



(一)铜及铜合金的分类
常用的铜及铜合金有四种:
(1)纯铜(紫铜) 纯铜具有极好的导电性、导热性、良好的常温和低温塑性,以及对大气、海水的耐蚀性。纯铜中的杂质都是冶炼过程而带进的。其中氧、硫、磷、铋等元素还与铜形成低熔点共晶或脆性化合物。
(2)黄铜 黄铜为铜和锌的合金,黄铜的强度、硬度等力学性能和耐腐蚀性能比纯铜高,能很好地承受热压或冷压加工。
(3)白铜 白铜为铜和镍的合金,在白铜中,w(Ni)多为10%、20%、30%。具有高耐蚀性能的白铜广泛应用于化工、海水工程的制造。
(4)青铜 除黄铜、白铜外,其他所有的铜基合金统称青铜。如锡青铜、铝青铜、硅青铜和铍青铜等。青铜的焊接性较好,有较高的强度和耐磨性,合金含量较高的青铜可通过热处理改变性能。
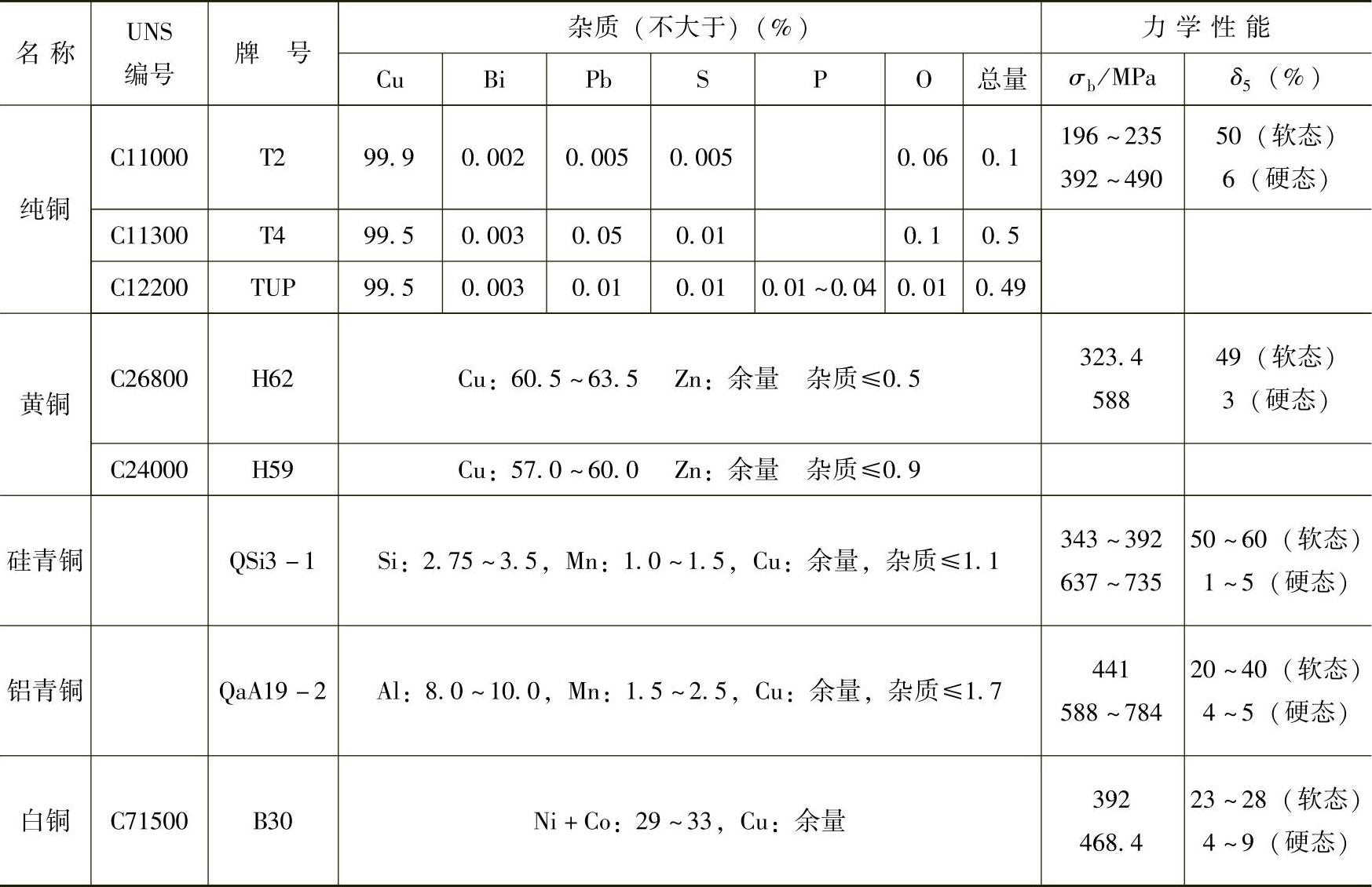
常用铜及铜合金的牌号、主要化学成分和力学性能参见表6-30。
表6-30 常用铜及铜合金的牌号、主要化学成分(质量分数,%)和力学性能
(二)铜及铜合金的焊接工艺
1.铜及铜合金的焊接特点
(1)易产生未熔合 由于纯铜的导热性强,其热导率约为低碳钢的6~8倍,且热容量较大,若焊接热输入低,母材很难熔化,易产生未熔合现象,因此,焊接时宜采用能量较集中的强热源,而且还必须采取适当的预热措施。
