



(一)低合金高强度结构钢的焊接性
1.焊接氢致裂纹敏感性 低合金高强钢焊接时产生的氢致裂纹主要发生在焊接热影响区,有时也出现在焊缝金属中。根据钢的类型、焊接区氢含量及应力水平的不同,氢致裂纹可能在焊后200℃以下立即产生,或在焊后一段时间后产生。
热影响区最高硬度可用来粗略的评定焊接氢致裂纹敏感性。对一般低合金高强度钢,为防止氢致裂纹的产生,焊接热影响区硬度应控制在350HV以下。
2.焊接热裂纹敏感性 与碳素结构钢相比,低合金高强钢的含碳、含硫量较低,且含锰量较高,其热裂纹倾向较小。但有时也会在焊缝中出现热裂纹,如厚壁压力容器焊接生产中,在多层多道埋弧焊焊缝的根部焊道或靠近坡口边缘的高稀释率焊道中,易出现焊缝金属热裂纹;电渣焊时,若母材含碳量偏高并含银时,电渣焊焊缝可能出现八字形分布的热裂纹。另外,焊接热裂纹也常常在低碳的控轧、控冷管线钢根部焊缝中出现,这种热裂纹产生的原因与根部焊缝基材的稀释率大以及焊接速度较快有关。采用锰、硅含量较高的焊接材料,减小焊接热输入,减少母材在焊缝中的熔合比,增大焊缝成形系数(即焊缝宽度与高度之比),有利于防止焊缝金属热裂纹的产生。
3.再热裂纹敏感性 低合金高强钢焊接接头中的再热裂纹亦称消除应力裂纹,出现在焊后消除应力热处理过程中。再热裂纹为沿晶断裂,一般都出现在热影响区的粗晶区,有时也在焊缝金属中出现。其产生与杂质元素P、Sn、Sb、As在初生奥氏体晶界的偏聚而导致的晶界脆化有关,也与V、Nb等元素的化合物强化作用有关。Mn-Mo-Nb和Mn-Mo-V系低合金高强钢对再热裂纹的产生有一定的敏感性,这些钢在焊后热处理时应注意防止再热裂纹的产生。
