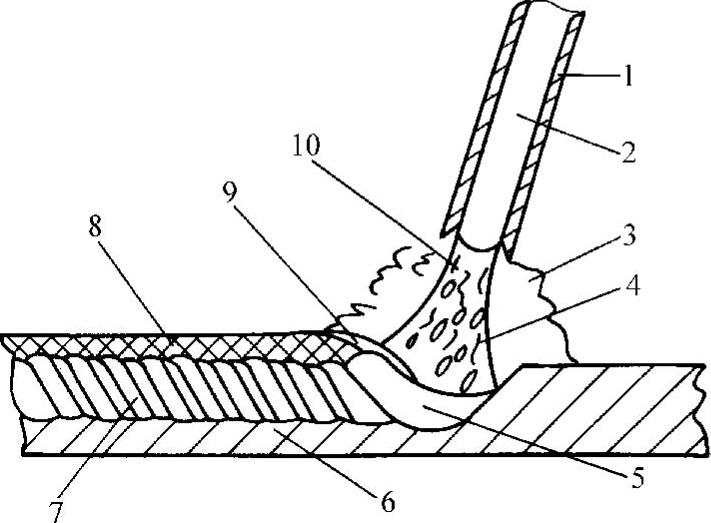
图7-1 焊条电弧焊的原理
1—药皮 2—焊芯 3—保护气 4—电弧 5—熔池 6—母材 7—焊缝 8—渣壳 9—熔渣 10—熔滴
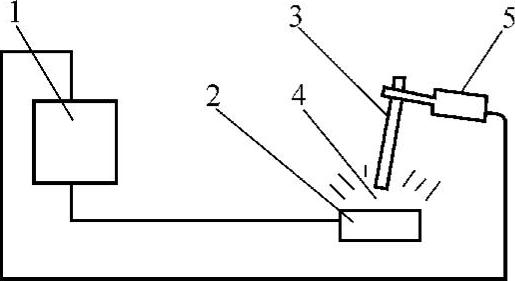
图7-2 焊条电弧焊基本电路
1—弧焊电源 2—焊件 3—焊条 4—电弧 5—焊钳
(一)对焊条电弧焊用电源的基本要求
1.陡降(或恒流)的外特性 由于焊件形状不规则或手工操作技能的影响,电弧长度经常发生变化,从而引起焊接电流的波动。生产实践证明,电流的波动对焊缝质量影响较大,应设法使焊接电流的波动尽量小些。陡降(或恒流)外特性曲线在弧长发生变化时,焊接电流较稳定,所以焊条电弧焊必须采用具有陡降(或恒流)外特性曲线的弧焊电源。
2.良好的动特性 焊接过程中,焊条与焊件之间会发生频繁的短路和重新引弧。如果焊机输出电流和电压不能迅速地适应电弧焊过程中的这些变化,电弧就不能稳定燃烧,甚至熄灭。弧焊电源动特性良好时,容易引弧,焊接过程稳定、飞溅小,操作时会感到电弧平静、柔软和富有弹性。
3.良好的调节特性 焊接时,由于焊件材质、厚度、焊接位置和焊条直径等不同,需要选择不同的焊接电流。为此,焊机的焊接电流必须在较宽范围内能均匀灵活地调节。一般要求焊条电弧焊电源的电流调节范围为焊机额定焊接电流的0.25~1.2倍。(https://www.xing528.com)