(2)焊后变形较大 铜及铜合金的线胀系数和凝固时的收缩率较大,因而其焊接变形大。
(3)易产生气孔 由于铜在液态时能溶解大量的氢,而在凝固时氢的溶解度急剧减小,加上铜的导热性强,熔池凝固快,氢来不及逸出,易在焊缝中形成气孔。此外,熔池金属氧化而形成的氧化亚铜,与熔池中的氢或一氧化碳发生反应,生成的水蒸气(H2O)和二氧化碳(CO2)在熔池凝固时来不及逸出,也会形成气孔。(https://www.xing528.com)
(4)焊缝及热影响区易产生裂纹 铜在液态时易氧化生成氧化亚铜或铜中原有杂质氧化生成的氧化亚铜能与铜形成熔点较低的共晶。铜中的杂质Pb和Bi,其本身熔点低且与铜形成低熔点共晶。这些低熔点共晶以液膜形式分布在铜的晶粒边界。显著地降低了铜的高温强度和塑性。加之焊接接头承受较大的拉应力时,易在焊缝和热影响区产生裂纹。
(5)焊接接头的力学性能差 铜及铜合金焊后晶粒粗大,并在晶界有脆性共晶体存在,因而焊接接头的力学性能差,尤其是塑性和韧性降低较为明显。
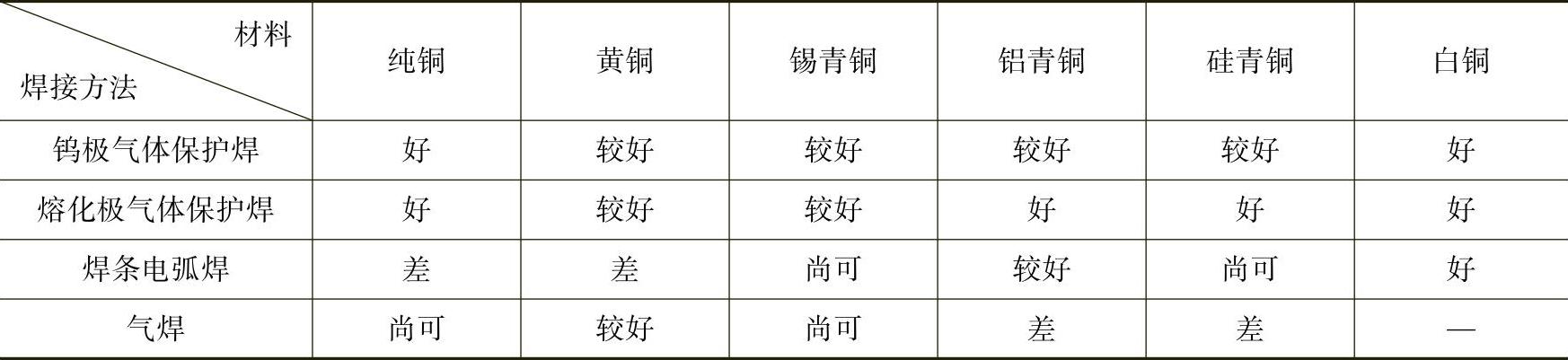
2.焊接方法 各种焊接方法都可以用于焊接铜及铜合金,常用熔焊方法有钨极气体保护焊、熔化极气体保护焊、焊条电弧焊、气焊。表6-31为铜及铜合金常用熔焊方法比较。