4.层状撕裂倾向 大型厚板焊接结构(如海洋工程、核反应堆及船舶等)焊接时,若在钢材厚度方向承受较大的拉应力,可能沿钢材轧制方向产生阶梯状的层状撕裂。这种裂纹常出现于要求熔透的角接接头或T形接头中。可通过选用抗层状撕裂钢、改善接头形式以减缓钢板Z向的应力应变,在满足产品使用要求的前提下,选用强度级别较低的焊接材料或采用低强度焊接材料进行预堆边,以及采用预热及消氢处理等措施都有利于防止层状撕裂的产生。
(二)低合金高强度结构钢焊接参数的选择
碳素结构钢焊接时,电特性参数主要是依据所要求的熔透性和焊缝成形来选择,在低合金高强钢焊接时,还应考虑对接头性能的影响。接头的冷却速度直接取决于热输入的高低,增加热输入会导致焊缝金属的冷却速度减慢,并由此形成粗大的晶粒,使强度和韧性降低。对合金成分较高的焊缝,还可能形成不利的高温转变组织。因此正确地选择焊接参数可使焊缝金属和热影响区的性能达到最佳化。
1.焊接热输入的控制 焊接热输入的变化将会改变焊接的冷却速度,从而影响焊缝金属及热影响区的组织。热输入对焊接热影响区的抗裂性及韧性也有显著的影响。低合金高强钢热影响区组织的脆化或软化都与焊接冷却速度有关。由于低合金高强钢的强度范围较宽,合金元素的含量不同,焊件的壁厚及结构形式也各不相同,因而很难对焊接热输入作出统一的规定。一般为了确保焊缝金属的韧性,不宜采用过大的焊接热输入。焊接操作上尽量不采用横向摆动和挑弧焊接,推荐采用多层多道焊。
2.预热及焊道间温度的控制 预热是防止低合金高强钢产生焊接氢致裂纹的有效措施。预热可以控制焊接的冷却速度,减少或避免热影响区中淬硬马氏体的产生,降低热影响区硬度,同时预热还可以降低焊接应力,有助于氢从焊接接头的逸出。焊前预热温度是根据材料的碳当量、壁厚、淬硬及产生冷裂纹的倾向来考虑的。利用碳当量来评定钢材的焊接性,只是一种近似的方法,还要考虑到焊接方法、焊件结构及焊接工艺等因素对焊接性的影响。锅炉、压力容器常用低合金高强钢焊前预热推荐范围见表6-4。
