



(一)奥氏体型不锈钢的焊接
奥氏体不锈钢其显微组织为奥氏体。它是在高铬不锈钢中添加适当的镍[w(Ni)为8%~25%]而形成的具有奥氏体组织的不锈钢。奥氏体不锈钢具有良好的焊接性,可以采用所有的熔焊方法焊接。奥氏体不锈钢还具有特殊的物理性能,即低的热导率、高电阻率、高线胀系数以及高度致密的表面保护膜等。此外,奥氏体不锈钢含有大量的对氧亲和力较高的元素,因此不论采取何种弧焊方法都必须利用焊剂、焊条药皮和惰性气体对焊接熔池和高温区作良好的保护,以使影响热强性能的镍基合金元素保持在所要求的范围内。由于奥氏体钢特别是纯奥氏体钢对焊接热裂纹的敏感性较高,故应严格控制焊接材料中的C、S和P等有害杂质含量。
1.奥氏体型不锈钢的焊接特点
(1)晶间腐蚀(包括刀状腐蚀) 晶间腐蚀是一种起源于金属表面,沿晶界深入金属内部的腐蚀现象。焊接接头可能在三个部位出现晶间腐蚀,即焊缝晶间腐蚀、过热区“刀蚀”及热影响区敏化温度区的晶间腐蚀。
一般认为晶间腐蚀是因为碳化物在晶界析出造成的。不锈钢在450~850℃温度范围内停留,或在焊接热循环下,加热到450~850℃的温度区间时,热影响区内奥氏体不锈钢中的碳和铬形成碳化铬,使晶粒边界处奥氏体局部贫铬,发生腐蚀而丧失耐蚀能力。
对于焊缝金属,根据贫铬理论,在晶界上析出碳化铬,因此造成贫铬的晶界是晶间腐蚀的主要原因。过热区的“刀蚀”仅在由Nb或Ti稳定化的奥氏体不锈钢热影响区的过热区中产生,其原因是焊接时,过热区被加热到1200℃的高温,使Nb、Ti的碳化物大量溶解(NbC、TiC),冷却时,Nb或Ti原子来不及扩散,使活泼的碳原子在奥氏体晶界处于过饱和状态,在经过敏化温度区加热后,使碳化铬优先在晶界沉淀,造成贫铬的晶界,形成晶间腐蚀。热影响区敏化温度区的晶间腐蚀产生于600~1000℃范围的区域,产生原因仍然是奥氏体晶界析出碳化铬,造成晶间贫铬所致。
