



碳素结构钢的焊接性主要取决于含碳量,随着含碳量的增加,焊接性逐渐变差。碳素结构钢的C、Mn和Si元素含量少,所以,通常情况下不会因焊接而引起严重硬化组织或淬硬组织。这种钢材的塑性和韧性优良,焊接接头的塑性和韧性也很好。通常情况下,焊接时一般不需预热、控制层间温度和后热,焊后也不必采用热处理改善组织,即整个焊接过程中不需要特殊的工艺措施。总之,碳素结构钢是最容易焊接的钢种。许多焊接方法都适用于碳素结构钢的焊接,并能获得良好的焊接接头,目前,焊条电弧焊、埋弧焊、电渣焊、CO2气体保护焊、氩弧焊、气焊、电阻焊、等离子弧焊、钎焊等方法,都是焊接碳素结构钢的成熟方法。锅炉、压力容器常用碳素结构钢推荐选用的焊接材料见表6-3。
表6-3 锅炉、压力容器常用碳素结构钢推荐选用的焊接材料
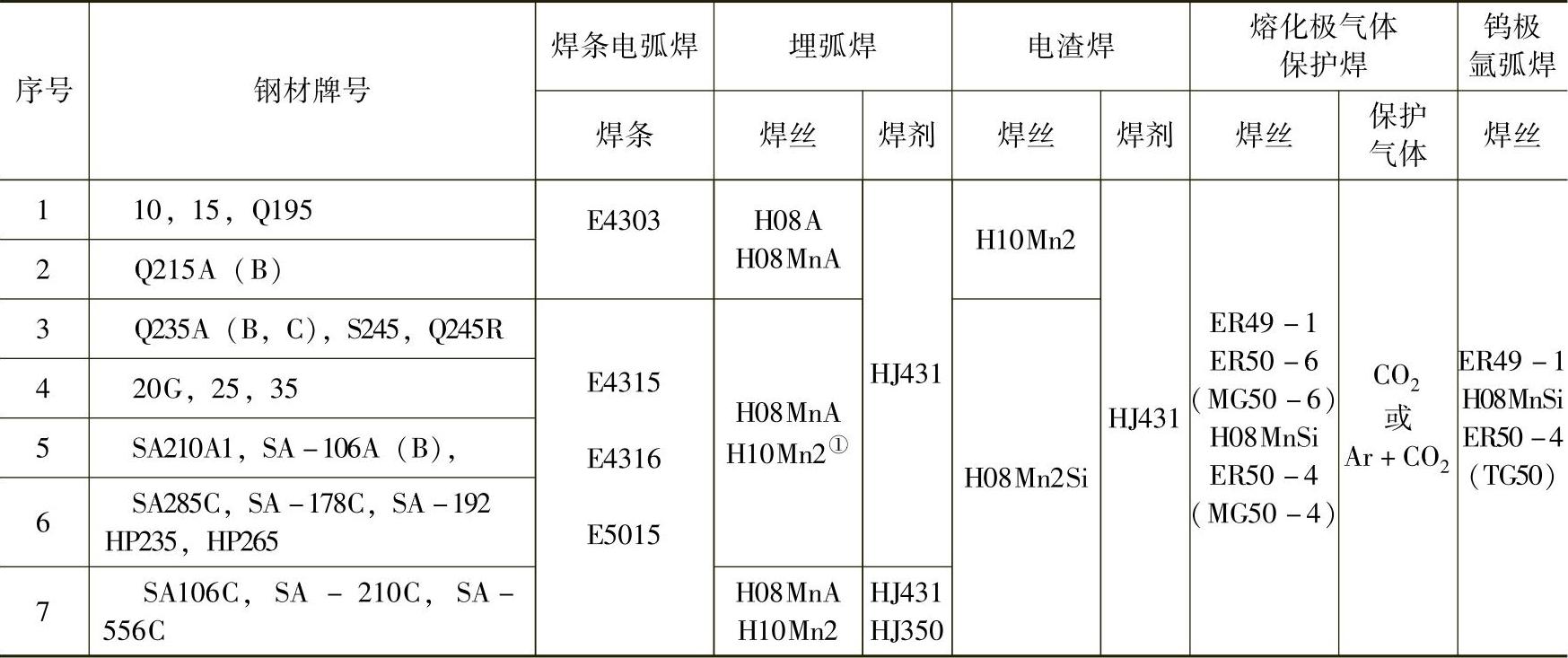
①如果焊后需进行正火温度范围内热加工时,埋弧焊选用H10Mn2焊丝。
锅炉、压力容器常用碳素结构钢焊前预热温度的推荐范围见表6-4。需要预热的焊件应保持预热温度直到焊接结束,如果焊接过程中断,焊接前应再次预热。对于壁厚较大接头,为降低冷却速度减少扩散氢含量,焊后还应进行后热及消氢处理。