3.焊接后热、消氢及焊后消除应力热处理
(1)后热和消氢 后热和消氢的目的都是加速焊接接头中氢的扩散逸出,消氢处理效果比后热更好。焊后及时进行后热及消氢处理是防止产生焊接冷裂纹的有效措施之一,特别是对于氢致裂纹敏感性较强的低合金高强钢厚壁接头,采用这一工艺不仅可以降低预热温度、减轻焊工劳动强度,而且还可以采用较低的焊接热输入,使焊接接头获得良好的综合力学性能。锅炉、压力容器常用低合金高强钢焊后后热及消氢推荐的范围见表6-5。
(2)焊后消除应力热处理 除冷裂纹倾向大的低合金高强钢外,厚壁高压容器、要求抗应力腐蚀的容器以及要求尺寸稳定性的焊接结构,焊后也都需要进行消除应力处理。合理的消除应力热处理工艺可以起到消除内应力并改善接头组织与性能的目的。对于某些含钒、铌的低合金高强钢热影响区和焊缝金属,如果焊后热处理的加热温度和保温时间选择不当,将会因碳、氮化合物的析出产生消除应力脆化,降低接头韧性。因此应合理地选择加热速度和加热温度,避免焊件在敏感的温度区长时间加热。另外,消除应力热处理的加热温度不应超过母材原来的回火温度,以免损伤母材性能。锅炉、压力容器常用低合金高强钢焊后消除应力热处理推荐的规范见表6-6。
对那些受结构几何形状和尺寸的限制不易入炉的大件、有再热裂纹倾向的低合金高强钢结构,以及为了节省能源、降低制造成本,可以采用振动或爆炸法降低焊接结构的残留应力。
(三)对焊接接头的要求(https://www.xing528.com)
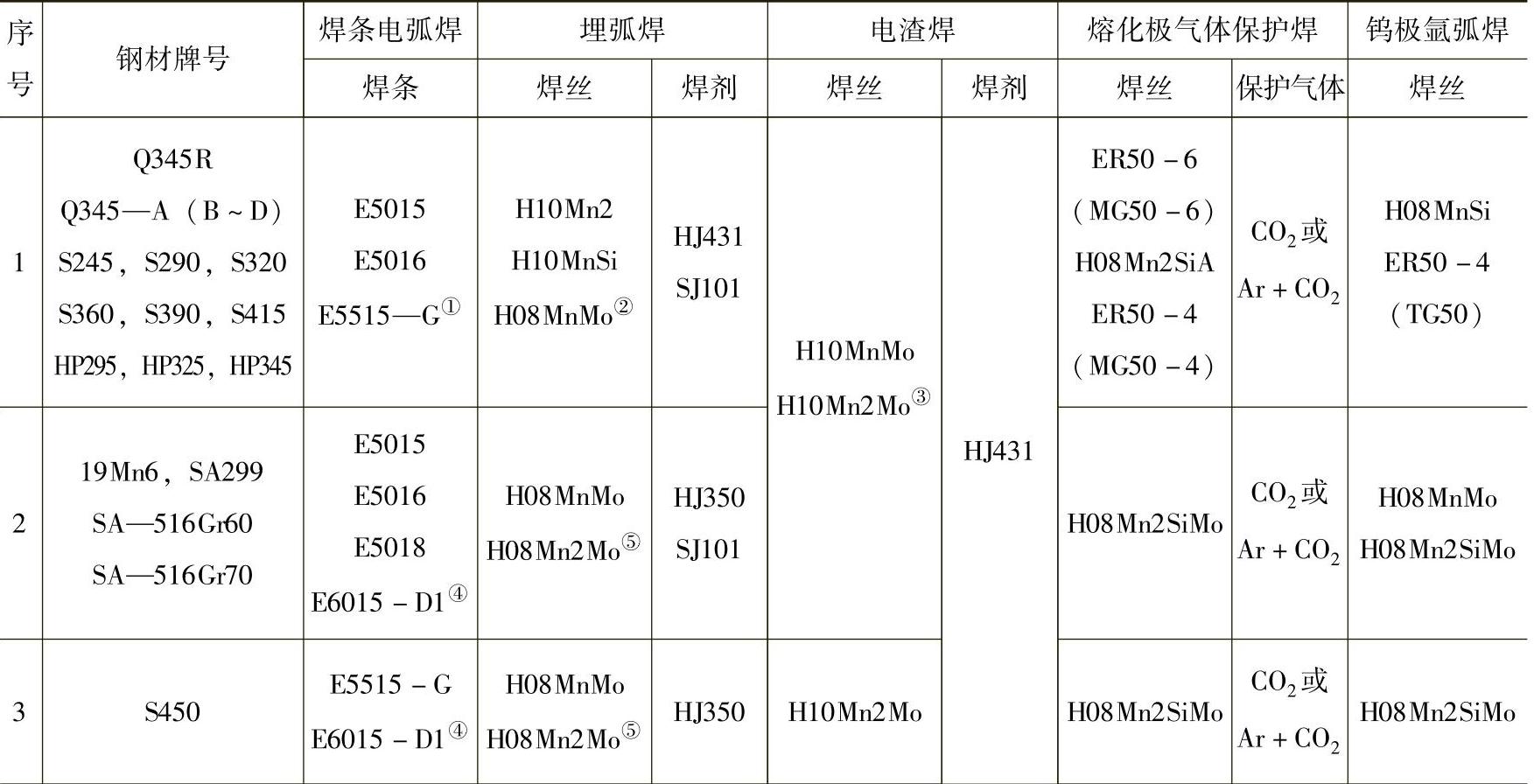