(2)热裂纹 与其他不锈钢相比,奥氏体不锈钢具有较高的热裂纹敏感性,在焊缝及近缝区都有产生热裂纹的可能。热裂纹通常可分为凝固裂纹、液化裂纹和高温失塑裂纹三大类。凝固裂纹主要发生在焊缝区,如弧坑裂纹。液化裂纹多出现在靠近熔合线的近缝区或多层多道焊缝的层道间。高温失塑裂纹通常发生在焊缝金属凝固结晶结束的高温区。产生热裂纹的基本原因是奥氏体不锈钢的导热率小、线胀系数大,因此在焊接局部加热和冷却条件下,焊接接头部位的高温停留时间较长,焊缝金属及近缝区在高温承受较高的拉应力与拉伸应变,这是产生热裂纹的基本条件之一。对于奥氏体钢焊缝易于形成方向性强的粗大柱状晶组织,在结晶过程中一些杂质元素和合金元素,如S、P、Sn、Sb等易于在晶间形成低熔点的易熔夹层而造成凝固裂纹。对于奥氏体钢母材,当上述杂质含量较高时,将产生近缝区的液化裂纹。
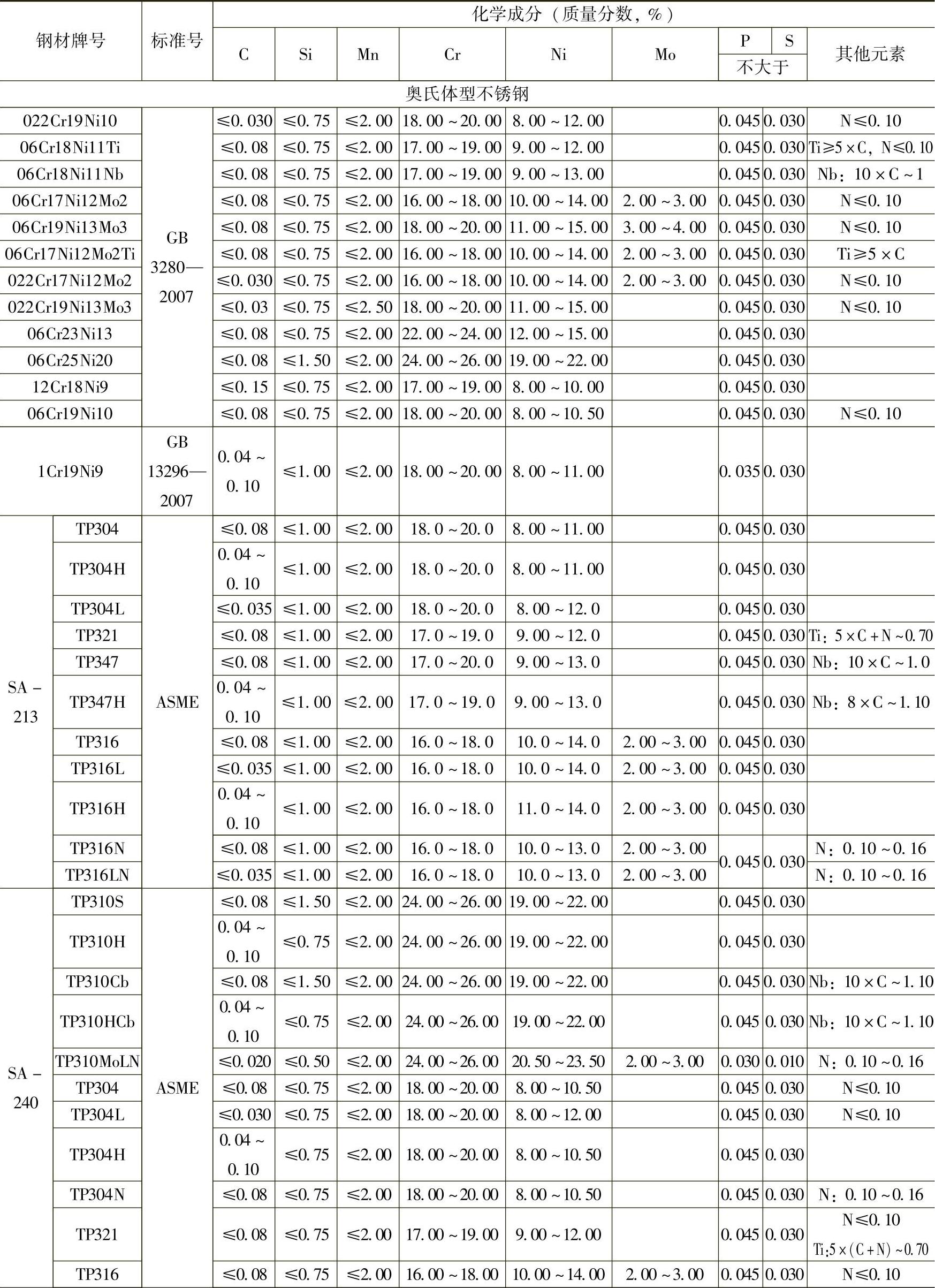
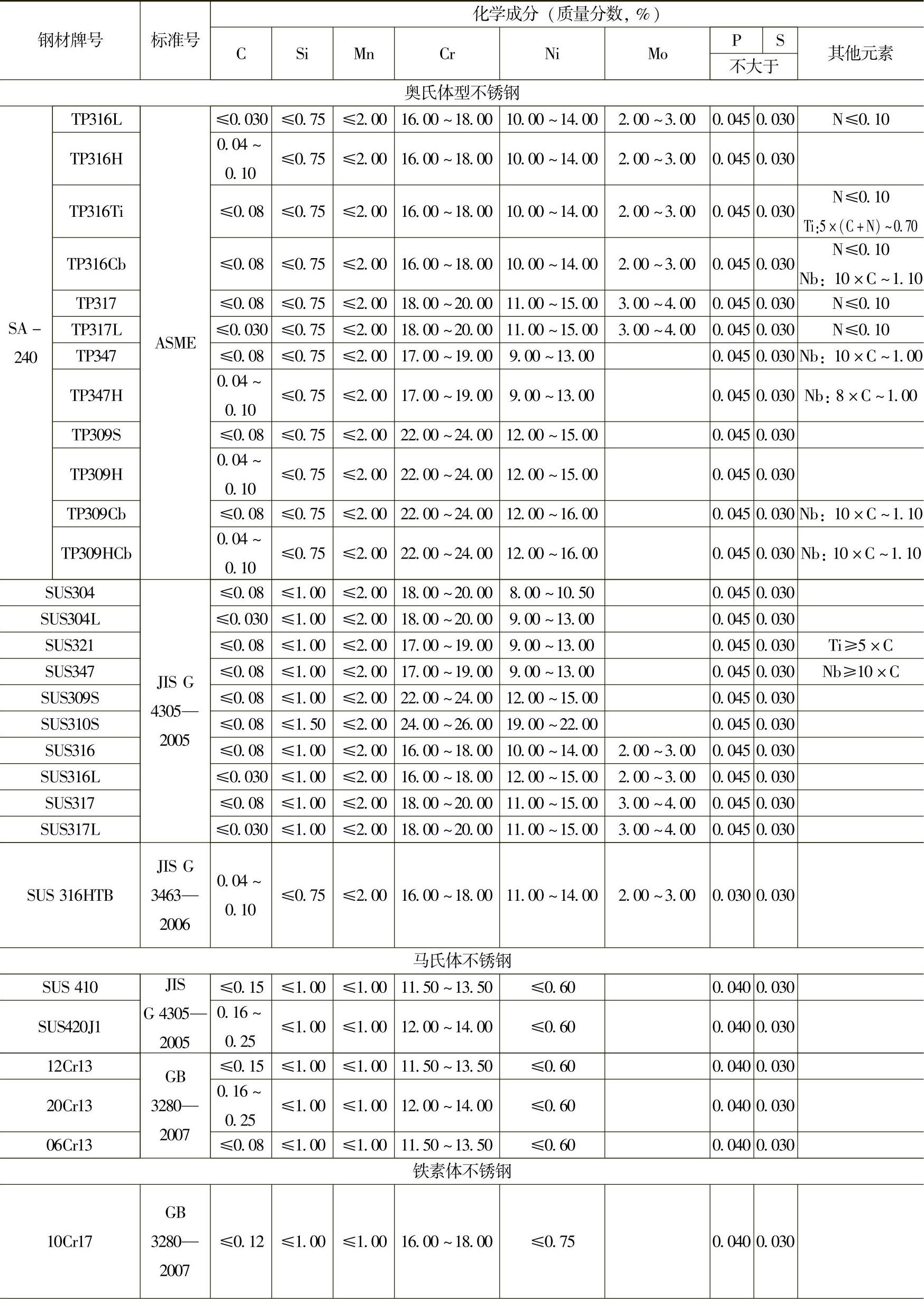
表6-13 国内外锅炉、压力容器常用不锈钢化学成分
(续)
(续)
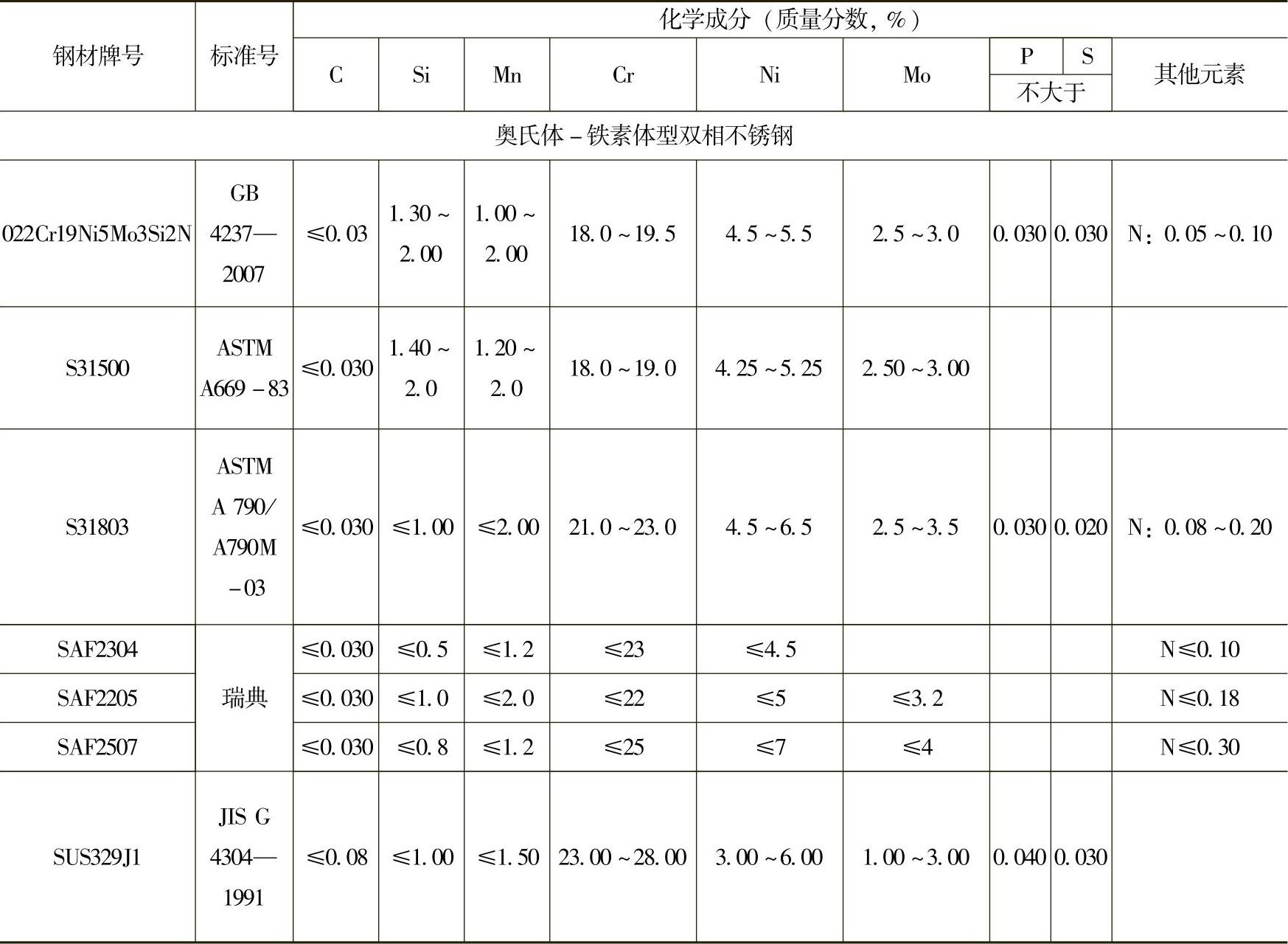
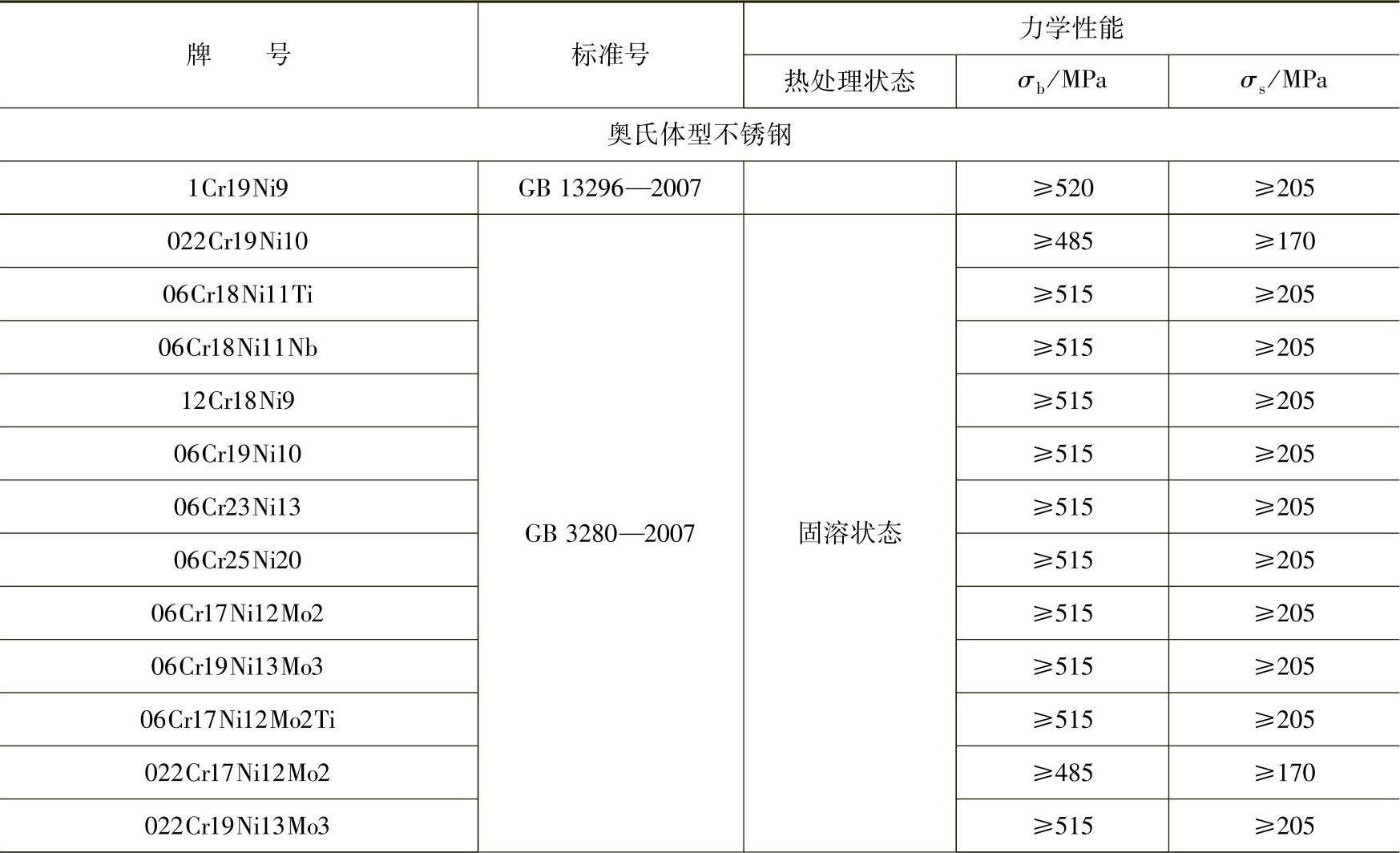
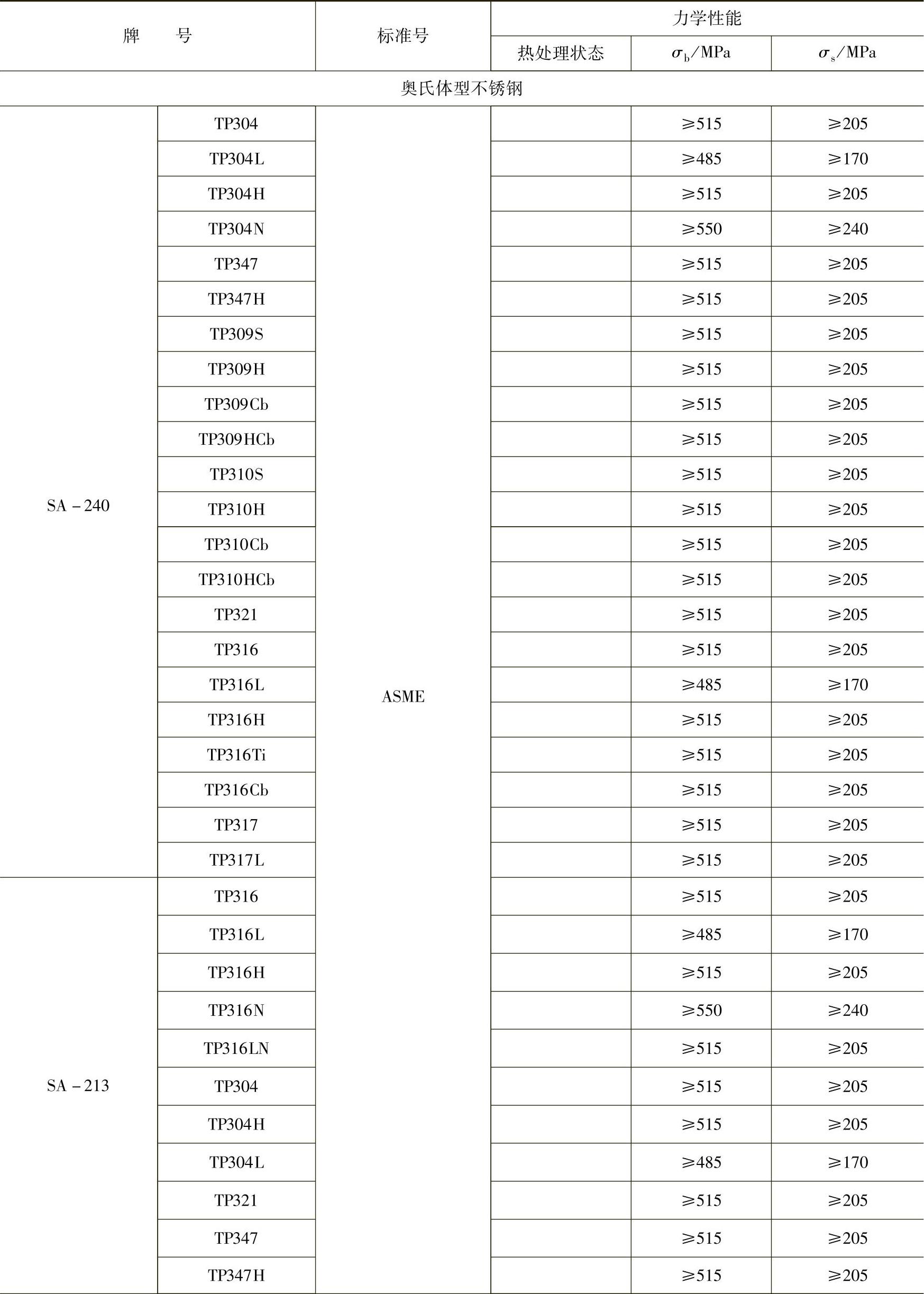
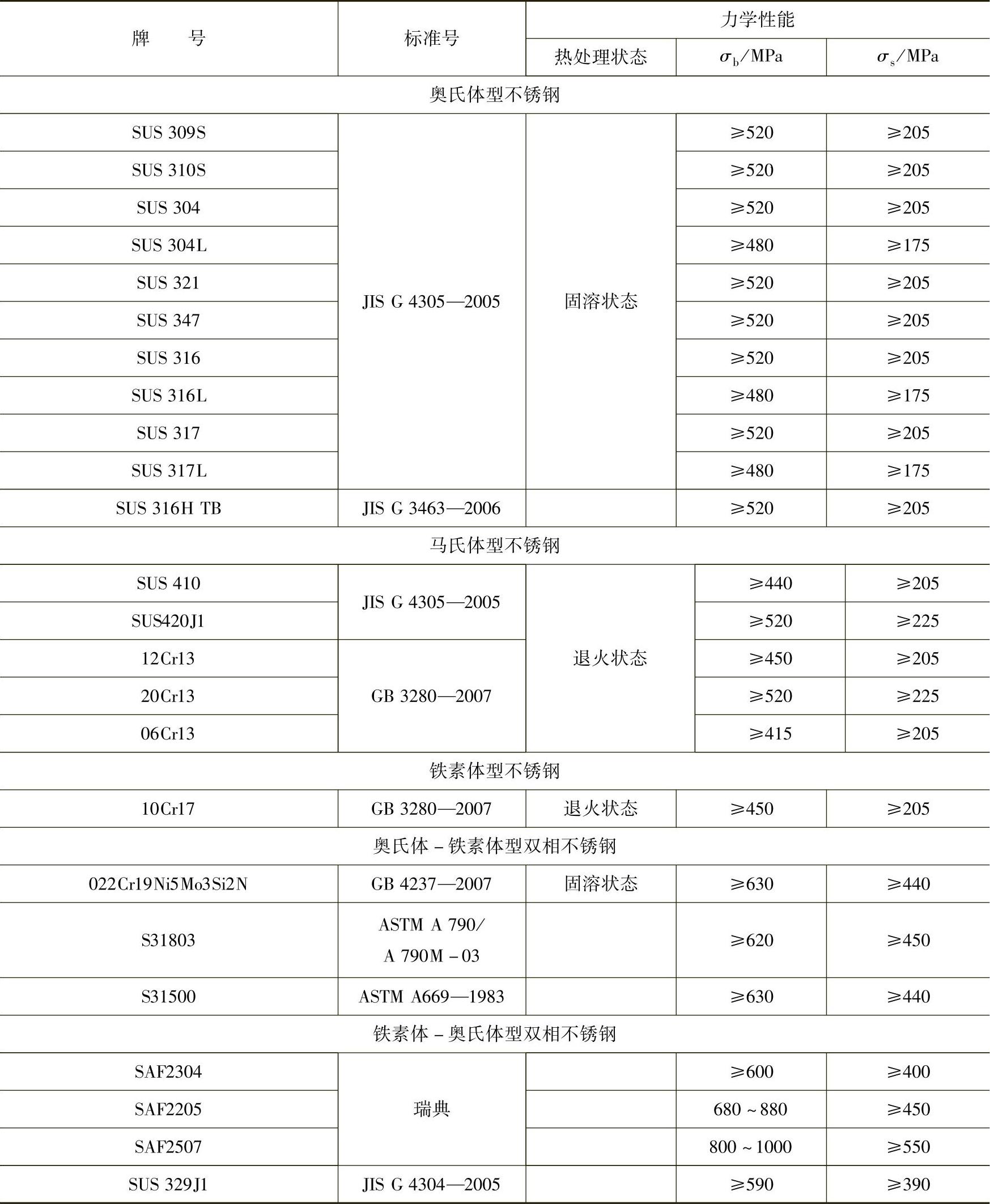
表6-14 国内外锅炉、压力容器常用不锈钢力学性能
(续)
(续)