表6-31 铜及铜合金常用熔焊方法比较
3.焊接材料
(1)焊丝 铜及铜合金焊接用焊丝除了要满足对焊丝的一般工艺、冶金要求外,最重要的是控制其中杂质含量和提高其脱氧能力,以避免热裂纹和气孔的产生。
纯铜焊接用焊丝主要加Si、Mn、P等脱氧元素。
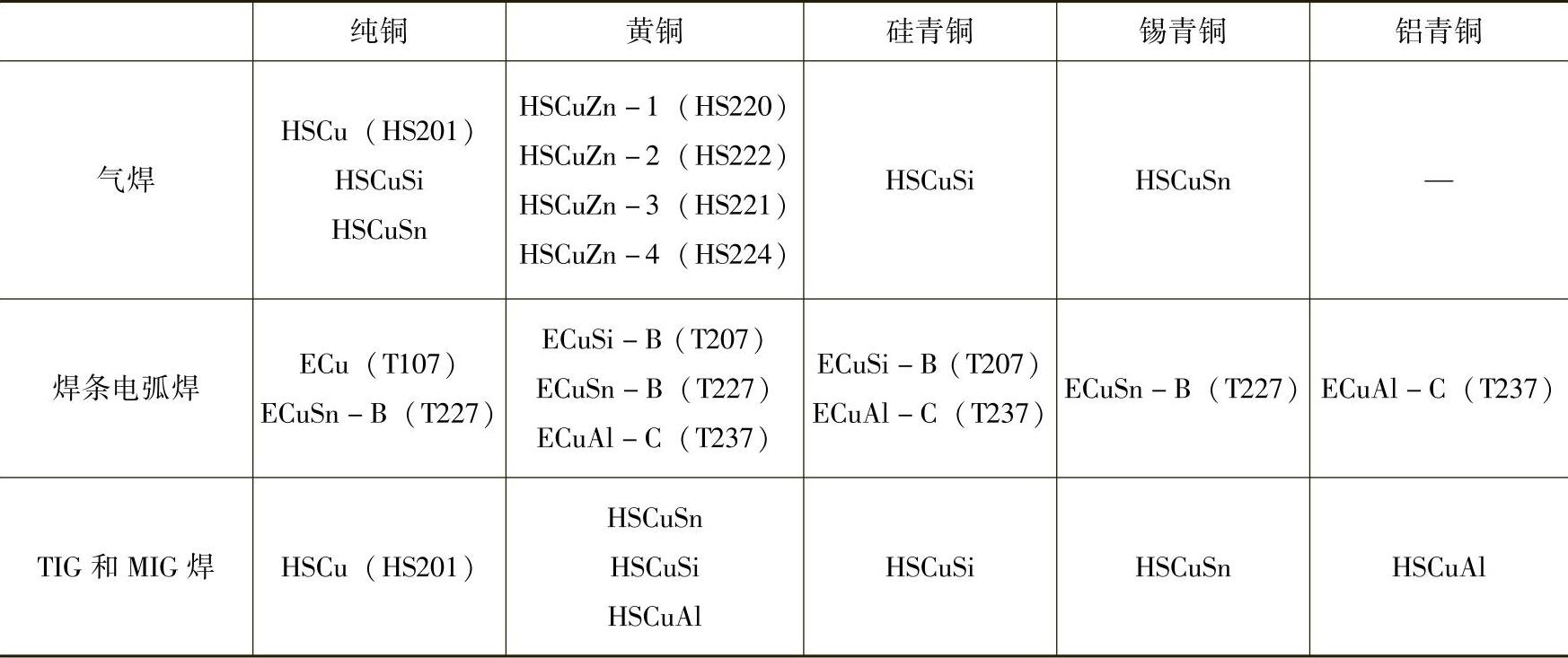
黄铜、青铜用焊丝中主要加Si、Al和Sn等元素。Si可以抑制黄铜中Zn的烧损,Al除了作为合金元素和脱氧作用外,还可以细化晶粒。加入适当的Sn,可以增加液体金属的流动性,改善工艺性能。国内外已研制采用Ti(钛)Zr(锆)B(硼)作为脱氧元素的铜及铜合金的焊丝。气焊、焊条电弧焊和气体保护焊焊接铜及铜合金推荐用焊丝见表6-32。
表6-32 气焊、焊条电弧焊和气体保护焊焊接铜及铜合金推荐用焊丝
(2)保护气体 铜及铜合金焊接用保护气体与铝及铝合金的相同。
(3)熔剂 为了防止熔池金属氧化和其他气体进入熔池,并改善液体金属的流动性,在气焊时,使用熔剂,甚至在气体保护焊时,也使用熔剂。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。