



(一)低合金及中合金耐热钢的焊接性
1.淬硬性 钢中的主要合金元素铬和钼等都能显著地提高钢的淬硬性。中合金耐热钢普遍具有较高的淬硬倾向,铬的质量分数为6%~10%的钢,如果碳的质量分数大于0.10%时,其高温热处理状态下的组织均为马氏体。马氏体的硬度则取决于钢中的含碳量和奥氏体化温度,降低含碳量可使奥氏体化温度对硬度的影响减小,为保证耐热钢的高温蠕变强度,又兼顾焊接性,中合金耐热钢碳的质量分数一般控制在0.10%~0.20%的范围内。
2.再热裂纹倾向 低合金耐热钢焊接接头的再热裂纹(亦称消除应力裂纹)主要取决于钢中碳化物形成元素的特性及其含量。为了防止再热裂纹的形成,可采取下列冶金和工艺措施。
1)严格控制母材和焊接中促使和加剧再热裂纹的合金成分,在保证钢的热强性的前提下,将V、Ti、Nb等合金元素的含量控制在最低允许范围内。
2)选用高温塑性优于母材的焊接填充材料。
3)适当提高预热温度和层间温度。
4)采用低热输入的焊接方法和工艺,以缩小接头过热区宽度,限制晶粒长大。
5)选择合理的热处理规范,尽量缩短在敏感区间的保温时间。
6)合理设计接头形式,降低接头拘束度。
(二)焊接工艺要点
1)热切割加工的坡口边缘应进行磁粉检查或机械加工,厚度大于15mm的钢板火焰切割前,应进行100℃以上的预热。