(3)脆性σ相的析出 奥氏体不锈钢焊缝,在650~850℃停留时间过长时,也有可能析出一种脆硬的金属间化合物。由于这种脆性σ相的析出,使焊接接头的塑性和韧性严重降低,而且耐晶间腐蚀性能也有所下降。
2.奥氏体型不锈钢的焊接要点
1)正确选用焊接材料,尽量选用含碳量较低和含稳定化元素(Nb)的焊接材料,以避免碳与铬形成化合物引起晶界处贫铬,从而提高焊缝耐晶间腐蚀的能力。焊缝金属中Ti或Nb含量取决于焊缝中的含C量,并应满足Ti(C-0.02)>8.5的关系式。但焊缝金属中过高的Nb含量会导致热裂纹的形成。
2)选用在奥氏体不锈钢焊接材料中加入适量铁素体促进元素(Cr、Mo、Si等),可获得奥氏体+少量铁素体双相组织的焊缝,以提高奥氏体不锈钢焊缝的耐晶间腐蚀能力和抗热裂纹能力。
3)采用窄焊道焊接技术,尽量采取不摆动或少量摆动电弧的焊接,并在保证熔合良好的条件下,尽量采用较小的焊接电流、较低的电弧电压和较快的焊接速度即较小焊接热输入施焊。
4)焊接工艺规程要求焊接过程中必须将焊件保持较低的层间温度,必要时可采取强制冷却(如水冷、吹压缩空气等)措施以控制层间温度和焊后温度,尽量减少在450~850℃温度范围内的停留时间。
(二)马氏体型不锈钢的焊接
马氏体型不锈钢基本上是Fe-Cr-C系合金。通常w(Cr)为11%~18%,w(C)为0.1%~1.0%,也有一些含碳量更低的马氏体不锈钢。为提高其热强性还可加入Mo、V等合金元素,该类钢在所有的实际冷却条件下,其组织均为马氏体组织。
1.马氏体型不锈钢的焊接特点 对于含碳量较高的马氏体不锈钢来说,如12Cr13等,空冷条件下淬硬倾向很大。此类焊缝及焊接热影响区的组织通常为硬而脆的高碳马氏体,含碳量越高,这种硬脆倾向就越大。当焊接接头的拘束度较大或含氢量较高时,很容易导致冷裂纹的产生。为了避免裂纹及改善焊接接头力学性能,应采取预热、后热和焊后立即高温回火等措施。