锅炉、压力容器常用碳素结构钢焊后后热及消氢处理的推荐范围见表6-5。
表6-4 锅炉、压力容器常用材料推荐的焊前预热温度
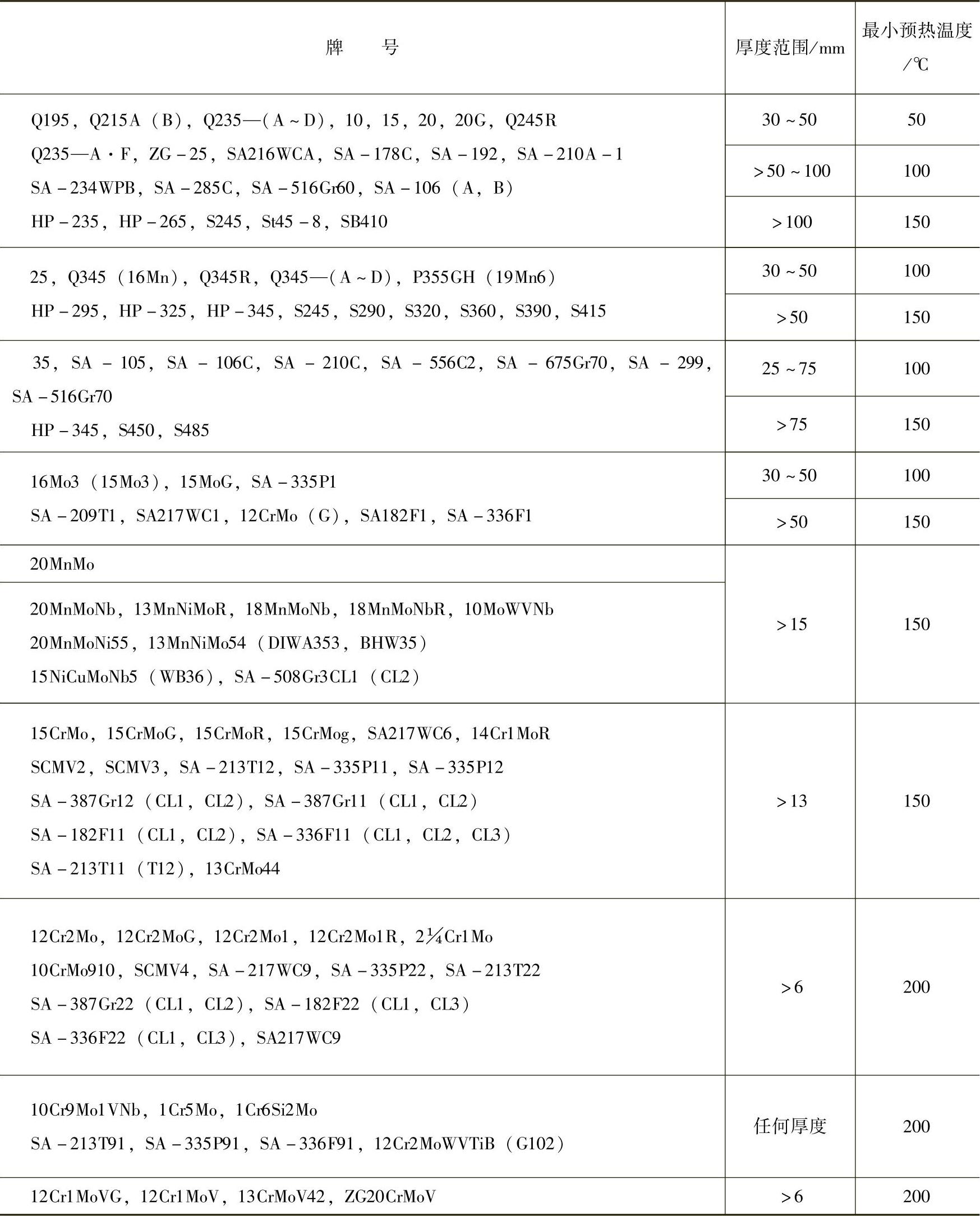
表6-5 锅炉、压力容器常用材料焊后后热及消氢处理推荐范围(https://www.xing528.com)
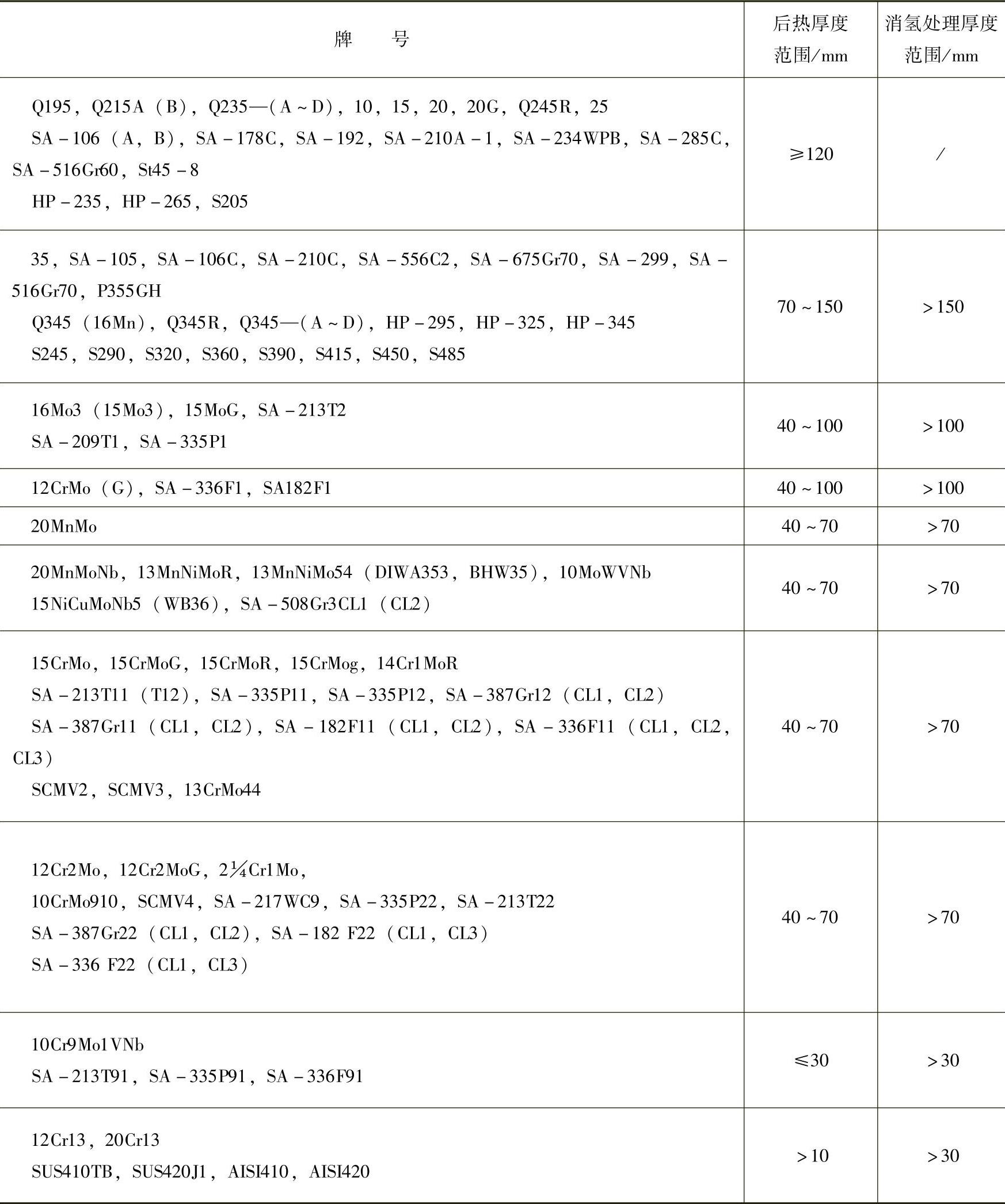
注:1.焊接过程中断和焊接结束后应按工艺要求立即进行后热或消氢处理。