2)预热和保持层间温度是防止低合金耐热钢冷裂纹和再热裂纹的有效措施之一。预热温度主要根据钢的碳当量、接头的拘束度和焊缝金属的含氢量来决定。对于铬的质量分数大于2%的铬钼钢,预热温度不得超过马氏体转变结束点MT的温度。中合金耐热钢为防止冷裂和高硬度区的形成,预热温度应为200~300℃。当中合金耐热钢中碳的质量分数在0.10%~0.20%范围内时,可采用图6-1a所示的温度规范,即将预热温度控制在Ms点以下,使一部分奥氏体在焊接过程中转变为马氏体。由于焊接层间温度始终保持在230℃以上,因此不会产生裂纹。焊接结束后,将焊件冷却到100~125℃,使部分未转变的残余奥氏体转变为马氏体。紧接着立即将焊件做750~770℃范围内的回火处理。若在中合金耐热钢中碳的质量分数低于0.10%,则可按图6-1b所示的焊接温度规范焊接。其主要区别在于焊件焊接结束后,将焊件缓慢冷却至室温,使接头各区完全转变成马氏体。锅炉、压力容器常用耐热钢焊前预热温度见表6-4。锅炉、压力容器常用耐热钢焊后后热及消氢处理推荐范围见表6-5。
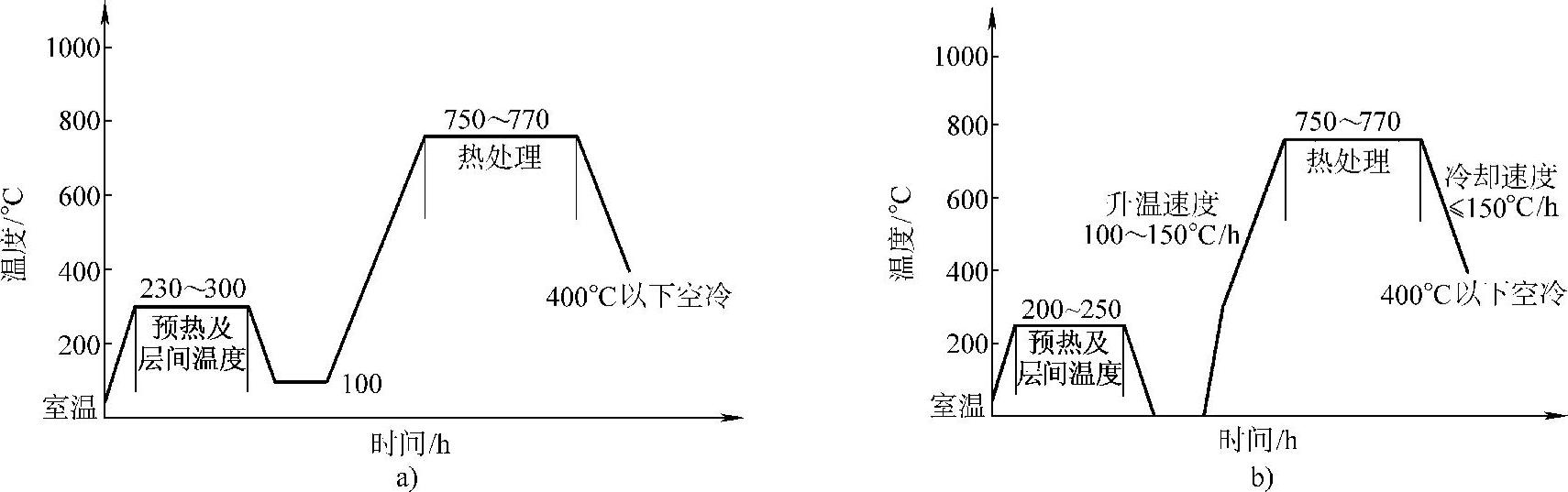
图6-1 中合金耐热钢的焊接温度规范
a)标准碳含量 b)低碳含量
3)焊后热处理应保证焊缝热影响区主要是过热区组织的改善。加热温度应保证焊接接头的应力水平降低到尽可能低的程度。焊后热处理包括多次热处理时,不应使母材焊接接头力学性能降低到产品技术条件规定的最低值以下。