对于低碳以及超级马氏体型不锈钢,由于其w(C)已降低到0.05%、0.03%、0.02%的水平,因此从高温奥氏体状态冷却到室温时,虽然也全部转变为马氏体,但为低碳马氏体,没有明显的淬硬倾向。不同的冷却速度对热影响区的硬度没有显著的影响,因而低碳以及超级马氏体型不锈钢具有良好的焊接性。
2.马氏体型不锈钢的焊接工艺要点
(1)焊前预热与后热 马氏体型不锈钢焊前需预热。预热温度根据焊件的碳当量和拘束度而确定,一般为100~350℃。预热温度主要随含碳量的增加而提高,w(C)<0.05%时,预热温度为100~150℃;当w(C)为0.05%~0.15%时,预热温度为200~250℃;当w(C)>0.15%时,预热温度为300~350℃。为进一步防止氢致裂纹,对于含碳量较高或拘束度大的焊接接头,在焊后热处理前还应采取必要的后热措施。
(2)焊接材料的选择 含碳量较高的马氏体型不锈钢,焊接性较差。拘束度较大或难以实施焊后热处理的高碳马氏体型不锈钢接头,为提高焊接接头的塑性和韧性,防止焊接裂纹的发生,可以采用奥氏体型焊接材料。但值得注意的是,当焊缝金属为奥氏体组织或以奥氏体为主的组织时,焊接接头在强度方面通常为低强匹配。由于焊缝金属在化学成分、金相组织、热物理性能及其他力学性能方面与母材有很大的差异,焊接残留应力不可避免,会对焊接接头的使用性能产生不利的影响,因此,在采用奥氏体型焊接材料时,应根据对焊接接头性能的要求,进行焊接材料的选择及焊接工艺评定试验。对于含碳量较高的马氏体型不锈钢的焊接,也可以选用镍基合金焊接材料,以便使焊缝金属的热胀系数与母材相接近,降低焊接残留应力。