4.适当的空载 电压当焊机接通电网而输出端没有接负载时,焊接电流为零,此时输出端的电压为空载电压。空载电压低时,引弧困难,电弧燃烧也不够稳定;空载电压较高时,电弧容易引燃且稳定燃烧;空载电压过高时,制造焊机的材料增多,焊工触电危险较大。因此,在满足焊接工艺要求的前提下,空载电压应尽可能低些。
5.适当的短路稳定电流 当焊条和焊件短路时,输出电压为零,此时焊机的输出电流称为短路电流,常用Iwd表示。在引弧和熔滴过渡时,经常发生短路。如果短路电流过大,不但会使焊条过热、药皮脱落、飞溅增加,而且会引起电源过载以致烧坏。相反,如果短路电流太小,则会使引弧和熔滴过渡发生困难。所以一般要求短路电流Iwd=(1.25~2)Ih,Ih为稳定工作点的电流,即焊接电弧稳定燃烧时的电流。
(二)焊条电弧焊用电源的主要技术参数
1.额定负载持续率 负载持续率是表示焊接电源工作状态的参数。额定负载持续率是额定焊接电流工作状态下允许的最大负载持续率。
2.额定焊接电流值 焊机按额定工作条件运行时,能符合标准规定而输出的电流。选用焊接设备时,应注意该设备铭牌上所标注的额定焊接电流值,该值是在额定负载持续率条件下允许使用的最大焊接电流。
3.焊接电流调节范围 在工作电压符合负载特性条件下通过调节能够获得的焊接电流范围。焊条电弧焊时,通常电弧电压在16~40V范围内,焊接电流在20~500A之间。
(三)焊钳
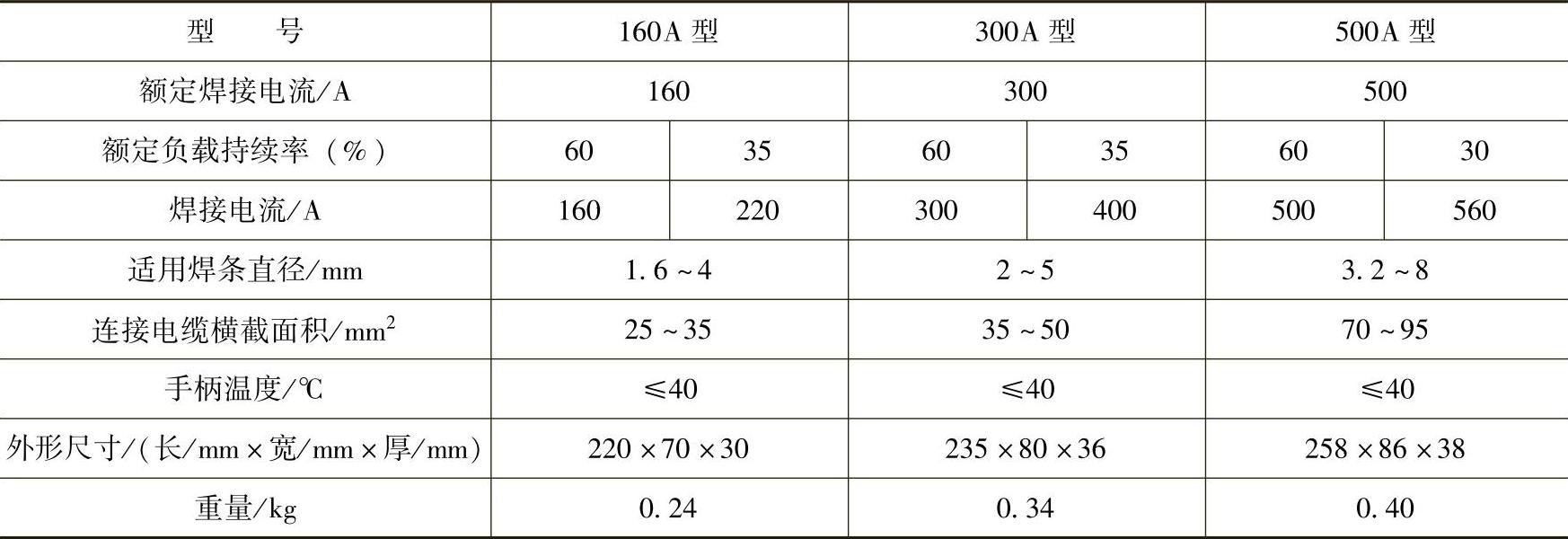
用以夹持焊条并传导电流以进行焊接的工具称为焊钳,俗称焊把。常用的焊钳主要有160A,300A和500A三种规格,其主要性能参数见表7-1。
表7-1 常用焊钳的技术参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。