2.后热温度范围及保温时间200~250℃/1~2h;消氢温度范围及保温时间300~350℃/2~3h。
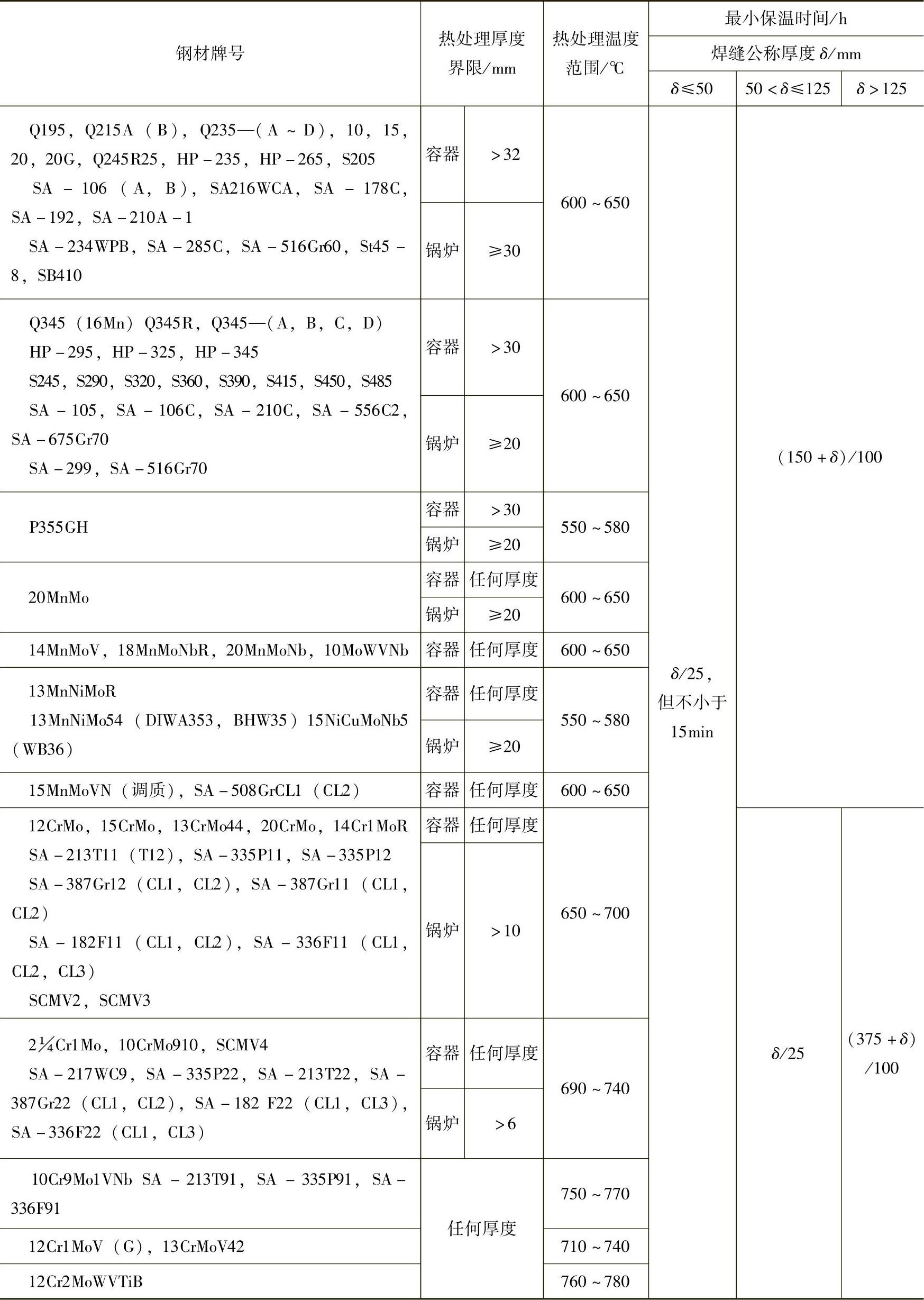
碳素结构钢电渣焊时焊缝金属晶粒比较粗大,热影响区存在过热组织,韧性较低,一般要求焊后对电渣焊接头进行正火+回火处理,以改善焊缝及热影响区组织和提高韧性。锅炉、压力容器常用碳素结构钢焊后消除应力热处理的推荐规范见表6-6。
表6-6 锅炉、压力容器常用材料焊后热处理推荐规范
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。