低碳以及超级马氏体型不锈钢,由于其良好的焊接性,一般采用同材质的焊接材料,通常不需要预热或仅需低温预热。为提高焊接接头的塑性和韧性,焊后需要进行热处理。在拘束度大,焊前预热和焊后后热难以实施的情况下,也可以采用其他类型的焊接材料,如奥氏体型的022Cr23Ni12(00Cr23Ni12)和022Cr18Ni12Mo(00Cr18Ni12Mo)等焊接材料。(https://www.xing528.com)
(3)焊后热处理 根据不同的需要,马氏体不锈钢焊后热处理一般为回火和完全退火。采用完全退火可以得到最低的硬度,以利于焊后的机械加工。完全退火的温度一般在830~880℃范围内,保温2h后随炉冷却至595℃,然后空冷。回火温度的选择主要根据接头力学性能和耐蚀性的要求确定,回火温度一般在650~750℃之间,保温时间按2.4min/mm确定,然后空冷。
(三)铁素体型不锈钢的焊接
目前铁素体型不锈钢可分为普通铁素体型不锈钢和超纯铁素体型不锈钢两大类,其中普通铁素体型不锈钢有Cr12-14型、Cr16-18型和Cr25-30型。对于普通铁素体型不锈钢,由于其碳、氮含量较高,因此其成形加工和焊接都比较困难,耐蚀性也难以保证,这已成了普通铁素体型不锈钢发展与应用的主要障碍。超纯铁素体型不锈钢严格控制了(C+N)的含量。在控制(C+N)含量的同时,还添加必要的合金化元素,以便进一步提高耐腐蚀性能及其他综合性能。高铬铁素体型不锈钢与普通奥氏体不锈钢相比,具有很好的耐均匀腐蚀、点蚀及应力腐蚀性能。
铁素体型不锈钢焊接时应注意的主要问题是焊接接头的脆性问题,即焊接热影响区的脆化(包括熔合区附近热影响区的晶粒长大而引起的韧性下降、475℃脆化、σ相析出脆化)。
1.铁素体型不锈钢的焊接特点