尽量避免在钢材回火脆性敏感的温度范围内进行热处理,并应规定在危险温度范围内的加热速度。国内外锅炉、压力容器常用耐热钢焊后消除应力热处理推荐规范见表6-6。
(三)对焊接接头的基本要求
1.接头的等强性 耐热钢焊接接头不仅应具有与母材金属基本相等的室温和高温短时强度,而且更重要的是应具有与母材相近的高温持久强度。
2.接头的抗氧化性 耐热钢焊接接头应具有与母材金属基本相同的抗氢性和高温抗氧化性。为此焊缝金属的合金成分和含量应与母材基本一致。
3.接头的组织稳定性 耐热钢焊接接头在制造过程中特别是厚壁接头,将经受长时间多次热处理,在运行过程中将长期受高温、高压的作用,接头各区不应产生明显的组织硬化及由此引起的脆变或软化。(https://www.xing528.com)
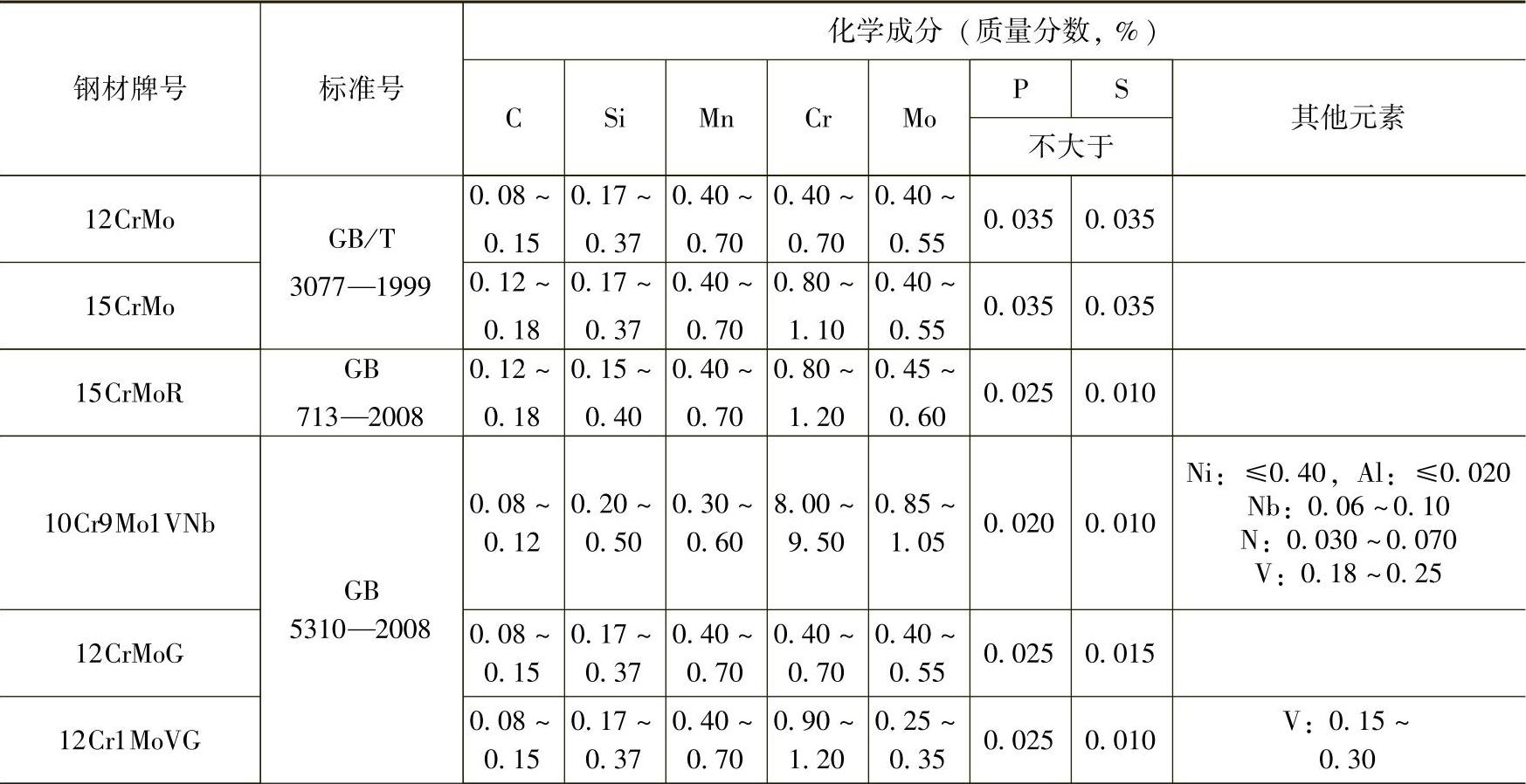
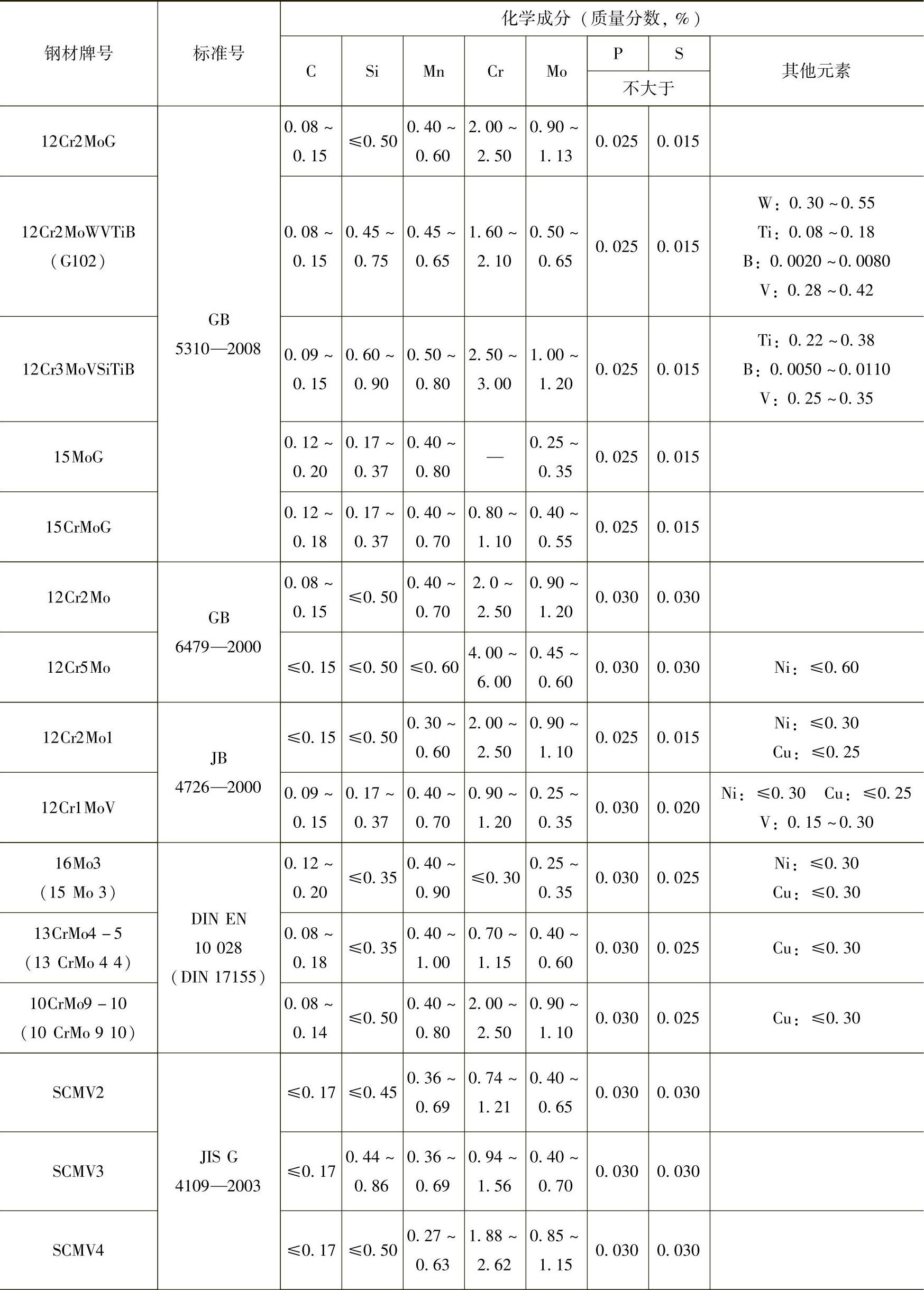
表6-10 国内外锅炉、压力容器常用合金耐热钢的主要化学成分
(续)
(续)
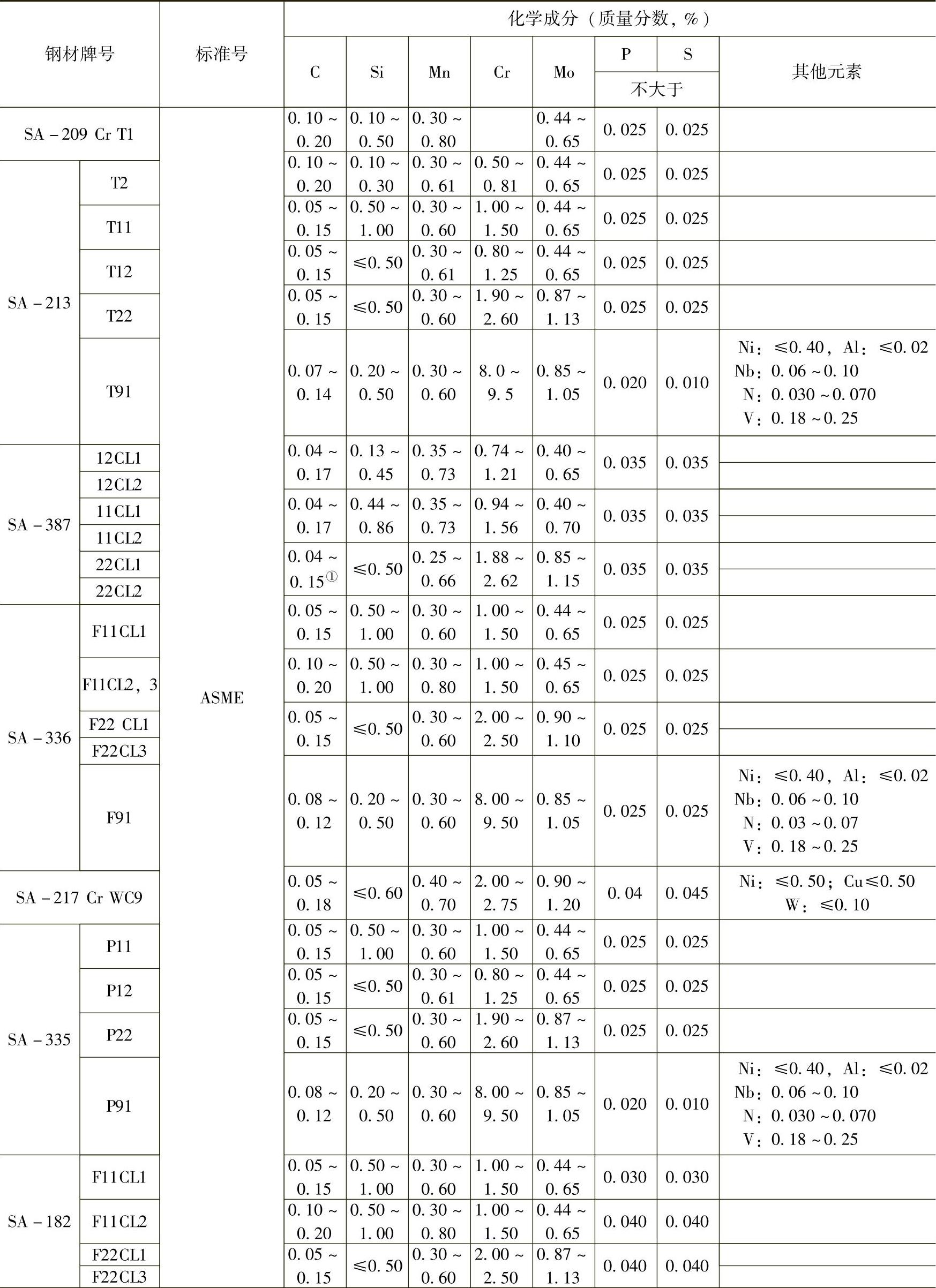
注:厚度大于125mm钢板的成品分析,其w(C)应不大于0.17%。
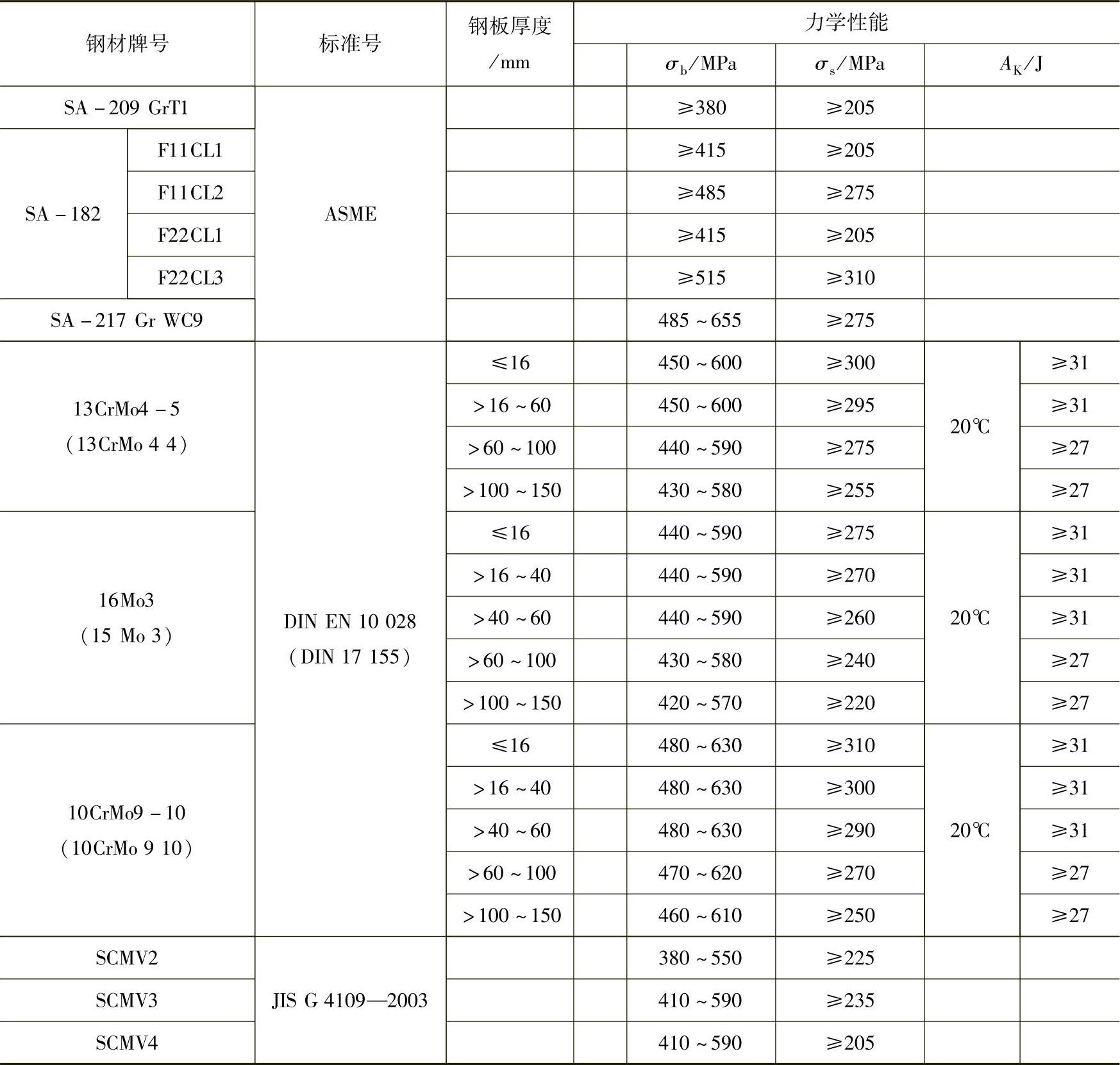