承载和受压部件的焊接接头,一般都要求与母材金属等强性和等韧性,要考虑到焊接参数、焊后热处理参数及工作温度对接头性能的影响。对于壁厚较小、合金元素的含量较少、母材强度级别较低的结构件,焊后可不必作消除应力热处理,焊接接头在焊后状态的性能,能满足要求就可以了。但对于厚壁筒体、经过热成形加工和焊后热处理的焊接接头,应考虑加工过程对接头性能的影响。国内外锅炉压力容器常用低合金高强钢焊接材料的选用见表6-9。
表6-9 国内外锅炉压力容器常用低合金高强钢焊接材料的选用
(续)
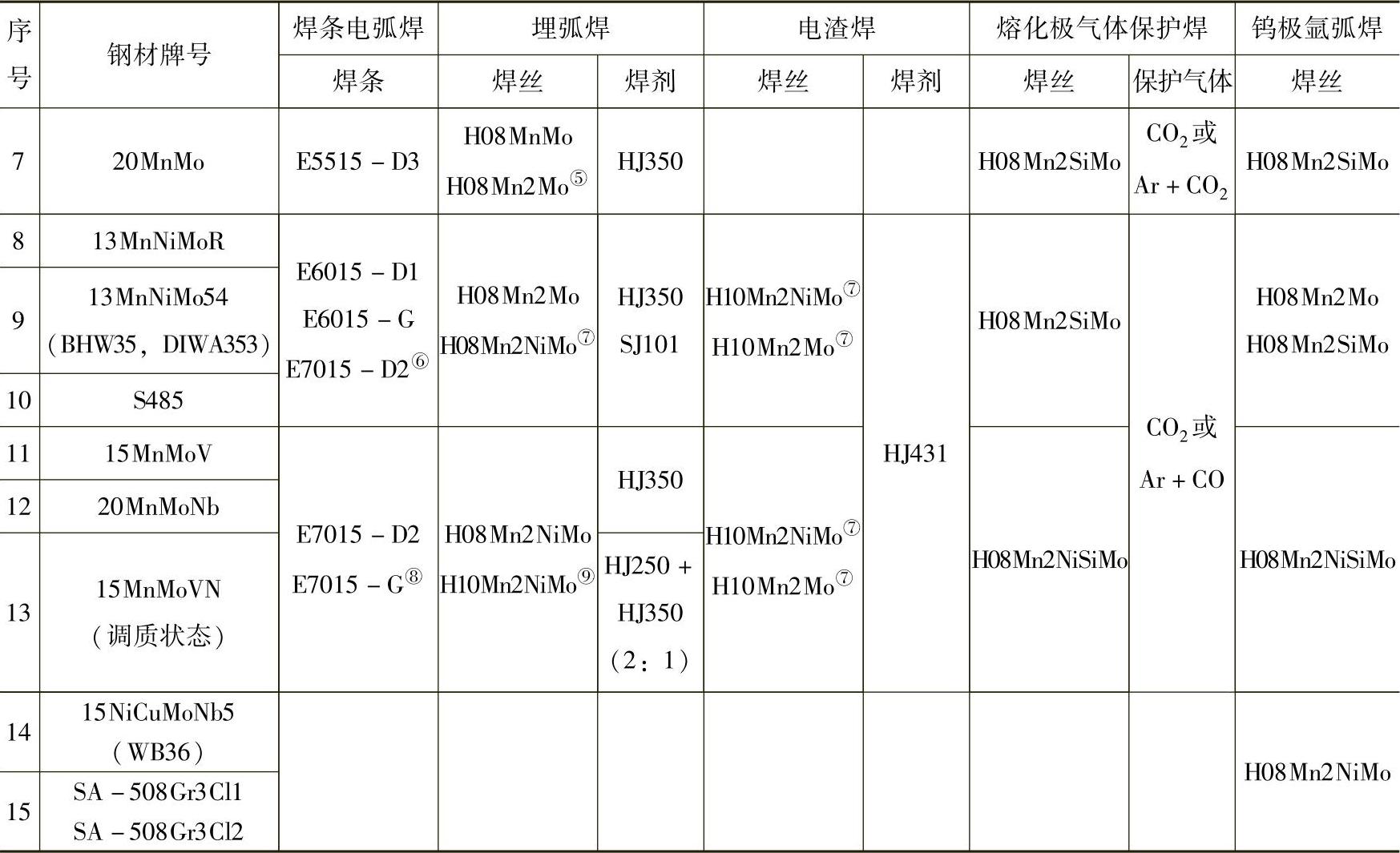
①E5515—G焊条适用于焊后需进行正火温度范围内热加工的焊件。
②如果焊后需进行正火温度范围内热加工时,埋弧焊焊时应选用H08MnMo焊丝。
③当焊件壁厚≥60mm时,电渣焊时选用H10Mn2Mo焊丝。
④如果焊后需进行正火温度范围内热加工时,焊条电弧焊应选用E6015-D1焊条。
⑤如果焊后需进行正火温度范围内热加工时,埋弧焊应选用H08Mn2Mo焊丝。
⑥如果焊后需进行正火温度范围内热加工时,焊条电弧焊时应选用E7015-D2焊条。
⑦埋弧焊应选用H08Mn2NiMo焊丝;电渣焊选用焊丝原则:当壳体进行正火+回火热处理时选用H10Mn2NiMo焊丝。当壳体进行淬火+回火热处理时选用H10Mn2Mo焊丝。
⑧如果焊后需进行正火温度范围内热加工时,焊条电弧焊应选用E7015-G焊条。
⑨如果焊后需进行正火温度范围内热加工时,埋弧焊选用H10Mn2NiMo焊丝。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。