(1)σ相脆化 w(Cr)高于21%的铁素体型不锈钢,在600~800℃温度范围内长时间加热过程中会形成金属间化合物σ相,其性质硬而脆,硬度高达800~1000HV。σ相的形成速度取决于钢中含铬量和加热温度。在800℃高温下σ相的形成速度可能达到最高值。在较低的温度下,σ相的形成速度减慢而需要较长的时间。σ相可以通过850~950℃的短时加热,随即快速冷却来消除。
(2)475℃脆化 w(Cr)高于17%的高铬钢,在450~525℃之间温度下加热会在沉淀过程产生475℃脆化。若焊件在上述温度区间长时间高温运行,铬含量较低[w(Cr)约14%]的耐热钢亦会有475℃脆变倾向。因此对于耐热钢焊件来说,应当避免在600~800℃以及400~500℃的临界温度区间作焊后热处理。475℃脆变可通过700~800℃短时加热,紧接进行冷水处理加以消除。
(3)焊接热影响区的脆化 铁素体型不锈钢在900℃以上温度加热时具有晶粒长大的倾向,含铬量愈高,晶粒长大倾向愈严重。铁素体不锈钢在焊接高温的作用下,焊接接头的热影响区内不可避免地会形成粗晶。粗晶必然导致焊接接头过热区韧性的丧失,而晶粒长大的程度取决于所达到的最高温度及其保持时间。因此,在铁素体耐热钢焊接时,为避免在高温下长时间停留而导致粗晶和σ相的形成,应采用尽可能低的热输入进行焊接,即采用小直径焊条,低焊接电流,窄焊道技术,高速和多层焊等。
(4)焊接裂纹 由于高铬钢的塑性较低,焊接热影响区晶粒粗大以及碳、氮化合物在晶界的集聚,焊接接头的塑性和韧性很低,裂纹的敏感性较高。为防止裂纹的产生,改善接头的塑性和耐蚀性,在焊接工艺上应采取预热、小热输入窄焊道焊接等技术。
2.铁素体型不锈钢的焊接要点 普通铁素体型不锈钢在焊接热循环的作用下,热影响区晶粒长大严重,碳化物、氮化物在晶界聚集,焊接接头的塑韧性很低,在拘束度较大时,容易产生焊接裂纹,接头的耐蚀性也严重恶化。因此,普通铁素体型不锈钢焊接时应注意以下几点:
1)焊前将焊件预热到150℃以上,层间温度保持不低于预热温度,注意控制层间温度不可过高,以防止高温脆化和475℃脆化。
2)采用小的热输入、窄焊道焊接技术,防止在450℃以上温度停留时间过长。
3)焊后进行750~800℃的退火处理,使碳化物球化,铬分布均匀,可恢复耐蚀性和改善接头的塑性。退火后快冷,防止σ相析出和475℃脆性。
4)采用奥氏体钢焊条焊接,焊前不必预热,焊后可不作热处理。
铁素体型不锈钢的焊接材料原则上应选用合金含量与母材相近的焊条或焊丝,以保证焊接接头的均质性,只有在焊前无法预热、焊后难于焊后热处理的情况下,才选用合金成分较高的奥氏体不锈钢填充金属。奥氏体焊接材料有利于提高焊接接头的塑性、韧性,但对于不含稳定化元素的铁素体不锈钢来讲,热影响区的敏化难以消除。Cr25-30型的铁素体不锈钢,常用的奥氏体焊接材料是Cr25-Ni13型。Cr16-18型的铁素体型不锈钢,常用的奥氏体焊接材料有Cr19-Ni10型、Cr18-Ni12Mo型。
(四)超纯高铬铁素体型不锈钢的焊接
对于C、N、O等间隙元素的含量极低的超纯高铬铁素体型不锈钢,高温引起的脆化并不显著。焊接接头具有很好的塑性、韧性,焊前不需预热、焊后不需热处理。目前尚无标准化的超纯高铬铁素体不锈钢焊接材料,一般采用与母材同成分的焊丝作为填充金属。超纯高铬铁素体不锈钢焊接的关键是在焊接过程中防止焊接区的污染,因而焊接过程中主要应注意以下几个问题:
1)增加熔池保护,如采用双层气体保护,增大喷嘴直径,适当增加氩气流量。
2)附加拖罩,增加尾气保护。
3)焊缝背面通氩气保护,最好采用通氩的水冷铜垫板,以减少过热,增加冷却速度。