表6-11 国内外锅炉、压力容器常用合金耐热钢的力学性能
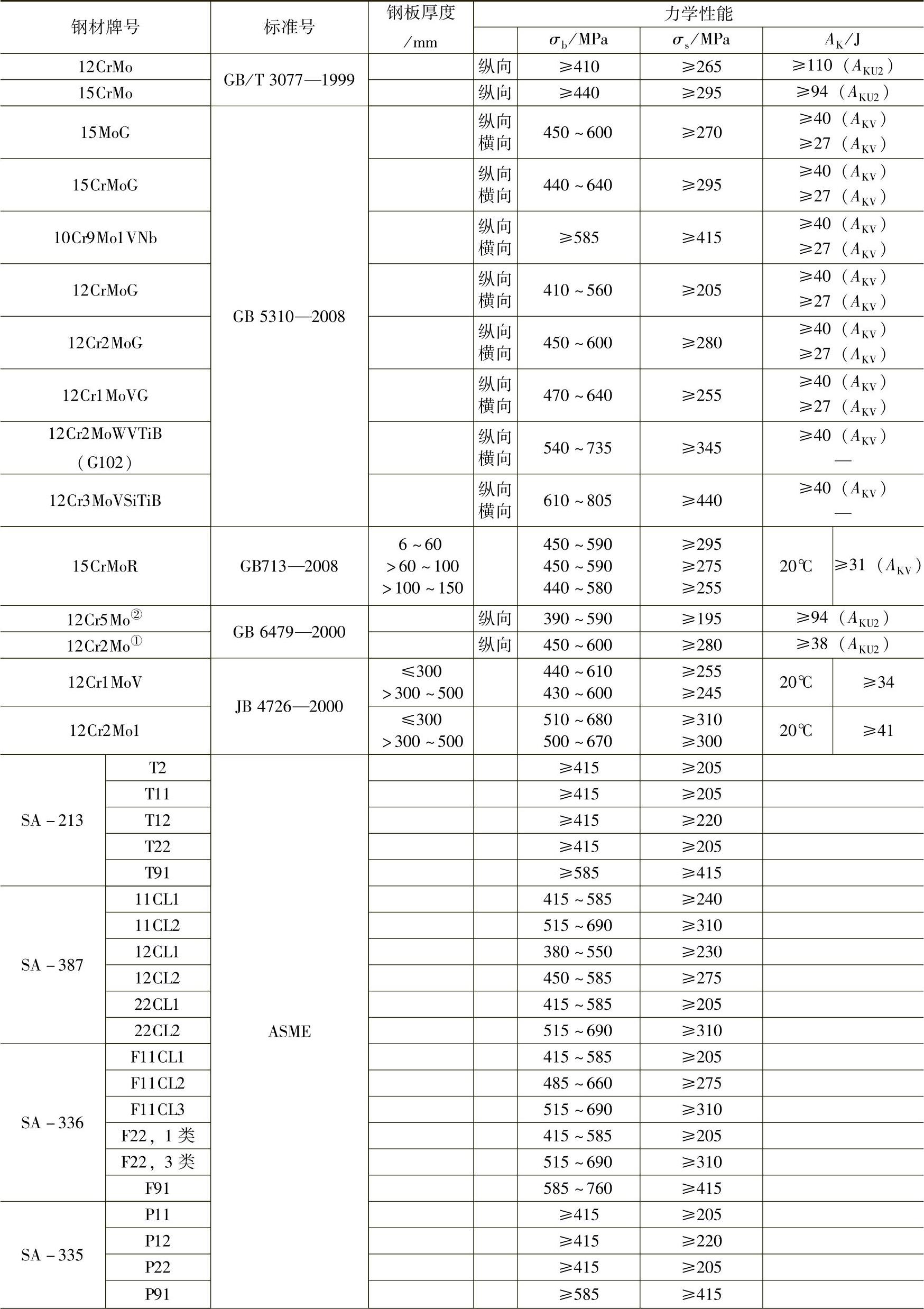
(续)
①用12Cr2MoG和12Cr2Mo钢制造的钢管,当壁厚不大于3mm,且外径不大于30mm或当壁厚大于16~40mm时,屈服点允许降低10MPa;当12Cr2MoG钢制造的钢管壁厚大于40mm时,屈服点允许降低20MPa。
②当壁厚大于16~40mm时,屈服点允许降低10MPa。
4.接头的抗脆断性 虽然耐热钢焊接结构大多数是在高温下工作,但对于压力容器和管道要求最终的检验,通常是在常温下以工作压力1.5倍的压力作液压试验或气压试验,在受压设备投运或检修后,都要经历冷起动过程,因此耐热钢焊接接头亦应具有一定的抗脆断性。