4)尽量减少焊接热输入,多层多道焊时,控制层间温度低于100℃。
在缺乏超纯铁素体不锈钢的同材质焊接材料时,在满足耐蚀性要求的前提下,也可采用纯度较高的奥氏体焊接材料或铁素体+奥氏体双相焊接材料。
(五)奥氏体-铁素体双相不锈钢的焊接
所谓奥氏体-铁素体双相不锈钢是指奥氏体与铁素体的体积分数各占约50%的不锈钢。其主要特点是屈服点可达400~550MPa,是普通不锈钢的2倍,抗点蚀、缝隙腐蚀、应力腐蚀及腐蚀疲劳性能明显优于通常的Cr19-Ni10型、Cr18-Ni12Mo型奥氏体不锈钢。可与高合金奥氏体不锈钢相媲美。
这种双相不锈钢具有良好的焊接性,它既不像铁素体型不锈钢的焊接热影响区,晶粒严重粗化而使塑韧性大幅降低,也不像奥氏体型不锈钢对焊接热裂纹比较敏感。
国际上普遍采用的奥氏体-铁素体双相不锈钢可分为Cr18型、Cr23(不含Mo)型、Cr22型、Cr25型四类。国内外常用双相不锈钢的主要化学成分见表6-13,力学性能见表6-14。
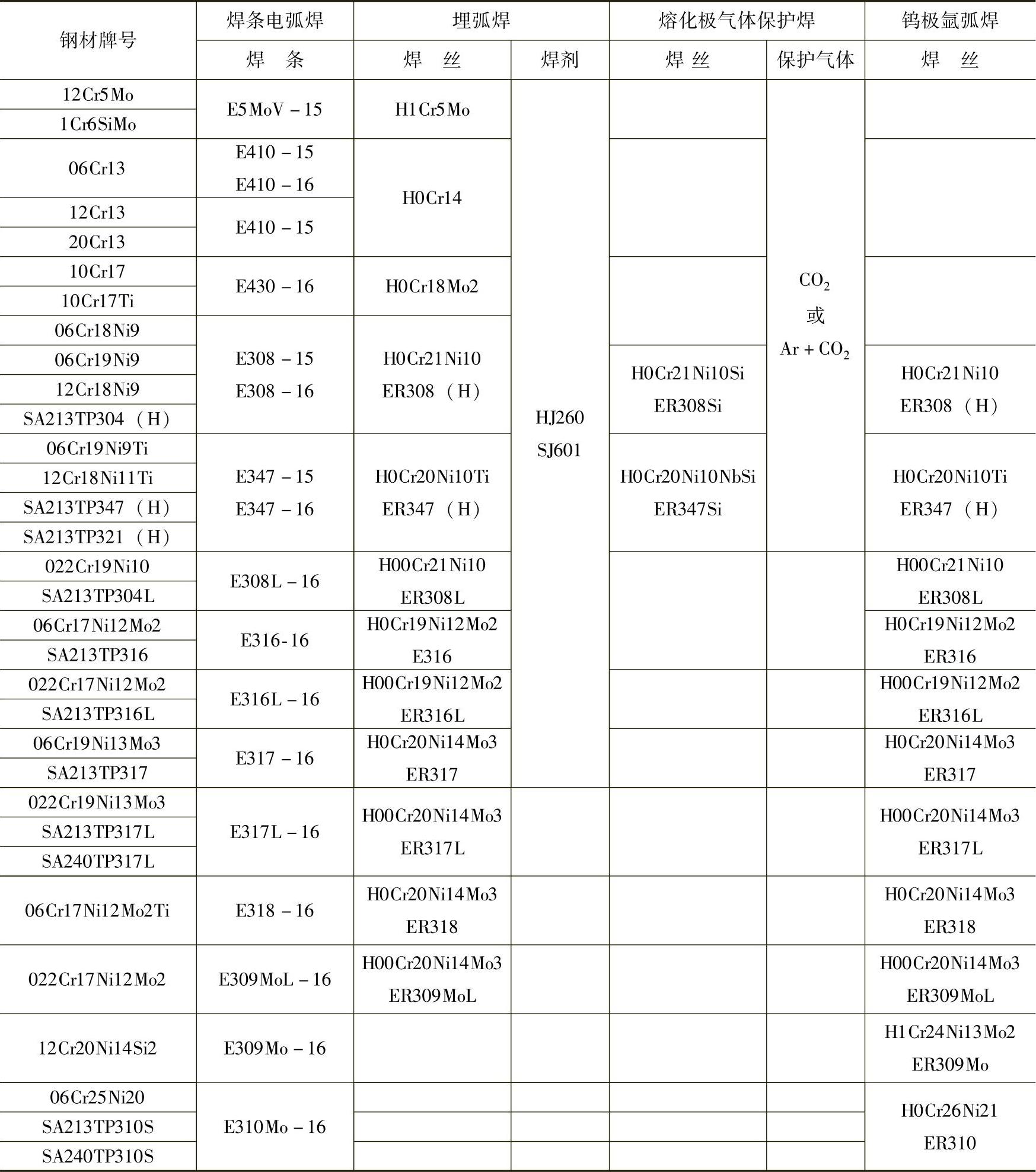
奥氏体-铁素体双相不锈钢焊接冷裂纹及焊接热裂纹的敏感性都比较小,因此焊前不需要预热,焊后不需要热处理。为获得合理的相比例及防止脆化相的析出,应选择合理的焊接热输入并严格控制层间温度,不同类型的奥氏体-铁素体双相不锈钢的焊接热输入及层间温度的推荐见表6-15。锅炉、压力容器常用不锈钢焊接材料的选用见表6-16。
表6-15 不同类型的奥氏体-铁素体双相不锈钢的焊接热输入及层间温度

表6-16 锅炉、压力容器常用不锈钢焊接材料的选用
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。