5.接头的物理均一性 耐热钢焊接接头应具有与母材金属基本相同的物理性能,接头材料的线胀系数和热导率直接决定了它在高温运行过程中的热应力,而过高的热应力对接头的提前时效将产生不利影响。
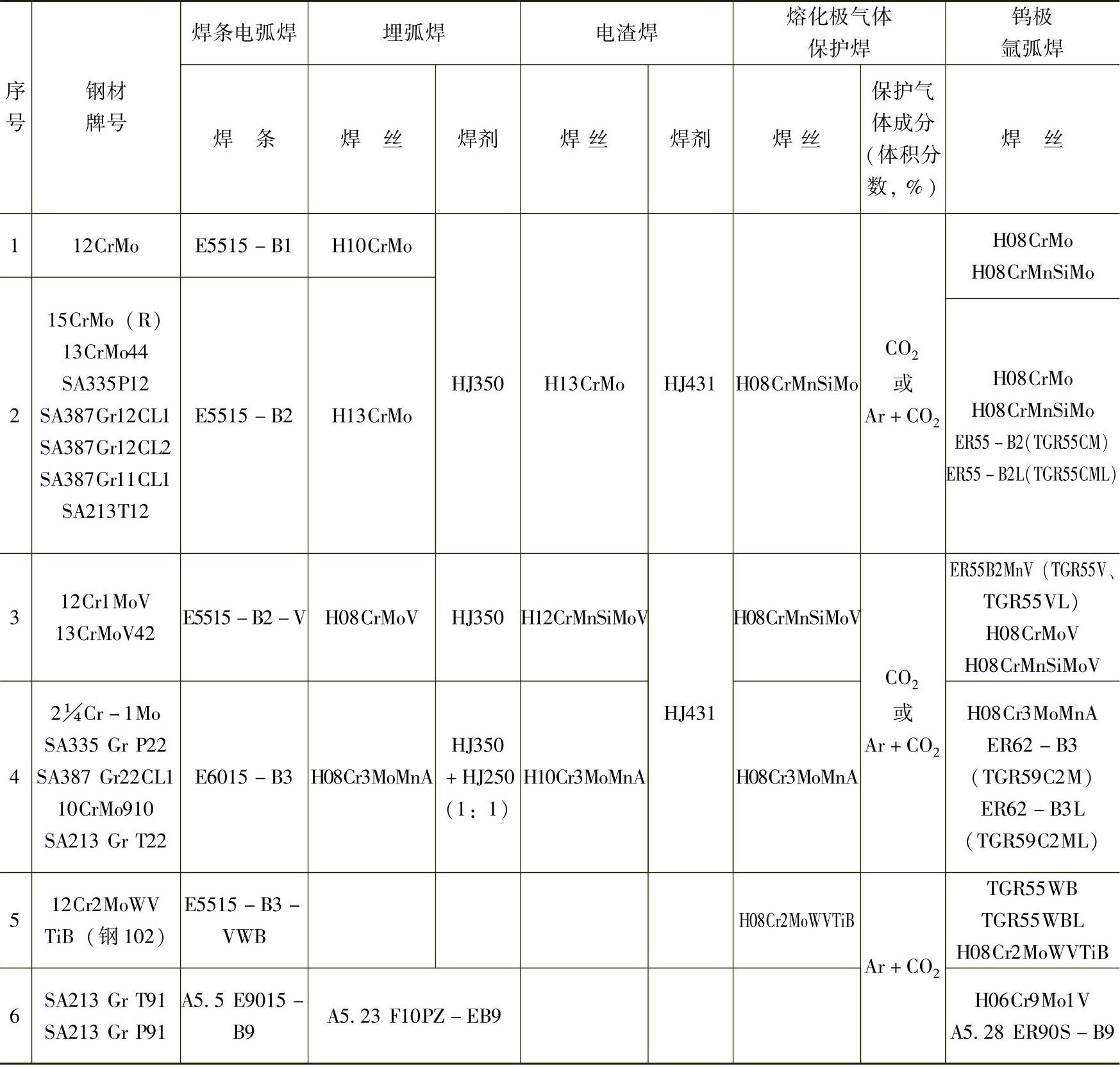
国内外锅炉、压力容器常用合金耐热钢推荐选用的焊接材料见表6-12。
表6-12 国内外锅炉、压力容器常用合金耐热钢推荐选用的焊接材料
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。